1. Semi-conducteurs de troisième génération
La technologie des semi-conducteurs de première génération a été développée à partir de matériaux semi-conducteurs tels que le silicium (Si) et le germanium (Ge). Elle constitue la base matérielle du développement des transistors et de la technologie des circuits intégrés. Ces matériaux semi-conducteurs de première génération ont posé les fondements de l'industrie électronique au XXe siècle et sont les matériaux de base de la technologie des circuits intégrés.
Les matériaux semi-conducteurs de deuxième génération comprennent principalement l'arséniure de gallium, le phosphure d'indium, l'arséniure d'aluminium et leurs composés ternaires. Ces matériaux constituent le fondement de l'industrie optoélectronique. Grâce à eux, des secteurs connexes tels que l'éclairage, l'affichage, les lasers et le photovoltaïque se sont développés. Ils sont largement utilisés dans les technologies de l'information et les dispositifs d'affichage optoélectroniques modernes.
Les matériaux semi-conducteurs de troisième génération comprennent notamment le nitrure de gallium et le carbure de silicium. Grâce à leur large bande interdite, leur vitesse de saturation électronique élevée, leur conductivité thermique élevée et leur rigidité diélectrique élevée, ils constituent des matériaux idéaux pour la fabrication de dispositifs électroniques à haute densité de puissance, haute fréquence et faibles pertes. Les dispositifs de puissance en carbure de silicium présentent l'avantage d'une densité énergétique élevée, d'une faible consommation et d'une taille réduite, et offrent de vastes perspectives d'application dans les véhicules à énergies nouvelles, le photovoltaïque, le transport ferroviaire, le big data et d'autres domaines. Les dispositifs RF en nitrure de gallium, quant à eux, offrent les avantages d'une haute fréquence, d'une puissance élevée, d'une large bande passante, d'une faible consommation et d'une taille réduite, et présentent de vastes perspectives d'application dans les communications 5G, l'Internet des objets, les radars militaires et d'autres domaines. De plus, les dispositifs de puissance à base de nitrure de gallium sont largement utilisés dans le domaine des basses tensions. Enfin, ces dernières années, l'émergence de nouveaux matériaux à base d'oxyde de gallium devrait apporter une complémentarité technique aux technologies SiC et GaN existantes, et offre des perspectives d'application prometteuses dans les domaines des basses fréquences et des hautes tensions.
Comparativement aux semi-conducteurs de deuxième génération, ceux de troisième génération présentent une bande interdite plus large (environ 1,1 eV pour le silicium, matériau typique de première génération ; environ 1,42 eV pour l’arséniure de gallium, matériau typique de deuxième génération ; et plus de 2,3 eV pour le nitrure de gallium, matériau typique de troisième génération), une meilleure résistance aux radiations, une résistance accrue au claquage électrique et une plus grande résistance aux hautes températures. Grâce à leur bande interdite plus large, les semi-conducteurs de troisième génération sont particulièrement adaptés à la fabrication de dispositifs électroniques résistants aux radiations, haute fréquence, haute puissance et à forte densité d’intégration. Leurs applications dans les dispositifs radiofréquences micro-ondes, les LED, les lasers, les dispositifs de puissance et d’autres domaines ont suscité un vif intérêt et offrent de larges perspectives de développement dans les communications mobiles, les réseaux intelligents, le transport ferroviaire, les véhicules à énergies nouvelles, l’électronique grand public et les dispositifs à lumière ultraviolette et bleu-vert [1].
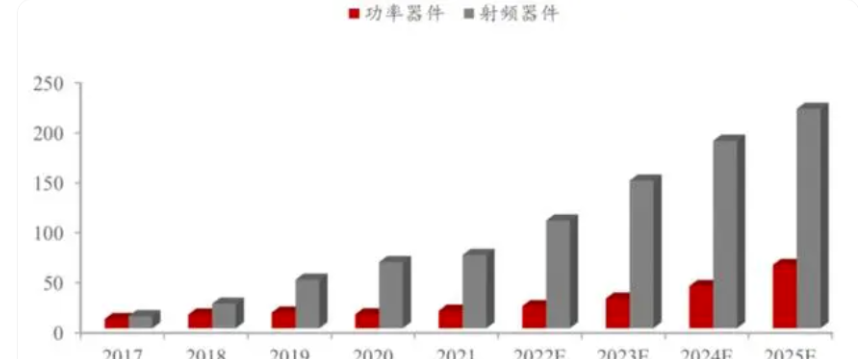
Source de l'image : CASA, Institut de recherche sur les valeurs mobilières de Zheshang
Figure 1 Échelle de temps et prévisions pour les dispositifs de puissance GaN
Structure et caractéristiques du matériau GaN II
Le GaN est un semi-conducteur à gap direct. La largeur du gap de la structure wurtzite à température ambiante est d'environ 3,26 eV. Le GaN possède trois structures cristallines principales : la structure wurtzite, la structure sphalérite et la structure de type NaCl. La structure wurtzite est la plus stable. La figure 2 représente la structure wurtzite hexagonale du GaN. Cette structure correspond à un empilement hexagonal compact. Chaque maille élémentaire contient 12 atomes, dont 6 atomes d'azote (N) et 6 atomes de gallium (Ga). Chaque atome de Ga (N) est lié aux quatre atomes d'azote (Ga) les plus proches et s'empile selon la séquence ABABAB… le long de la direction [0001] [2].
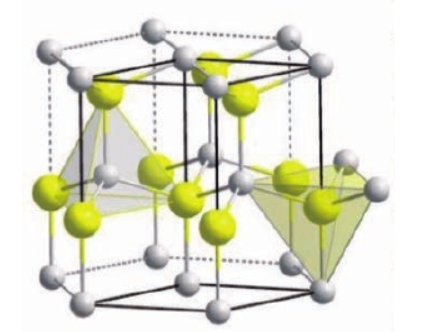
Figure 2 Diagramme de la maille cristalline du GaN de structure wurtzite
III. Substrats couramment utilisés pour l'épitaxie du GaN
L'épitaxie homogène sur substrats de GaN semble être la méthode de choix pour la croissance épitaxiale du GaN. Cependant, en raison de la forte énergie de liaison du GaN, lorsque la température atteint son point de fusion de 2500 °C, sa pression de décomposition correspondante est d'environ 4,5 GPa. En dessous de cette pression, le GaN ne fond pas mais se décompose directement. De ce fait, les techniques de préparation de substrats classiques, telles que la méthode Czochralski, ne conviennent pas à la fabrication de substrats monocristallins de GaN, ce qui rend leur production en série difficile et coûteuse. Par conséquent, les substrats couramment utilisés pour la croissance épitaxiale du GaN sont principalement le Si, le SiC, le saphir, etc. [3].

Graphique 3 : GaN et paramètres des matériaux de substrat couramment utilisés
Épitaxie de GaN sur saphir
Le saphir possède des propriétés chimiques stables, est peu coûteux et bénéficie d'une industrie de production à grande échelle très mature. De ce fait, il est devenu l'un des premiers et des plus largement utilisés comme substrat dans l'ingénierie des dispositifs semi-conducteurs. En tant que substrat couramment utilisé pour l'épitaxie du GaN, les principaux problèmes à résoudre concernant les substrats en saphir sont les suivants :
✔ En raison du fort désaccord de maille entre le saphir (Al₂O₃) et le GaN (environ 15 %), la densité de défauts à l'interface entre la couche épitaxiale et le substrat est très élevée. Afin d'en réduire les effets néfastes, le substrat doit subir un prétraitement complexe avant le début du processus d'épitaxie. Avant la croissance de GaN sur substrat de saphir, la surface de ce dernier doit être soigneusement nettoyée pour éliminer les contaminants, les résidus de polissage, etc., et créer des marches et des structures de surface irrégulières. Ensuite, la surface du substrat est nitrurée afin de modifier les propriétés de mouillage de la couche épitaxiale. Enfin, une fine couche tampon d'AlN (généralement de 10 à 100 nm d'épaisseur) doit être déposée sur la surface du substrat et recuite à basse température pour préparer la croissance épitaxiale finale. Malgré cela, la densité de dislocations dans les films épitaxiaux de GaN déposés sur des substrats de saphir reste supérieure à celle des films homoépitaxiaux (environ 10¹⁰ cm⁻², contre une densité de dislocations quasi nulle dans les films homoépitaxiaux de silicium ou d'arséniure de gallium, soit entre 10² et 10⁴ cm⁻²). Cette densité de défauts plus élevée réduit la mobilité des porteurs, ce qui raccourcit la durée de vie des porteurs minoritaires et diminue la conductivité thermique, autant d'éléments qui dégradent les performances du dispositif [4].
✔ Le coefficient de dilatation thermique du saphir étant supérieur à celui du GaN, une contrainte de compression biaxiale se générera dans la couche épitaxiale lors du refroidissement de la température de dépôt à la température ambiante. Pour les films épitaxiaux plus épais, cette contrainte peut provoquer la fissuration du film, voire du substrat.
✔ Comparée à d'autres substrats, la conductivité thermique des substrats en saphir est plus faible (environ 0,25 W*cm-1*K-1 à 100 ℃), et les performances de dissipation de chaleur sont médiocres ;
✔ En raison de sa faible conductivité, les substrats en saphir ne se prêtent pas à leur intégration et à leur application avec d'autres dispositifs semi-conducteurs.
Bien que la densité de défauts des couches épitaxiales de GaN cultivées sur des substrats de saphir soit élevée, elle ne semble pas réduire significativement les performances optoélectroniques des LED bleu-vert à base de GaN ; les substrats de saphir restent donc couramment utilisés pour les LED à base de GaN.
Avec le développement de nouvelles applications des dispositifs GaN, comme les lasers et autres dispositifs de puissance haute densité, les défauts inhérents aux substrats de saphir constituent une limitation croissante à leur utilisation. Par ailleurs, le développement des technologies de croissance sur substrat SiC, la réduction des coûts et la maturité de la technologie épitaxiale GaN sur substrats Si ont entraîné un ralentissement progressif des recherches sur la croissance de couches épitaxiales de GaN sur substrats de saphir.
Épitaxie de GaN sur SiC
Comparativement au saphir, les substrats en SiC (cristaux 4H et 6H) présentent un désaccord de maille plus faible avec les couches épitaxiales de GaN (3,1 %, équivalent à des films épitaxiaux orientés [0001]), une conductivité thermique plus élevée (environ 3,8 W·cm⁻¹·K⁻¹), etc. De plus, la conductivité des substrats en SiC permet la réalisation de contacts électriques sur leur face arrière, ce qui simplifie la structure du dispositif. Ces avantages incitent de plus en plus de chercheurs à étudier l'épitaxie de GaN sur des substrats en carbure de silicium.
Cependant, travailler directement sur des substrats SiC pour éviter la croissance d'épicouches de GaN présente également une série d'inconvénients, notamment les suivants :
✔ La rugosité de surface des substrats SiC est beaucoup plus élevée que celle des substrats saphir (rugosité saphir 0,1 nm RMS, rugosité SiC 1 nm RMS), les substrats SiC ont une dureté élevée et de mauvaises performances de traitement, et cette rugosité et les dommages résiduels de polissage sont également l'une des sources de défauts dans les épicouches GaN.
✔ La densité de dislocations vis des substrats SiC est élevée (densité de dislocations 103-104cm-2), les dislocations vis peuvent se propager à l'épicouche GaN et réduire les performances du dispositif ;
✔ L'arrangement atomique à la surface du substrat induit la formation de défauts d'empilement (BSF) dans l'épicouche de GaN. Pour le GaN épitaxié sur substrats SiC, il existe plusieurs ordres d'arrangement atomique possibles sur le substrat, ce qui entraîne un ordre d'empilement atomique initial incohérent de la couche de GaN épitaxié et, par conséquent, une propension aux défauts d'empilement. Ces défauts d'empilement (SF) introduisent des champs électriques internes le long de l'axe c, provoquant des problèmes tels que des fuites dans les dispositifs de séparation de porteurs planaires.
✔ Le coefficient de dilatation thermique du substrat SiC est inférieur à celui de l'AlN et du GaN, ce qui entraîne une accumulation de contraintes thermiques entre la couche épitaxiale et le substrat lors du refroidissement. Waltereit et Brand ont prédit, d'après leurs résultats de recherche, que ce problème peut être atténué ou résolu en faisant croître des couches épitaxiales de GaN sur de fines couches de nucléation d'AlN à contrainte cohérente ;
✔ Le problème de la faible mouillabilité des atomes de Ga. Lors de la croissance de couches épitaxiales de GaN directement sur une surface de SiC, la faible mouillabilité entre les deux atomes favorise la formation d'îlots 3D de GaN sur le substrat. L'introduction d'une couche tampon est la solution la plus courante pour améliorer la qualité des matériaux épitaxiés lors de l'épitaxie du GaN. L'introduction d'une couche tampon d'AlN ou d'AlxGa1-xN permet d'améliorer efficacement la mouillabilité de la surface de SiC et de permettre la croissance bidimensionnelle de la couche épitaxiale de GaN. De plus, elle permet de réguler les contraintes et d'empêcher la propagation des défauts du substrat à l'épitaxie du GaN.
✔ La technologie de préparation des substrats SiC est immature, le coût du substrat est élevé, et il y a peu de fournisseurs et une offre limitée.
Les travaux de Torres et al. montrent que la gravure du substrat de SiC à l'aide d'H₂ à haute température (1600 °C) avant l'épitaxie permet d'obtenir une structure de marches plus ordonnée à la surface du substrat, et donc un film épitaxié d'AlN de meilleure qualité que par croissance directe sur le substrat d'origine. Les recherches de Xie et son équipe montrent également qu'un prétraitement par gravure du substrat de carbure de silicium améliore significativement la morphologie de surface et la qualité cristalline de la couche épitaxiale de GaN. Smith et al. ont constaté que les dislocations traversantes issues des interfaces substrat/couche tampon et couche tampon/couche épitaxiale sont liées à la planéité du substrat [5].
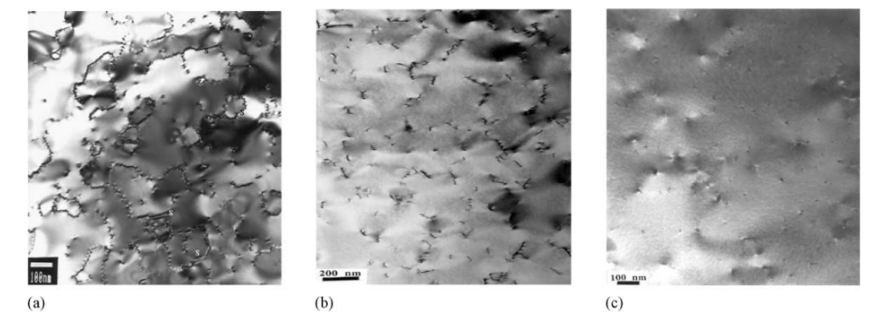
Figure 4. Morphologie TEM d'échantillons de couches épitaxiales de GaN déposées sur un substrat 6H-SiC (0001) sous différentes conditions de traitement de surface : (a) nettoyage chimique ; (b) nettoyage chimique + traitement au plasma d'hydrogène ; (c) nettoyage chimique + traitement au plasma d'hydrogène + traitement thermique sous hydrogène à 1300 °C pendant 30 min.
Épitaxie de GaN sur Si
Comparativement au carbure de silicium, au saphir et à d'autres substrats, le procédé de fabrication des substrats en silicium est bien maîtrisé et permet de produire de manière stable des substrats de grande taille et performants à un coût avantageux. De plus, sa conductivité thermique et électrique est élevée, et le procédé de fabrication des dispositifs électroniques en silicium est bien établi. La possibilité d'une intégration parfaite des dispositifs optoélectroniques GaN avec les dispositifs électroniques en silicium rend la croissance épitaxiale de GaN sur silicium particulièrement intéressante.
Cependant, en raison de la grande différence de paramètres de maille entre le substrat Si et le matériau GaN, l'épitaxie hétérogène de GaN sur substrat Si est une épitaxie typique à fort désaccord, et elle doit également faire face à une série de problèmes :
✔ Problème d'énergie d'interface. Lors de la croissance de GaN sur un substrat de Si, la surface de ce dernier subit d'abord une nitruration formant une couche de nitrure de silicium amorphe, défavorable à la nucléation et à la croissance de GaN haute densité. De plus, le contact initial entre la surface de Si et le Ga induit une corrosion de cette dernière. À haute température, les produits de décomposition de la surface de Si se diffusent dans la couche épitaxiale de GaN, formant des points noirs de silicium.
✔ Le désaccord de constante de réseau entre GaN et Si est important (~17%), ce qui conduira à la formation de dislocations traversantes à haute densité et réduira considérablement la qualité de la couche épitaxiale ;
✔ Comparé au Si, le GaN a un coefficient de dilatation thermique plus élevé (le coefficient de dilatation thermique du GaN est d'environ 5,6×10-6K-1, celui du Si est d'environ 2,6×10-6K-1), et des fissures peuvent être générées dans la couche épitaxiale de GaN lors du refroidissement de la température épitaxiale à la température ambiante ;
✔ Le Si réagit avec le NH3 à haute température pour former du SiNx polycristallin. L'AlN ne peut pas former un noyau orienté préférentiellement sur le SiNx polycristallin, ce qui conduit à une orientation désordonnée de la couche de GaN cultivée ultérieurement et à un grand nombre de défauts, ce qui entraîne une mauvaise qualité cristalline de la couche épitaxiale de GaN, et même une difficulté à former une couche épitaxiale de GaN monocristalline [6].
Afin de résoudre le problème du fort désaccord de maille, les chercheurs ont tenté d'introduire des matériaux tels que AlAs, GaAs, AlN, GaN, ZnO et SiC comme couches tampons sur des substrats de Si. Pour éviter la formation de SiNx polycristallin et réduire ses effets néfastes sur la qualité cristalline des matériaux GaN/AlN/Si (111), il est généralement nécessaire d'introduire du TMAl pendant un certain temps avant la croissance épitaxiale de la couche tampon d'AlN afin d'empêcher la réaction de NH3 avec la surface de Si exposée et la formation de SiNx. De plus, des techniques épitaxiales telles que la technologie des substrats structurés peuvent être utilisées pour améliorer la qualité de la couche épitaxiale. Le développement de ces technologies contribue à inhiber la formation de SiNx à l'interface épitaxiale, à favoriser la croissance bidimensionnelle de la couche épitaxiale de GaN et à améliorer la qualité de croissance de cette couche. De plus, une couche tampon d'AlN est introduite pour compenser les contraintes de traction dues à la différence de coefficients de dilatation thermique et ainsi éviter la formation de fissures dans la couche épitaxiale de GaN sur le substrat de silicium. Les travaux de Krost montrent une corrélation positive entre l'épaisseur de la couche tampon d'AlN et la réduction des contraintes. Lorsque l'épaisseur de la couche tampon atteint 12 nm, il est possible de faire croître une couche épitaxiale supérieure à 6 µm sur un substrat de silicium, grâce à un procédé de croissance approprié, sans risque de fissuration.
Après des efforts de longue haleine de la part des chercheurs, la qualité des couches épitaxiales de GaN cultivées sur des substrats de silicium a été considérablement améliorée, et des dispositifs tels que les transistors à effet de champ, les détecteurs ultraviolets à barrière Schottky, les LED bleu-vert et les lasers ultraviolets ont réalisé des progrès significatifs.
En résumé, les substrats épitaxiaux de GaN couramment utilisés étant tous issus d'une épitaxie hétérogène, ils présentent des problèmes communs tels que le désaccord de maille et d'importantes différences de coefficients de dilatation thermique, à des degrés divers. Les substrats épitaxiaux homogènes de GaN sont limités par la maturité de la technologie et n'ont pas encore fait l'objet d'une production de masse. Leur coût de production est élevé, leur taille réduite et leur qualité perfectible. Le développement de nouveaux substrats épitaxiaux de GaN et l'amélioration de la qualité de l'épitaxie demeurent des facteurs importants qui freinent le développement de l'industrie de l'épitaxie du GaN.
IV. Méthodes courantes d'épitaxie du GaN
MOCVD (dépôt chimique en phase vapeur)
L'épitaxie homogène sur substrats de GaN semble être la méthode de choix pour la croissance de GaN. Cependant, le dépôt chimique en phase vapeur (CVD) utilise comme précurseurs le triméthylgallium et l'ammoniac, et comme gaz vecteur l'hydrogène. La température de croissance typique du MOCVD est donc d'environ 1000-1100 °C, et sa vitesse de croissance est de quelques microns par heure. Cette technique permet d'obtenir des interfaces abruptes à l'échelle atomique, ce qui la rend particulièrement adaptée à la croissance d'hétérojonctions, de puits quantiques, de superréseaux et d'autres structures. Sa vitesse de croissance élevée, son uniformité et son aptitude à la croissance sur de grandes surfaces et en plusieurs parties en font une technique fréquemment utilisée en production industrielle.
MBE (épitaxie par jets moléculaires)
En épitaxie par jets moléculaires (EJM), le gallium est utilisé comme source élémentaire et l'azote actif est obtenu à partir d'azote par plasma RF. Comparée à la méthode MOCVD, la température de croissance de l'EJM est inférieure d'environ 350 à 400 °C. Cette température plus basse permet d'éviter certaines pollutions pouvant résulter d'environnements à haute température. Le système EJM fonctionne sous ultravide, ce qui permet d'intégrer davantage de méthodes de détection in situ. Par ailleurs, sa vitesse de croissance et sa capacité de production sont supérieures à celles de la MOCVD, et elle est davantage utilisée en recherche scientifique [7].
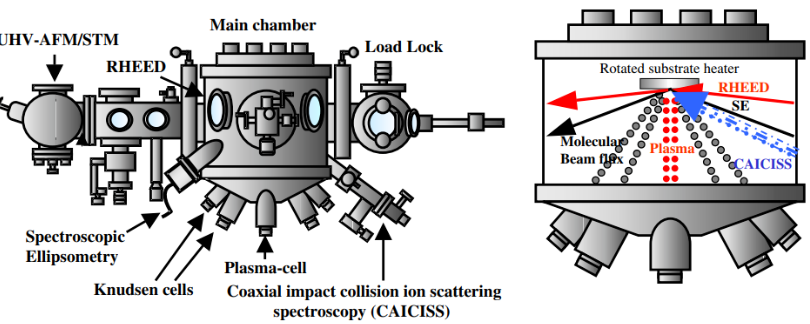
Figure 5 (a) Schéma Eiko-MBE (b) Schéma de la chambre de réaction principale MBE
Méthode HVPE (épitaxie en phase vapeur par hydrures)
Les précurseurs de la méthode d'épitaxie en phase vapeur par hydrures (HVPE) sont GaCl₃ et NH₃. Detchprohm et al. ont utilisé cette méthode pour faire croître une couche épitaxiale de GaN de plusieurs centaines de microns d'épaisseur sur un substrat de saphir. Dans leur expérience, une couche de ZnO a été déposée entre le substrat de saphir et la couche épitaxiale comme couche tampon, puis cette dernière a été détachée du substrat. Comparée aux méthodes MOCVD et MBE, la principale caractéristique de la méthode HVPE est sa vitesse de croissance élevée, adaptée à la production de couches épaisses et de matériaux massifs. Cependant, lorsque l'épaisseur de la couche épitaxiale dépasse 20 µm, celle-ci est sujette à la fissuration.
Akira Usui a introduit une technologie de substrat structuré basée sur cette méthode. Son équipe a d'abord fait croître une fine couche épitaxiale de GaN (1 à 1,5 µm d'épaisseur) sur un substrat de saphir par la méthode MOCVD. Cette couche épitaxiale était composée d'une couche tampon de GaN de 20 nm d'épaisseur, déposée à basse température, et d'une couche de GaN, déposée à haute température. Ensuite, à 430 °C, une couche de SiO₂ a été déposée sur la surface de la couche épitaxiale, et des bandes de type fenêtre ont été réalisées sur le film de SiO₂ par photolithographie. L'espacement des bandes était de 7 µm et la largeur du masque variait de 1 à 4 µm. Grâce à cette amélioration, l'équipe a obtenu une couche épitaxiale de GaN sur un substrat de saphir de 2 pouces de diamètre, exempte de fissures et d'une surface aussi lisse qu'un miroir, même pour des épaisseurs atteignant plusieurs dizaines, voire centaines de microns. La densité de défauts a été réduite de 109-1010cm-2 de la méthode HVPE traditionnelle à environ 6×107cm-2. Ils ont également souligné dans l'expérience que lorsque le taux de croissance dépassait 75μm/h, la surface de l'échantillon devenait rugueuse[8].
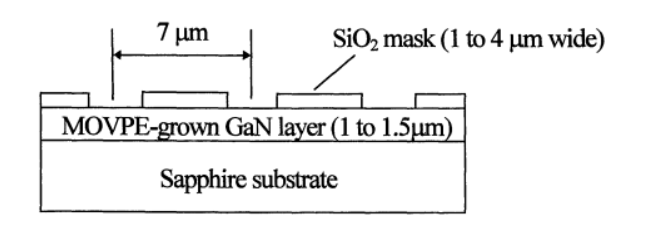
Figure 6 Schéma graphique du substrat
V. Résumé et perspectives
Les matériaux GaN ont commencé à émerger en 2014, année où la LED à lumière bleue a remporté le prix Nobel de physique, et ont fait leur entrée dans le domaine des applications de charge rapide en électronique grand public. Parallèlement, des applications dans les amplificateurs de puissance et les dispositifs RF utilisés dans les stations de base 5G, invisibles pour la plupart des utilisateurs, ont également émergé discrètement. Ces dernières années, la percée des dispositifs de puissance automobiles à base de GaN devrait ouvrir de nouvelles perspectives de croissance pour le marché des applications de ce matériau.
La forte demande du marché favorisera sans aucun doute le développement des industries et technologies liées au GaN. Avec la maturation et l'amélioration de la chaîne industrielle du GaN, les problèmes rencontrés par la technologie épitaxiale actuelle seront progressivement résolus. À l'avenir, de nouvelles technologies épitaxiales et des substrats plus performants verront certainement le jour. Il sera alors possible de sélectionner la technologie de recherche externe et le substrat les plus adaptés aux spécificités de chaque application, et ainsi de produire des produits personnalisés ultra-compétitifs.
Date de publication : 28 juin 2024