Comme le montre la figure 3, trois techniques principales permettent d'obtenir des monocristaux de SiC de haute qualité et à haut rendement : l'épitaxie en phase liquide (LPE), le transport physique en phase vapeur (PVT) et le dépôt chimique en phase vapeur à haute température (HTCVD). Le PVT est un procédé bien établi pour la production de monocristaux de SiC, largement utilisé par les principaux fabricants de plaquettes.
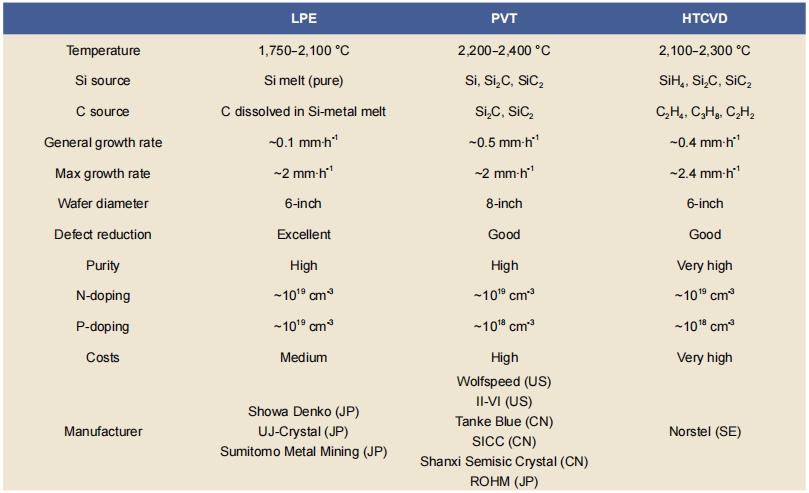
Cependant, ces trois procédés évoluent et innovent rapidement. Il est encore impossible de prédire lequel sera largement adopté à l'avenir. En particulier, la production de monocristaux de SiC de haute qualité par croissance en solution à un rythme soutenu a été rapportée ces dernières années. La croissance de SiC en phase liquide nécessite une température inférieure à celle des procédés de sublimation ou de dépôt, et elle présente d'excellentes performances pour la production de substrats de SiC de type P (tableau 3) [33, 34].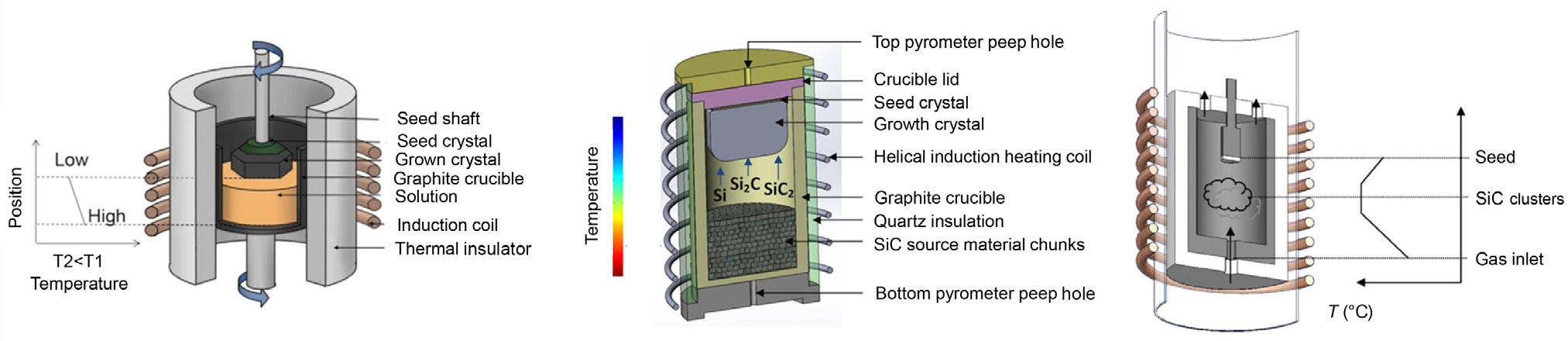
Fig. 3 : Schéma des trois principales techniques de croissance de monocristaux de SiC : (a) épitaxie en phase liquide ; (b) transport physique en phase vapeur ; (c) dépôt chimique en phase vapeur à haute température
Tableau 3 : Comparaison des procédés LPE, PVT et HTCVD pour la croissance de monocristaux de SiC [33, 34]
La croissance en solution est une technique courante pour la préparation de semi-conducteurs composés [36]. Depuis les années 1960, les chercheurs s'efforcent de développer un cristal en solution [37]. Une fois cette technique maîtrisée, la sursaturation de la surface de croissance peut être contrôlée avec précision, ce qui fait de la croissance en solution une méthode prometteuse pour l'obtention de lingots monocristallins de haute qualité.
Pour la croissance en solution de monocristaux de SiC, la source de Si provient d'un bain de Si de haute pureté, tandis que le creuset en graphite remplit une double fonction : chauffage et source de soluté C. Les monocristaux de SiC sont plus susceptibles de croître dans des conditions de stœchiométrie idéale lorsque le rapport C/Si est proche de 1, ce qui indique une faible densité de défauts [28]. Cependant, à pression atmosphérique, le SiC ne présente pas de point de fusion et se décompose directement par vaporisation à des températures supérieures à environ 2 000 °C. Conformément aux prédictions théoriques, les bains de SiC ne peuvent se former que sous un gradient de température et un système de solution extrêmes, comme le montre le diagramme de phase binaire Si-C (Fig. 4). Plus la sursaturation en C dans le bain de Si varie de 1 % à 13 % atomiques, plus la vitesse de croissance est rapide, tandis qu'une faible sursaturation en C est le principal facteur limitant la croissance à une pression de 109 Pa et à des températures supérieures à 3 200 °C. La sursaturation en carbone permet d'obtenir une surface lisse [22, 36-38]. À des températures comprises entre 1 400 et 2 800 °C, la solubilité du carbone dans le silicium fondu varie de 1 % à 13 % atomiques. La force motrice de la croissance est la sursaturation en carbone, elle-même déterminée par le gradient de température et la nature de la solution. Plus la sursaturation en carbone est élevée, plus la vitesse de croissance est rapide, tandis qu'une faible sursaturation en carbone produit une surface lisse [22, 36-38].
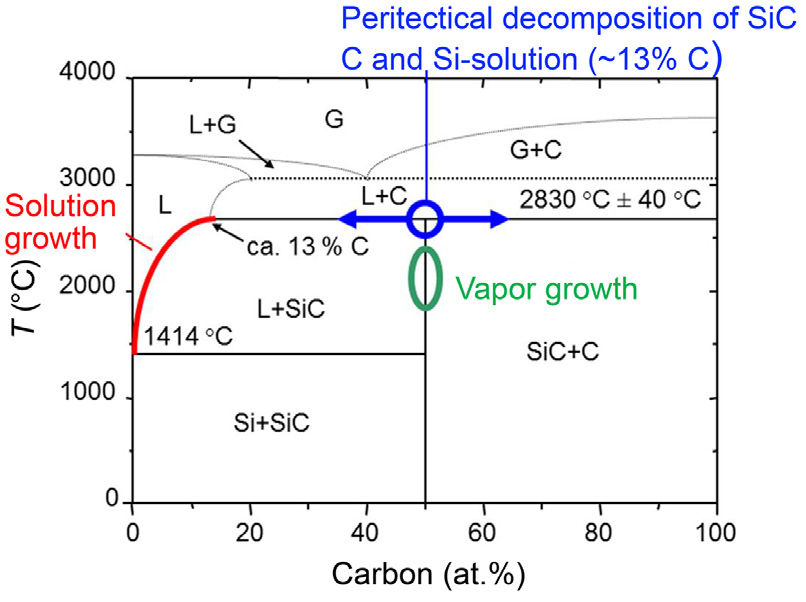
Fig. 4 : Diagramme de phase binaire Si-C [40]
Le dopage par des métaux de transition ou des terres rares permet non seulement d'abaisser efficacement la température de croissance, mais semble également être le seul moyen d'améliorer drastiquement la solubilité du carbone dans le silicium fondu. L'ajout de métaux de transition, tels que Ti [8, 14-16, 19, 40-52], Cr [29, 30, 43, 50, 53-75], Co [63, 76], Fe [77-80], etc., ou de terres rares, telles que Ce [81], Y [82], Sc, etc., au silicium fondu permet d'atteindre une solubilité du carbone supérieure à 50 % atomique dans un état proche de l'équilibre thermodynamique. De plus, la technique LPE est favorable au dopage de type P du SiC, qui peut être obtenu par l'alliage d'Al.
solvant [50, 53, 56, 59, 64, 71-73, 82, 83]. Cependant, l'incorporation d'Al entraîne une augmentation de la résistivité des monocristaux de SiC de type P [49, 56]. Outre la croissance de type N sous dopage à l'azote,
La croissance en solution se déroule généralement sous atmosphère de gaz inerte. Bien que l'hélium (He) soit plus coûteux que l'argon, il est privilégié par de nombreux chercheurs en raison de sa viscosité plus faible et de sa conductivité thermique plus élevée (huit fois supérieure à celle de l'argon) [85]. Le taux de migration et la teneur en chrome dans le 4H-SiC sont similaires sous atmosphère d'He et d'Ar. Il est démontré que la croissance sous He conduit à un taux de croissance plus élevé que sous Ar, grâce à une meilleure dissipation thermique du porte-germe [68]. L'He empêche la formation de vides à l'intérieur du cristal et la nucléation spontanée en solution, permettant ainsi d'obtenir une morphologie de surface lisse [86].
Cet article présente le développement, les applications et les propriétés des dispositifs en SiC, ainsi que les trois principales méthodes de croissance de monocristaux de SiC. Les sections suivantes passent en revue les techniques actuelles de croissance en solution et leurs principaux paramètres. Enfin, une perspective est proposée, abordant les défis et les travaux futurs concernant la croissance en volume de monocristaux de SiC par voie de solution.
Date de publication : 1er juillet 2024