Aktuell vollzieht die SiC-Industrie den Wandel von 150 mm (6 Zoll) auf 200 mm (8 Zoll). Um die dringende Nachfrage nach großflächigen, qualitativ hochwertigen SiC-Homoepitaxie-Wafern zu decken, werden derzeit Wafer mit 150 mm und 200 mm Durchmesser gefertigt.4H-SiC-Homoepitaxie-WaferDie Herstellung von 200-mm-SiC-Epitaxieschichten auf heimischen Substraten gelang mit Hilfe der eigens entwickelten Anlage. Ein für 150-mm- und 200-mm-SiC-Schichten geeignetes Homoepitaxieverfahren wurde entwickelt, bei dem die Epitaxierate über 60 µm/h liegt. Neben der Erfüllung der Anforderungen an Hochgeschwindigkeitsepitaxie ist die Qualität der Epitaxiewafer exzellent. Die Schichtdickenhomogenität der 150-mm- und 200-mm-SiC-Schichten ist ebenfalls gegeben.SiC-Epitaxie-WaferDie Genauigkeit lässt sich innerhalb von 1,5 % kontrollieren, die Konzentrationsgleichmäßigkeit liegt unter 3 %, die Dichte fataler Defekte unter 0,3 Partikel/cm² und die mittlere quadratische Rauheit Ra der epitaxialen Oberfläche unter 0,15 nm. Alle Kernprozessindikatoren liegen auf einem branchenweit fortgeschrittenen Niveau.
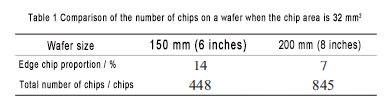
Siliciumcarbid (SiC)Siliziumkarbid (SiC) zählt zu den Vertretern der Halbleitermaterialien der dritten Generation. Es zeichnet sich durch hohe Durchbruchfeldstärke, exzellente Wärmeleitfähigkeit, hohe Elektronensättigungsdriftgeschwindigkeit und starke Strahlungsbeständigkeit aus. Dadurch hat es die Energieverarbeitungskapazität von Leistungshalbleitern erheblich erweitert und erfüllt die Anforderungen der nächsten Generation von Leistungselektronikgeräten mit hohen Leistungsanforderungen, geringer Größe, hohen Temperaturen, hoher Strahlung und anderen extremen Bedingungen. Es ermöglicht eine Reduzierung von Platzbedarf, Stromverbrauch und Kühlbedarf. Siliziumkarbid hat revolutionäre Veränderungen in Bereichen wie Elektrofahrzeugen, Schienenverkehr und intelligenten Stromnetzen bewirkt. Daher gilt Siliziumkarbid als das ideale Material für die nächste Generation von Hochleistungselektronik. Dank der nationalen Förderpolitik für die Entwicklung der Halbleiterindustrie der dritten Generation wurden Forschung, Entwicklung und Aufbau des 150-mm-SiC-Bauelementesystems in China in den letzten Jahren weitgehend abgeschlossen, und die Sicherheit der Wertschöpfungskette ist weitgehend gewährleistet. Der Fokus der Branche hat sich daher zunehmend auf Kostenkontrolle und Effizienzsteigerung verlagert. Wie Tabelle 1 zeigt, weist 200-mm-SiC im Vergleich zu 150-mm-Wafern eine höhere Randausnutzung auf, und die Ausbeute an Einzelwafer-Chips kann um etwa das 1,8-Fache gesteigert werden. Nach der Marktreife der Technologie können die Herstellungskosten eines einzelnen Chips um 30 % gesenkt werden. Der technologische Durchbruch bei 200 mm ist ein direkter Weg zur Kostensenkung und Effizienzsteigerung und gleichzeitig der Schlüssel dafür, dass die Halbleiterindustrie meines Landes mit anderen Industrien gleichzieht oder sogar eine Führungsrolle übernimmt.
Anders als beim Si-Bauelementverfahren,SiC-Halbleiter-LeistungsbauelementeAlle Prozesse und Vorbereitungen basieren auf Epitaxieschichten. Epitaxie-Wafer sind essenzielle Basismaterialien für SiC-Leistungshalbleiter. Die Qualität der Epitaxieschicht bestimmt direkt die Ausbeute des Bauelements, und ihre Kosten machen 20 % der Chip-Herstellungskosten aus. Daher ist das Epitaxiewachstum ein wesentlicher Zwischenschritt bei SiC-Leistungshalbleitern. Die Obergrenze des Epitaxieprozesses wird durch die Epitaxieanlagen bestimmt. Derzeit ist der Lokalisierungsgrad von 150-mm-SiC-Epitaxieanlagen in China relativ hoch, während die Gesamtinfrastruktur für 200-mm-Anlagen im internationalen Vergleich hinterherhinkt. Um den dringenden Bedarf und die Engpässe bei der Herstellung großflächiger, hochwertiger Epitaxiematerialien für die Entwicklung der heimischen Halbleiterindustrie der dritten Generation zu beheben, stellt dieser Artikel die in China erfolgreich entwickelte 200-mm-SiC-Epitaxieanlage vor und untersucht den Epitaxieprozess. Durch die Optimierung von Prozessparametern wie Prozesstemperatur, Trägergasflussrate, C/Si-Verhältnis usw. wurden mit einem eigens entwickelten 200-mm-Siliziumkarbid-Epitaxieofen für 150-mm- und 200-mm-SiC-Epitaxiewafer folgende Werte erzielt: Konzentrationsgleichmäßigkeit < 3 %, Dickenungleichmäßigkeit < 1,5 %, Rauheit Ra < 0,2 nm und Dichte schwerwiegender Defekte < 0,3 Körner/cm². Das Anlagenverfahren erfüllt die Anforderungen an die Herstellung hochwertiger SiC-Leistungsbauelemente.
1 Experiment
1.1 Prinzip vonSiC epitaxialVerfahren
Der homoepitaktische Wachstumsprozess von 4H-SiC umfasst im Wesentlichen zwei Schlüsselschritte: das Hochtemperatur-In-situ-Ätzen des 4H-SiC-Substrats und die homogene chemische Gasphasenabscheidung (CVD). Das In-situ-Ätzen des Substrats dient der Entfernung von Oberflächenschäden nach dem Waferpolieren, Polierflüssigkeitsresten, Partikeln und der Oxidschicht. Durch das Ätzen entsteht eine regelmäßige atomare Stufenstruktur auf der Substratoberfläche. Das In-situ-Ätzen wird üblicherweise in einer Wasserstoffatmosphäre durchgeführt. Je nach Prozessanforderungen können geringe Mengen an Hilfsgasen wie Chlorwasserstoff, Propan, Ethylen oder Silan zugesetzt werden. Die Temperatur beim In-situ-Wasserstoffätzen liegt in der Regel über 1600 °C, und der Druck in der Reaktionskammer wird während des Ätzprozesses üblicherweise unter 2 × 10⁴ Pa gehalten.
Nach der Aktivierung der Substratoberfläche durch In-situ-Ätzung durchläuft diese den Hochtemperatur-CVD-Prozess. Dabei werden die Wachstumsquelle (z. B. Ethylen/Propan, TCS/Silan), die Dotierquelle (n-Dotierquelle: Stickstoff, p-Dotierquelle: TMAl) und ein Hilfsgas wie Chlorwasserstoff über einen hohen Trägergasstrom (üblicherweise Wasserstoff) in die Reaktionskammer transportiert. Nach der Gasreaktion in der Hochtemperatur-Reaktionskammer reagiert ein Teil des Vorläufers chemisch und adsorbiert auf der Waferoberfläche. So entsteht mithilfe des einkristallinen 4H-SiC-Substrats als Vorlage eine einkristalline, homogene 4H-SiC-Epitaxieschicht mit spezifischer Dotierungskonzentration, spezifischer Dicke und hoher Qualität. Nach jahrelanger technischer Forschung ist die 4H-SiC-Homoepitaxie-Technologie weitgehend ausgereift und findet breite Anwendung in der industriellen Fertigung. Die weltweit am häufigsten eingesetzte 4H-SiC-Homoepitaxie-Technologie weist zwei typische Merkmale auf:
(1) Unter Verwendung eines schräg geschnittenen Substrats als Vorlage (relativ zur <0001>-Kristallebene, in Richtung der <11-20>-Kristallrichtung) wird eine hochreine, einkristalline 4H-SiC-Epitaxieschicht ohne Verunreinigungen im Stufenwachstumsmodus abgeschieden. Frühere homoepitaktische Wachstumsmethoden für 4H-SiC nutzten ein positives Kristallsubstrat, d. h. die <0001>-Si-Ebene. Die Dichte der Atomstufen auf der Oberfläche des positiven Kristallsubstrats ist gering und die Terrassen sind breit. Während des Epitaxieprozesses tritt leicht zweidimensionales Keimwachstum auf, wodurch 3C-SiC entsteht. Durch den Schnitt außerhalb der Achse lassen sich auf der Oberfläche des 4H-SiC <0001>-Substrats Atomstufen mit hoher Dichte und schmalen Terrassen erzeugen. Der adsorbierte Vorläufer kann die Atomstufenpositionen mit relativ niedriger Oberflächenenergie durch Oberflächendiffusion effektiv erreichen. Bei diesem Schritt ist die Bindungsposition der Vorläuferatome/Molekülgruppen einzigartig, sodass die Epitaxieschicht im Stufenwachstumsmodus die Si-C-Doppelatomlagenstapelfolge des Substrats perfekt übernehmen und einen Einkristall mit der gleichen Kristallphase wie das Substrat bilden kann.
(2) Schnelles epitaktisches Wachstum wird durch die Zufuhr einer chlorhaltigen Siliziumquelle erreicht. In herkömmlichen SiC-CVD-Systemen sind Silan und Propan (oder Ethylen) die Hauptwachstumsquellen. Bei der Steigerung der Wachstumsrate durch Erhöhung des Zufuhrflusses der Wachstumsquelle steigt der Gleichgewichtspartialdruck der Siliziumkomponente kontinuierlich an. Dies führt leicht zur Bildung von Siliziumclustern durch homogene Gasphasenkeimbildung, wodurch die Ausnutzung der Siliziumquelle deutlich reduziert wird. Die Bildung von Siliziumclustern begrenzt die Verbesserung der epitaktischen Wachstumsrate erheblich. Gleichzeitig können Siliziumcluster das Stufenwachstum stören und die Keimbildung von Defekten verursachen. Um die homogene Gasphasenkeimbildung zu vermeiden und die epitaktische Wachstumsrate zu erhöhen, ist die Verwendung chlorbasierter Siliziumquellen derzeit die gängigste Methode zur Steigerung der epitaktischen Wachstumsrate von 4H-SiC.
1.2 200 mm (8 Zoll) SiC-Epitaxieanlagen und Prozessbedingungen
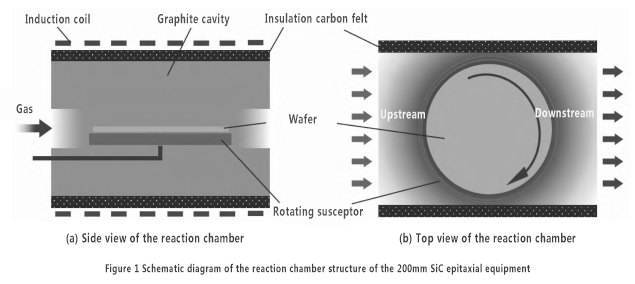
Die in diesem Artikel beschriebenen Experimente wurden alle an einer monolithischen, horizontalen SiC-Heißwand-Epitaxieanlage mit 150/200 mm (6/8 Zoll) Durchmesser durchgeführt, die vom 48. Institut der China Electronics Technology Group Corporation eigenständig entwickelt wurde. Der Epitaxieofen ermöglicht das vollautomatische Be- und Entladen der Wafer. Abbildung 1 zeigt ein schematisches Diagramm des internen Aufbaus der Reaktionskammer der Epitaxieanlage. Wie in Abbildung 1 dargestellt, besteht die Außenwand der Reaktionskammer aus einer Quarzglocke mit einer wassergekühlten Zwischenschicht. Im Inneren der Glocke befindet sich eine Hochtemperatur-Reaktionskammer, die aus wärmeisolierendem Kohlenstofffilz, einem Hohlraum aus hochreinem Spezialgraphit, einem gasgelagerten Graphit-Drehsockel usw. besteht. Die gesamte Quarzglocke ist mit einer zylindrischen Induktionsspule umhüllt, und die Reaktionskammer im Inneren der Glocke wird elektromagnetisch durch ein Mittelfrequenz-Induktionsnetzteil beheizt. Wie in Abbildung 1 (b) dargestellt, strömen Trägergas, Reaktionsgas und Dotiergas in einer horizontalen, laminaren Strömung von der Zuleitung zur Ableitung der Reaktionskammer über die Waferoberfläche und werden am Abgasende abgeführt. Um eine gleichmäßige Verteilung innerhalb des Wafers zu gewährleisten, wird der auf dem luftgelagerten Träger befindliche Wafer während des gesamten Prozesses gedreht.
Das im Experiment verwendete Substrat ist ein kommerzielles, doppelseitig poliertes, leitfähiges n-leitendes 4H-SiC-Substrat mit den Abmessungen 150 mm × 200 mm (6 Zoll × 8 Zoll) in <1120>-Richtung mit einem Neigungswinkel von 4°, hergestellt von Shanxi Shuoke Crystal. Trichlorsilan (SiHCl₃, TCS) und Ethylen (C₂H₄) dienen als Hauptwachstumsquellen im Prozess. TCS und C₂H₄ werden dabei als Silizium- bzw. Kohlenstoffquelle eingesetzt. Hochreiner Stickstoff (N₂) dient als n-Dotierstoff, und Wasserstoff (H₂) wird als Verdünnungs- und Trägergas verwendet. Der Temperaturbereich des Epitaxieprozesses liegt zwischen 1600 und 1660 °C, der Prozessdruck zwischen 8 × 10³ und 12 × 10³ Pa und die H₂-Trägergasflussrate zwischen 100 und 140 l/min.
1.3 Prüfung und Charakterisierung von Epitaxialwafern
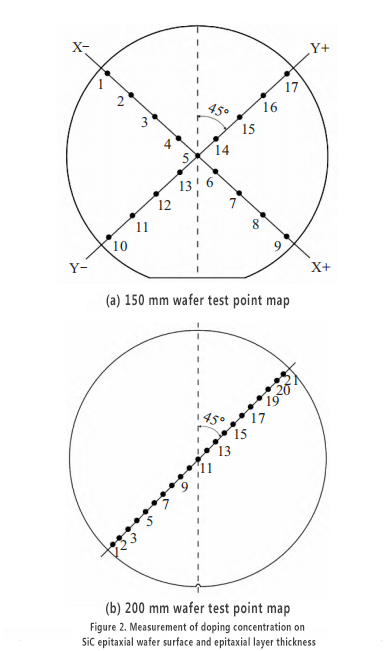
Zur Charakterisierung der mittleren Dicke und der Dotierungskonzentration der Epitaxieschicht sowie ihrer Verteilung wurden ein Fourier-Infrarotspektrometer (Hersteller: Thermalfisher, Modell: iS50) und ein Quecksilber-Konzentrationsmessgerät (Hersteller: Semilab, Modell: 530L) verwendet. Die Dicke und Dotierungskonzentration jedes Punktes in der Epitaxieschicht wurden durch Messung entlang einer Durchmesserlinie bestimmt, die die Normale der Hauptreferenzkante in einem Winkel von 45° in der Mitte des Wafers schneidet (mit einem Randabstand von 5 mm). Bei einem 150-mm-Wafer wurden 9 Punkte entlang einer Durchmesserlinie (die beiden Durchmesser stehen senkrecht zueinander) und bei einem 200-mm-Wafer 21 Punkte gemessen (siehe Abbildung 2). Zur Bestimmung der Oberflächenrauheit der Epitaxieschicht wurden 30 μm × 30 μm große Bereiche in der Mitte und am Rand (mit einem Randabstand von 5 mm) des Epitaxie-Wafers ausgewählt. Die Defekte der Epitaxieschicht wurden mit einem Oberflächenfehlertester (Gerätehersteller China Electronics) gemessen. Der 3D-Bildgeber wurde mit einem Radarsensor (Modell Mars 4410 pro) von Kefenghua charakterisiert.
Veröffentlichungsdatum: 04.09.2024