Überblick über Kohlenstoff-Kohlenstoff-Verbundwerkstoffe
Kohlenstoff/Kohlenstoff (C/C)-VerbundwerkstoffEs handelt sich um einen kohlenstofffaserverstärkten Verbundwerkstoff mit einer Reihe hervorragender Eigenschaften wie hoher Festigkeit und hohem Elastizitätsmodul, geringem spezifischem Gewicht, niedrigem Wärmeausdehnungskoeffizienten, Korrosionsbeständigkeit, Temperaturwechselbeständigkeit, guter Reibungsbeständigkeit und guter chemischer Stabilität. Es ist ein neuartiger Ultrahochtemperatur-Verbundwerkstoff.
C/C-VerbundwerkstoffEs handelt sich um einen hervorragenden, thermisch und funktional integrierten Konstruktionswerkstoff. Wie andere Hochleistungsverbundwerkstoffe besteht er aus einer faserverstärkten und einer Basisphase. Der Unterschied liegt darin, dass sowohl die Verstärkungs- als auch die Basisphase aus reinem Kohlenstoff mit besonderen Eigenschaften bestehen.
Kohlenstoff/Kohlenstoff-VerbundwerkstoffeSie bestehen hauptsächlich aus Kohlenstofffilz, Kohlenstoffgewebe und Kohlenstofffasern als Verstärkung sowie dampfabgeschiedenem Kohlenstoff als Matrix, enthalten aber nur ein Element: Kohlenstoff. Um die Dichte zu erhöhen, wird der durch Karbonisierung erzeugte Kohlenstoff mit Kohlenstoff oder mit Harz (oder Asphalt) imprägniert. Kohlenstoff/Kohlenstoff-Verbundwerkstoffe bestehen somit aus drei Kohlenstoffmaterialien.

Herstellungsprozess von Kohlenstoff-Kohlenstoff-Verbundwerkstoffen
1) Wahl der Kohlenstofffaser
Die Auswahl der Kohlenstofffaserbündel und die strukturelle Gestaltung der Fasergewebe bilden die Grundlage für die Herstellung.C/C-VerbundwerkstoffDie mechanischen und thermophysikalischen Eigenschaften von C/C-Verbundwerkstoffen können durch die gezielte Auswahl von Fasertypen und Webparametern, wie z. B. der Ausrichtung der Garnbündel, dem Abstand der Garnbündel, dem Volumenanteil der Garnbündel usw., bestimmt werden.
2) Herstellung der Kohlenstofffaser-Vorform
Kohlenstofffaser-Preforms sind Rohlinge, die entsprechend der Produktform und den Leistungsanforderungen in die gewünschte Faserstruktur gebracht werden, um den Verdichtungsprozess durchzuführen. Es gibt drei Hauptverarbeitungsverfahren für Preform-Strukturteile: Weichweben, Hartweben und ein Mischverfahren aus Weich- und Hartweben. Die wichtigsten Webverfahren sind: Trockengarnweben, Anordnung von vorimprägnierten Stäben, Feinweben mit Punktierung, Faserwicklung und dreidimensionales, multidirektionales Weben. Aktuell wird bei Kohlenstofffaser-Verbundwerkstoffen hauptsächlich das dreidimensionale, multidirektionale Weben eingesetzt. Dabei werden alle Fasern in eine bestimmte Richtung ausgerichtet. Jede Faser ist in einem bestimmten Winkel zu ihrer eigenen Richtung versetzt und mit den anderen Fasern verwebt, um ein Gewebe zu bilden. Charakteristisch für dieses Verfahren ist die Bildung eines dreidimensionalen, multidirektionalen Gewebes, das den Faseranteil in jeder Richtung des Kohlenstofffaser-Verbundwerkstoffs effektiv steuert. Dadurch weist der Verbundwerkstoff in alle Richtungen optimale mechanische Eigenschaften auf.
3) C/C-Verdichtungsprozess
Der Grad und die Effizienz der Verdichtung hängen maßgeblich von der Gewebestruktur und den Prozessparametern des Basismaterials ab. Zu den gängigen Verfahren zählen Imprägnierungs-Karbonisierung, chemische Gasphasenabscheidung (CVD), chemische Gasphaseninfiltration (CVI), chemische Flüssigphasenabscheidung, Pyrolyse und weitere Methoden. Grundsätzlich lassen sich zwei Hauptverfahren unterscheiden: die Imprägnierungs-Karbonisierung und die chemische Gasphaseninfiltration.
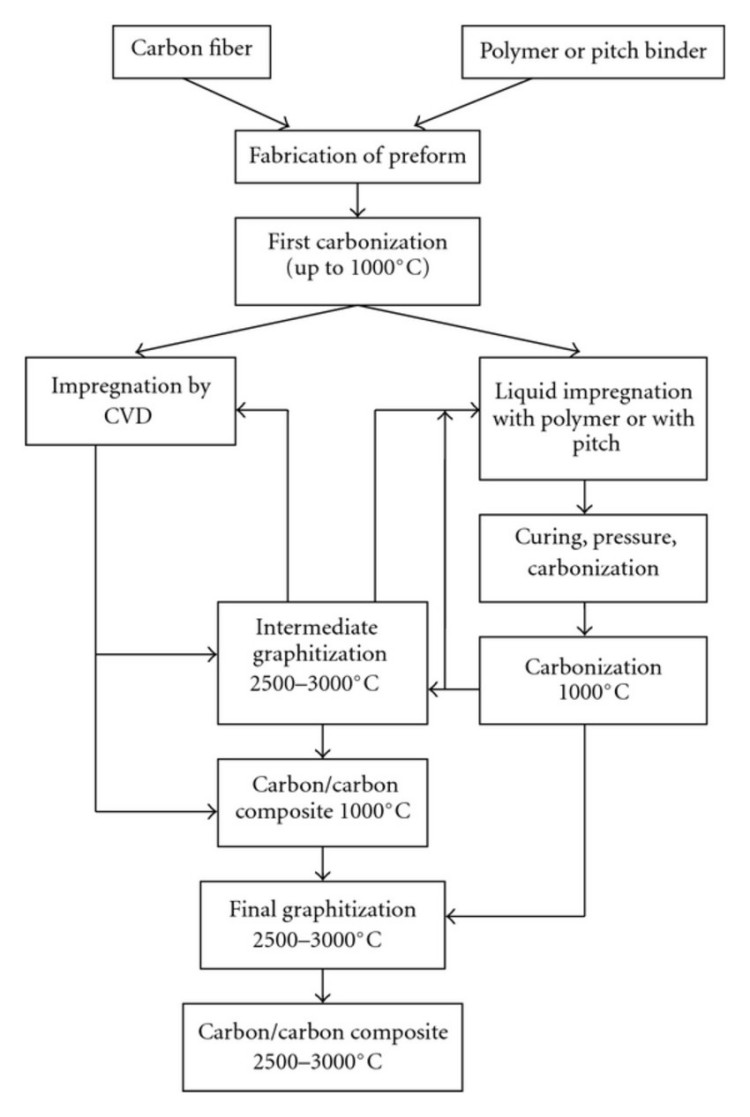
Flüssigphasenimprägnierung-Karbonisierung
Die Flüssigphasenimprägnierung ist anlagentechnisch relativ einfach und vielseitig anwendbar und daher ein wichtiges Verfahren zur Herstellung von C/C-Verbundwerkstoffen. Dabei wird die aus Kohlenstofffasern hergestellte Vorform in das flüssige Imprägniermittel getaucht und durch Druckbeaufschlagung vollständig in die Poren der Vorform eindringen gelassen. Anschließend durchläuft der Werkstoff eine Reihe von Prozessen wie Aushärtung, Karbonisierung und Graphitisierung, um schließlich den Verbundwerkstoff zu erhalten.C/C-VerbundwerkstoffeDer Nachteil dieses Verfahrens besteht darin, dass wiederholte Imprägnierungs- und Karbonisierungszyklen erforderlich sind, um die geforderte Dichte zu erreichen. Zusammensetzung und Struktur des Imprägniermittels sind bei der Flüssigphasenimprägnierung von entscheidender Bedeutung. Sie beeinflussen nicht nur die Verdichtungseffizienz, sondern auch die mechanischen und physikalischen Eigenschaften des Produkts. Die Verbesserung der Karbonisierungsausbeute und die Reduzierung der Viskosität des Imprägniermittels zählen daher zu den zentralen Herausforderungen bei der Herstellung von C/C-Verbundwerkstoffen mittels Flüssigphasenimprägnierung. Die hohe Viskosität und die geringe Karbonisierungsausbeute des Imprägniermittels sind mit ein wesentlicher Grund für die hohen Kosten von C/C-Verbundwerkstoffen. Eine Verbesserung der Imprägniermitteleigenschaften steigert nicht nur die Produktionseffizienz und senkt die Kosten von C/C-Verbundwerkstoffen, sondern verbessert auch deren Eigenschaften. Kohlenstofffasern beginnen an der Luft bei 360 °C zu oxidieren. Graphitfasern sind Kohlenstofffasern etwas überlegen, ihre Oxidationstemperatur beginnt bei 420 °C. Die Oxidationstemperatur von C/C-Verbundwerkstoffen liegt bei etwa 450 °C. C/C-Verbundwerkstoffe oxidieren in einer oxidativen Hochtemperaturatmosphäre sehr leicht, und die Oxidationsrate steigt mit zunehmender Temperatur rapide an. Ohne Oxidationsschutzmaßnahmen führt die langfristige Verwendung von C/C-Verbundwerkstoffen in einer solchen Umgebung unweigerlich zu katastrophalen Folgen. Daher ist die Oxidationsschutzbehandlung von C/C-Verbundwerkstoffen ein unverzichtbarer Bestandteil ihres Herstellungsprozesses geworden. Technologisch lassen sich Oxidationsschutzverfahren in interne und externe Oxidationsschutzbeschichtungen unterteilen.
Chemische Dampfphase
Die chemische Gasphasenabscheidung (CVD oder CVI) dient der direkten Abscheidung von Kohlenstoff in den Poren des Rohlings, um diese zu füllen und die Dichte zu erhöhen. Der abgeschiedene Kohlenstoff lässt sich leicht graphitisieren und weist eine gute physikalische Kompatibilität mit der Faser auf. Im Gegensatz zur Imprägnierung schrumpft er bei der erneuten Karbonisierung nicht, und die physikalischen und mechanischen Eigenschaften dieses Verfahrens sind besser. Wird jedoch während des CVD-Prozesses Kohlenstoff auf der Oberfläche des Rohlings abgeschieden, behindert dies die Gasdiffusion in die inneren Poren. Der oberflächliche Kohlenstoff muss mechanisch entfernt werden, bevor ein neuer Abscheidungsvorgang durchgeführt werden kann. Bei dicken Produkten stößt das CVD-Verfahren zudem an seine Grenzen und der Prozesszyklus ist sehr lang.

Veröffentlichungsdatum: 31. Dezember 2024