Lithium-Ionen-Batterien werden hauptsächlich in Richtung hoher Energiedichte entwickelt. Bei Raumtemperatur legieren sich siliziumbasierte negative Elektrodenmaterialien mit Lithium zu einem lithiumreichen Produkt der Phase Li3,75Si mit einer spezifischen Kapazität von bis zu 3572 mAh/g. Diese ist deutlich höher als die theoretische spezifische Kapazität einer Graphit-Negativelektrode von 372 mAh/g. Während des wiederholten Ladens und Entladens siliziumbasierter negativer Elektrodenmaterialien kann die Phasenumwandlung von Si und Li3,75Si jedoch eine enorme Volumenausdehnung (ca. 300 %) verursachen. Dies führt zu einer Pulverisierung der Elektrodenmaterialien und zur kontinuierlichen Bildung einer SEI-Schicht, was letztendlich einen raschen Kapazitätsabfall zur Folge hat. Die Industrie verbessert die Leistung siliziumbasierter negativer Elektrodenmaterialien und die Stabilität siliziumbasierter Batterien hauptsächlich durch Nanostrukturierung, Kohlenstoffbeschichtung, Porenbildung und andere Technologien.
Kohlenstoffmaterialien zeichnen sich durch gute Leitfähigkeit, geringe Kosten und breite Verfügbarkeit aus. Sie verbessern die Leitfähigkeit und Oberflächenstabilität von Silizium-basierten Materialien und werden daher bevorzugt als Additive zur Leistungssteigerung von Silizium-basierten negativen Elektroden eingesetzt. Silizium-Kohlenstoff-Materialien stellen die vielversprechendste Entwicklungsrichtung für Silizium-basierte negative Elektroden dar. Kohlenstoffbeschichtungen verbessern zwar die Oberflächenstabilität von Silizium-basierten Materialien, ihre Fähigkeit, die Volumenausdehnung von Silizium zu hemmen, ist jedoch allgemein und kann das Problem der Volumenausdehnung nicht vollständig lösen. Um die Stabilität von Silizium-basierten Materialien zu verbessern, ist daher die Herstellung poröser Strukturen erforderlich. Die Kugelmühle ist ein industrielles Verfahren zur Herstellung von Nanomaterialien. Je nach den Anforderungen an das Kompositmaterial können der durch Kugelmühlen erzeugten Suspension verschiedene Additive oder Materialkomponenten zugesetzt werden. Die Suspension wird gleichmäßig dispergiert und sprühgetrocknet. Während des Trocknungsprozesses bilden die Nanopartikel und andere Komponenten in der Suspension spontan poröse Strukturen. In dieser Arbeit werden poröse Silizium-basierte Materialien mithilfe der industriellen und umweltfreundlichen Kugelmühlen- und Sprühtrocknungstechnologie hergestellt.
Die Leistungsfähigkeit siliziumbasierter Materialien lässt sich durch die gezielte Steuerung der Morphologie und Verteilung von Silizium-Nanomaterialien verbessern. Aktuell werden siliziumbasierte Materialien mit unterschiedlichen Morphologien und Verteilungseigenschaften hergestellt, darunter Silizium-Nanostäbe, in porösen Graphit eingebettetes Nanosilizium, in Kohlenstoffkugeln verteiltes Nanosilizium sowie poröse Silizium/Graphen-Array-Strukturen. Im Vergleich zu Nanopartikeln können Nanoschichten bei gleicher Größe das durch Volumenausdehnung verursachte Zerkleinerungsproblem besser unterdrücken und weisen eine höhere Kompaktierungsdichte auf. Die ungeordnete Stapelung von Nanoschichten kann ebenfalls eine poröse Struktur bilden. Diese dient als Puffer für die Volumenausdehnung des Siliziummaterials und verbindet sich mit der negativen Elektrodenaustauschgruppe. Die Zugabe von Kohlenstoffnanoröhren (CNTs) verbessert nicht nur die Leitfähigkeit des Materials, sondern fördert aufgrund ihrer eindimensionalen Morphologie auch die Bildung poröser Strukturen. Bisher gibt es keine Berichte über poröse Strukturen aus Silizium-Nanoschichten und CNTs. Diese Arbeit nutzt industriell anwendbare Methoden wie Kugelmahlen, Vermahlen und Dispergieren, Sprühtrocknung, Kohlenstoffvorbeschichtung und Kalzinierung und führt poröse Promotoren in den Herstellungsprozess ein, um poröse, siliziumbasierte negative Elektrodenmaterialien durch Selbstorganisation von Silizium-Nanoblättern und Kohlenstoffnanoröhren (CNTs) herzustellen. Das Herstellungsverfahren ist einfach, umweltfreundlich und erzeugt weder flüssige noch rückstände Abfallprodukte. Es gibt zahlreiche Veröffentlichungen zur Kohlenstoffbeschichtung siliziumbasierter Materialien, jedoch nur wenige detaillierte Untersuchungen zu deren Wirkung. In dieser Arbeit wird Asphalt als Kohlenstoffquelle verwendet, um die Auswirkungen zweier Kohlenstoffbeschichtungsverfahren – Flüssigphasen- und Festphasenbeschichtung – auf die Beschichtungswirkung und die Eigenschaften siliziumbasierter negativer Elektrodenmaterialien zu untersuchen.
1 Experiment
1.1 Materialvorbereitung
Die Herstellung poröser Silizium-Kohlenstoff-Verbundwerkstoffe umfasst im Wesentlichen fünf Schritte: Kugelmühlen, Mahlen und Dispergieren, Sprühtrocknung, Kohlenstoffvorbeschichtung und Karbonisierung. Zunächst werden 500 g Siliziumpulver (aus heimischer Produktion, 99,99 % Reinheit) abgewogen, mit 2000 g Isopropanol versetzt und 24 h lang bei 2000 U/min in einer Nasskugelmühle zu einer Siliziumsuspension im Nanometerbereich vermahlen. Diese Suspension wird in einen Dispersionsbehälter überführt und die Materialien im Massenverhältnis Silizium : Graphit (hergestellt in Shanghai, Batteriequalität) : Kohlenstoffnanoröhren (hergestellt in Tianjin, Batteriequalität) : Polyvinylpyrrolidon (hergestellt in Tianjin, analytische Qualität) = 40 : 60 : 1,5 : 2 zugegeben. Der Feststoffgehalt wird mit Isopropanol auf 15 % eingestellt. Mahlen und Dispergieren erfolgen bei einer Dispergiergeschwindigkeit von 3500 U/min über 4 h. Eine weitere Gruppe von Suspensionen ohne CNT-Zusatz wird verglichen, wobei die übrigen Materialien identisch sind. Die erhaltene dispergierte Suspension wird anschließend in einen Sprühtrocknungsbehälter überführt und unter Stickstoffatmosphäre bei Einlass- und Auslasstemperaturen von 180 °C bzw. 90 °C sprühgetrocknet. Anschließend werden zwei Arten der Kohlenstoffbeschichtung verglichen: Festphasen- und Flüssigphasenbeschichtung. Bei der Festphasenbeschichtung wird das sprühgetrocknete Pulver mit 20 % Asphaltpulver (hergestellt in Korea, D50 = 5 μm) vermischt und 10 min lang in einem mechanischen Mischer bei einer Mischgeschwindigkeit von 2000 U/min gerührt, um ein vorbeschichtetes Pulver zu erhalten. Das Flüssigphasenbeschichtungsverfahren ist wie folgt: Das sprühgetrocknete Pulver wird einer Xylollösung (hergestellt in Tianjin, analytische Reinheit) zugegeben, die 20 % Asphalt enthält (Feststoffgehalt: 55 %), und unter Vakuum gleichmäßig gerührt. Anschließend wird die Mischung 4 Stunden lang bei 85 °C im Vakuumofen getrocknet und danach 10 Minuten lang in einem mechanischen Mischer bei 2000 U/min gemischt, um ein vorbeschichtetes Pulver zu erhalten. Dieses wird schließlich in einem Drehrohrofen unter Stickstoffatmosphäre mit einer Aufheizrate von 5 °C/min kalziniert. Zunächst wird die Temperatur 2 Stunden lang bei 550 °C gehalten, dann auf 800 °C erhöht und weitere 2 Stunden bei dieser Temperatur gehalten. Anschließend wird das Pulver auf unter 100 °C abgekühlt und entnommen, um ein Silizium-Kohlenstoff-Verbundmaterial zu erhalten.
1.2 Charakterisierungsmethoden
Die Partikelgrößenverteilung des Materials wurde mit einem Partikelgrößenmessgerät (Mastersizer 2000, hergestellt in Großbritannien) analysiert. Die in jedem Schritt erhaltenen Pulver wurden mittels Rasterelektronenmikroskopie (Regulus 8220, hergestellt in Japan) auf Morphologie und Größe untersucht. Die Phasenstruktur des Materials wurde mit einem Röntgenpulverdiffraktometer (D8 ADVANCE, hergestellt in Deutschland) und die Elementzusammensetzung mit einem energiedispersiven Röntgenspektrometer analysiert. Das erhaltene Silicium-Kohlenstoff-Kompositmaterial wurde zur Herstellung einer Knopfzelle des Typs CR2032 verwendet. Das Massenverhältnis von Silicium-Kohlenstoff:SP:CNT:CMC:SBR betrug 92:2:2:1,5:2,5. Die Gegenelektrode ist ein Lithiumblech, der Elektrolyt ist ein handelsüblicher Elektrolyt (Modell 1901, hergestellt in Korea), es wird eine Celgard 2320 Membran verwendet, der Lade- und Entladespannungsbereich beträgt 0,005-1,5 V, der Lade- und Entladestrom beträgt 0,1 C (1 C = 1 A) und der Entladeabschaltstrom beträgt 0,05 C.
Um die Leistungsfähigkeit von Silizium-Kohlenstoff-Verbundwerkstoffen weiter zu untersuchen, wurde die laminierte, kleine Softpack-Batterie 408595 hergestellt. Die positive Elektrode besteht aus NCM811 (Hersteller: Hunan, Batteriequalität), die negative Elektrode aus Graphit, das mit 8 % Silizium-Kohlenstoff-Material dotiert ist. Die Zusammensetzung der positiven Elektrodensuspension ist: 96 % NCM811, 1,2 % Polyvinylidenfluorid (PVDF), 2 % Leitfähigkeitsmittel SP, 0,8 % CNT; NMP dient als Dispergiermittel. Die Zusammensetzung der negativen Elektrodensuspension ist: 96 % Verbundmaterial für die negative Elektrode, 1,3 % CMC, 1,5 % SBR, 1,2 % CNT; Wasser dient als Dispergiermittel. Nach Rühren, Beschichten, Walzen, Schneiden, Laminieren, Laschenschweißen, Verpacken, Trocknen, Flüssigkeitsinjektion, Formierung und Kapazitätsaufteilung wurden die laminierten, kleinen Softpack-Batterien 408595 mit einer Nennkapazität von 3 Ah hergestellt. Die Leistungsfähigkeit bei Laderaten von 0,2C, 0,5C, 1C, 2C und 3C sowie die Zyklenstabilität bei einer Ladung mit 0,5C und einer Entladung mit 1C wurden getestet. Der Lade- und Entladespannungsbereich lag zwischen 2,8 und 4,2 V, die Ladung erfolgte mit konstantem Strom und konstanter Spannung, der Abschaltstrom betrug 0,5C.
2 Ergebnisse und Diskussion
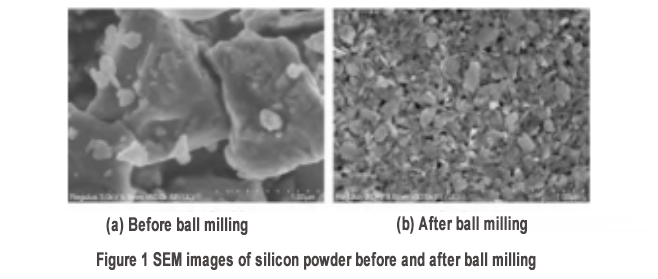
Das Ausgangssiliciumpulver wurde mittels Rasterelektronenmikroskopie (REM) untersucht. Wie in Abbildung 1(a) dargestellt, war das Siliciumpulver unregelmäßig körnig mit einer Partikelgröße von unter 2 μm. Nach dem Kugelmahlen wurde die Partikelgröße des Siliciumpulvers deutlich auf etwa 100 nm reduziert [Abbildung 1(b)]. Die Partikelgrößenanalyse ergab für das Siliciumpulver nach dem Kugelmahlen einen D50-Wert von 110 nm und einen D90-Wert von 175 nm. Eine genaue Untersuchung der Morphologie des Siliciumpulvers nach dem Kugelmahlen zeigte eine schuppenartige Struktur (die Bildung dieser Struktur wird später durch Querschnitts-REM weiter bestätigt). Daher dürfte der aus der Partikelgrößenanalyse ermittelte D90-Wert die Längenausdehnung der Nanoplättchen darstellen. In Kombination mit den REM-Ergebnissen lässt sich schlussfolgern, dass die Größe der erhaltenen Nanoplättchen in mindestens einer Dimension kleiner ist als der kritische Wert von 150 nm für das Zerbrechen von Siliciumpulver während des Ladens und Entladens. Die Ausbildung der schuppigen Morphologie ist hauptsächlich auf die unterschiedlichen Dissoziationsenergien der Kristallflächen von kristallinem Silizium zurückzuführen. Die {111}-Ebene des Siliziums weist dabei eine niedrigere Dissoziationsenergie auf als die {100}- und {110}-Kristallflächen. Daher lässt sich diese Kristallfläche durch Kugelmahlen leichter ausdünnen und bildet schließlich eine schuppige Struktur. Diese Struktur begünstigt die Ansammlung lockerer Strukturen, schafft Raum für die Volumenausdehnung des Siliziums und verbessert die Stabilität des Materials.
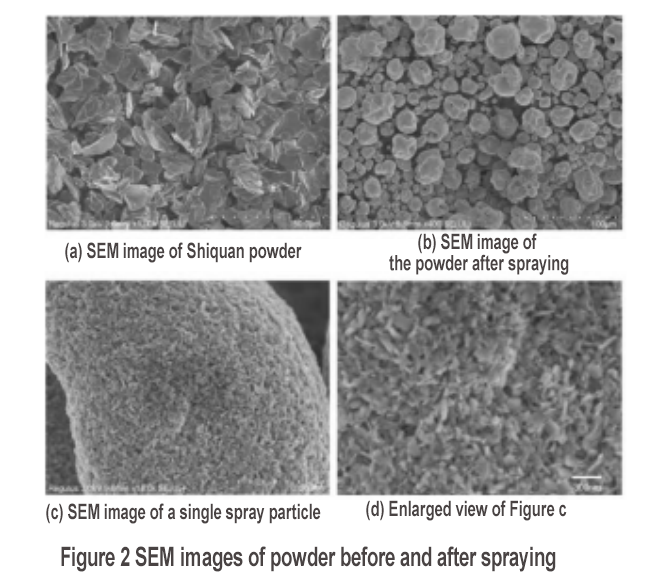
Die Suspension aus Nano-Silizium, CNT und Graphit wurde aufgesprüht, und das Pulver wurde vor und nach dem Sprühen mittels REM untersucht. Die Ergebnisse sind in Abbildung 2 dargestellt. Die vor dem Sprühen zugegebene Graphitmatrix weist eine typische Flockenstruktur mit einer Größe von 5 bis 20 μm auf [Abbildung 2(a)]. Die Partikelgrößenverteilungsanalyse des Graphits ergab einen D50-Wert von 15 μm. Das nach dem Sprühen erhaltene Pulver besitzt eine sphärische Morphologie [Abbildung 2(b)], und es ist erkennbar, dass der Graphit nach dem Sprühen von einer Beschichtungsschicht umgeben ist. Der D50-Wert des Pulvers nach dem Sprühen beträgt 26,2 μm. Die morphologischen Eigenschaften der Sekundärpartikel wurden mittels REM untersucht und zeigen die Merkmale einer lockeren, porösen Struktur, die durch die Ansammlung von Nanomaterialien entsteht [Abbildung 2(c)]. Die poröse Struktur besteht aus miteinander verflochtenen Silizium-Nanoblättern und Kohlenstoffnanoröhren [Abbildung 2(d)], und die spezifische Oberfläche (BET) beträgt beachtliche 53,3 m²/g. Demnach lagern sich die Silizium-Nanoblätter und Kohlenstoffnanoröhren nach dem Aufsprühen selbstorganisiert zu einer porösen Struktur zusammen.
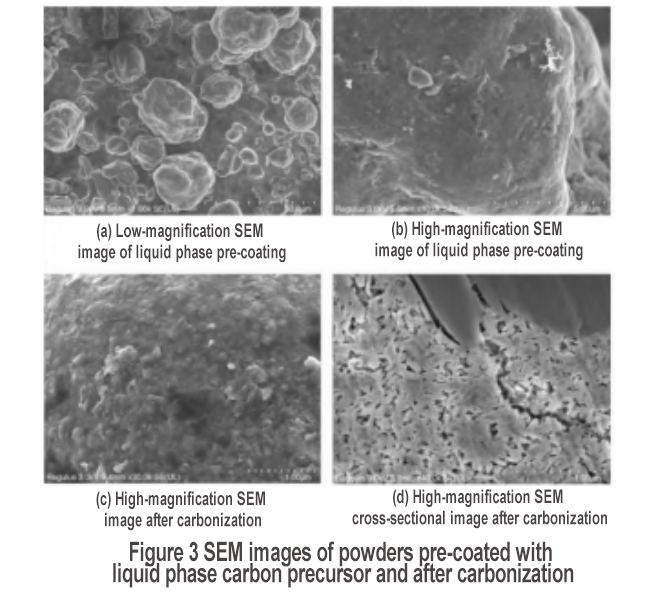
Die poröse Schicht wurde mit flüssigem Kohlenstoff beschichtet. Nach Zugabe des Kohlenstoffbeschichtungsvorläufers Pech und anschließender Karbonisierung wurde eine REM-Untersuchung durchgeführt. Die Ergebnisse sind in Abbildung 3 dargestellt. Nach der Kohlenstoffvorbeschichtung ist die Oberfläche der Sekundärpartikel glatt und weist eine deutlich sichtbare Beschichtung auf. Die Beschichtung ist vollständig, wie in Abbildung 3(a) und (b) zu sehen ist. Nach der Karbonisierung behält die Oberflächenbeschichtung ihren guten Zustand bei [Abbildung 3(c)]. Darüber hinaus zeigt die REM-Querschnittsaufnahme streifenförmige Nanopartikel [Abbildung 3(d)], die den morphologischen Merkmalen von Nanoblättern entsprechen und die Bildung von Silizium-Nanoblättern nach dem Kugelmahlen bestätigen. Abbildung 3(d) zeigt außerdem, dass sich zwischen einigen Nanoblättern Füllstoffe befinden. Dies ist hauptsächlich auf die Verwendung des Flüssigphasenbeschichtungsverfahrens zurückzuführen. Die Asphaltlösung dringt in das Material ein, sodass die Oberfläche der inneren Silizium-Nanoblätter eine schützende Kohlenstoffbeschichtung erhält. Durch die Flüssigphasenbeschichtung lässt sich neben dem sekundären Partikelbeschichtungseffekt auch der doppelte Kohlenstoffbeschichtungseffekt der primären Partikelbeschichtung erzielen. Das karbonisierte Pulver wurde mittels BET-Analyse untersucht; das Ergebnis betrug 22,3 m²/g.
Das karbonisierte Pulver wurde einer energiedispersiven Röntgenspektroskopie (EDS) unterzogen; die Ergebnisse sind in Abbildung 4(a) dargestellt. Der mikrometergroße Kern besteht aus der Kohlenstoffkomponente (C) und entspricht der Graphitmatrix. Die äußere Schicht enthält Silizium und Sauerstoff. Zur weiteren Untersuchung der Siliziumstruktur wurde eine Röntgenbeugungsanalyse (XRD) durchgeführt; die Ergebnisse sind in Abbildung 4(b) dargestellt. Das Material besteht hauptsächlich aus Graphit und einkristallinem Silizium und weist keine deutlichen Siliziumoxid-Merkmale auf. Dies deutet darauf hin, dass die Sauerstoffkomponente im energiedispersiven Röntgenspektrum hauptsächlich auf die natürliche Oxidation der Siliziumoberfläche zurückzuführen ist. Das Silizium-Kohlenstoff-Kompositmaterial wird als Probe S1 bezeichnet.

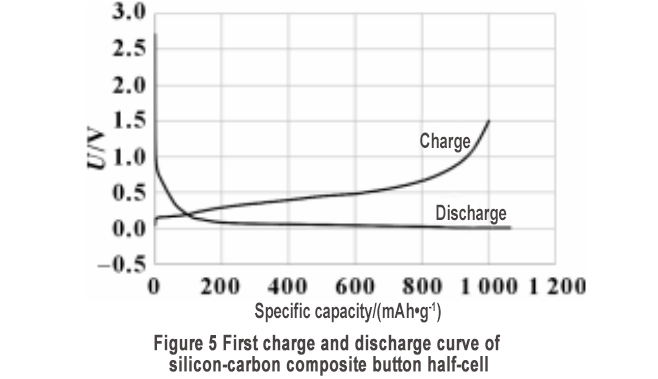
Das hergestellte Silizium-Kohlenstoff-Material S1 wurde in einer Knopfzellen-Halbzelle gefertigt und Lade-Entlade-Tests unterzogen. Die erste Lade-Entlade-Kurve ist in Abbildung 5 dargestellt. Die reversible spezifische Kapazität beträgt 1000,8 mAh/g, und der Wirkungsgrad im ersten Zyklus liegt bei beachtlichen 93,9 %. Dieser Wert übertrifft den Wirkungsgrad der meisten in der Literatur beschriebenen Silizium-basierten Materialien ohne Vorlithierung. Der hohe Wirkungsgrad im ersten Zyklus deutet auf eine hohe Stabilität des hergestellten Silizium-Kohlenstoff-Verbundmaterials hin. Um die Auswirkungen der porösen Struktur, des leitfähigen Netzwerks und der Kohlenstoffbeschichtung auf die Stabilität von Silizium-Kohlenstoff-Materialien zu untersuchen, wurden zwei Arten von Silizium-Kohlenstoff-Materialien hergestellt: eines ohne Zugabe von CNT und eines ohne primäre Kohlenstoffbeschichtung.
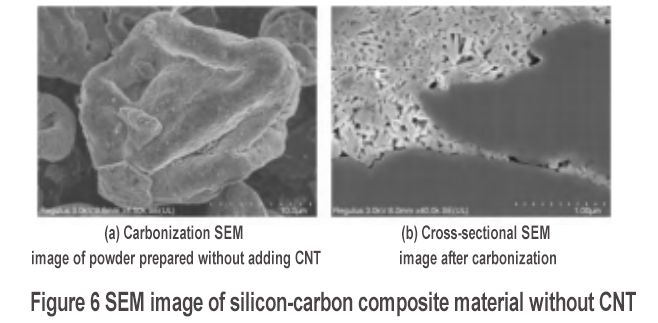
Die Morphologie des karbonisierten Pulvers des Silizium-Kohlenstoff-Verbundmaterials ohne CNT-Zusatz ist in Abbildung 6 dargestellt. Nach der Flüssigphasenbeschichtung und Karbonisierung ist auf der Oberfläche der Sekundärpartikel in Abbildung 6(a) deutlich eine Beschichtungsschicht zu erkennen. Die Querschnitts-REM-Aufnahme des karbonisierten Materials ist in Abbildung 6(b) zu sehen. Die Stapelung der Silizium-Nanoblätter weist poröse Eigenschaften auf, die BET-Oberfläche beträgt 16,6 m²/g. Im Vergleich zum Fall mit CNT [siehe Abbildung 3(d), BET-Oberfläche des karbonisierten Pulvers: 22,3 m²/g] ist die interne Stapeldichte der Silizium-Nanoblätter jedoch höher. Dies deutet darauf hin, dass der Zusatz von CNT die Bildung einer porösen Struktur fördert. Darüber hinaus besitzt das Material kein dreidimensionales, aus CNT gebildetes Leitungsnetzwerk. Das Silizium-Kohlenstoff-Verbundmaterial wird als S2 bezeichnet.
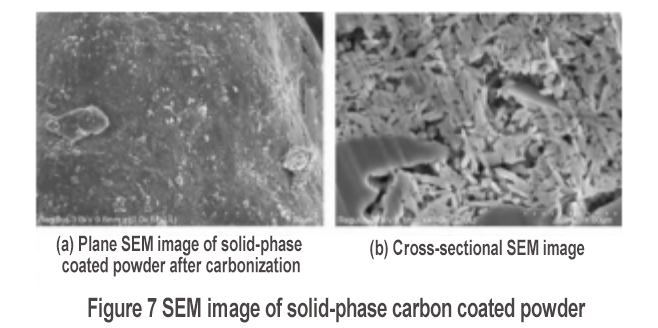
Die morphologischen Eigenschaften des mittels Festphasen-Kohlenstoffbeschichtung hergestellten Silizium-Kohlenstoff-Verbundmaterials sind in Abbildung 7 dargestellt. Nach der Karbonisierung ist eine deutliche Beschichtungsschicht auf der Oberfläche erkennbar (Abb. 7a). Abbildung 7b zeigt streifenförmige Nanopartikel im Querschnitt, die den morphologischen Eigenschaften von Nanoblättchen entsprechen. Die Ansammlung von Nanoblättchen bildet eine poröse Struktur. Auf der Oberfläche der inneren Nanoblättchen ist kein Füllstoff sichtbar, was darauf hindeutet, dass die Festphasen-Kohlenstoffbeschichtung lediglich eine Kohlenstoffschicht mit poröser Struktur bildet und keine innere Beschichtung der Silizium-Nanoblättchen entsteht. Dieses Silizium-Kohlenstoff-Verbundmaterial wird als S3 bezeichnet.
Der Lade- und Entladetest einer Knopfzellen-Halbzelle wurde an den Proben S2 und S3 durchgeführt. Die spezifische Kapazität und der Wirkungsgrad von S2 betrugen 1120,2 mAh/g bzw. 84,8 %, die von S3 882,5 mAh/g bzw. 82,9 %. Die spezifische Kapazität und der Wirkungsgrad der festphasenbeschichteten Probe S3 waren am niedrigsten. Dies deutet darauf hin, dass lediglich die poröse Struktur mit Kohlenstoff beschichtet wurde, nicht aber die inneren Silizium-Nanoschichten. Dadurch konnte die spezifische Kapazität des Siliziummaterials nicht voll ausgeschöpft und die Oberfläche nicht ausreichend geschützt werden. Der Wirkungsgrad der Probe S2 ohne CNT war ebenfalls niedriger als der des Silizium-Kohlenstoff-Kompositmaterials mit CNT. Dies zeigt, dass neben einer guten Beschichtung ein leitfähiges Netzwerk und eine höhere Porosität die Lade- und Entladeeffizienz des Silizium-Kohlenstoff-Materials verbessern.
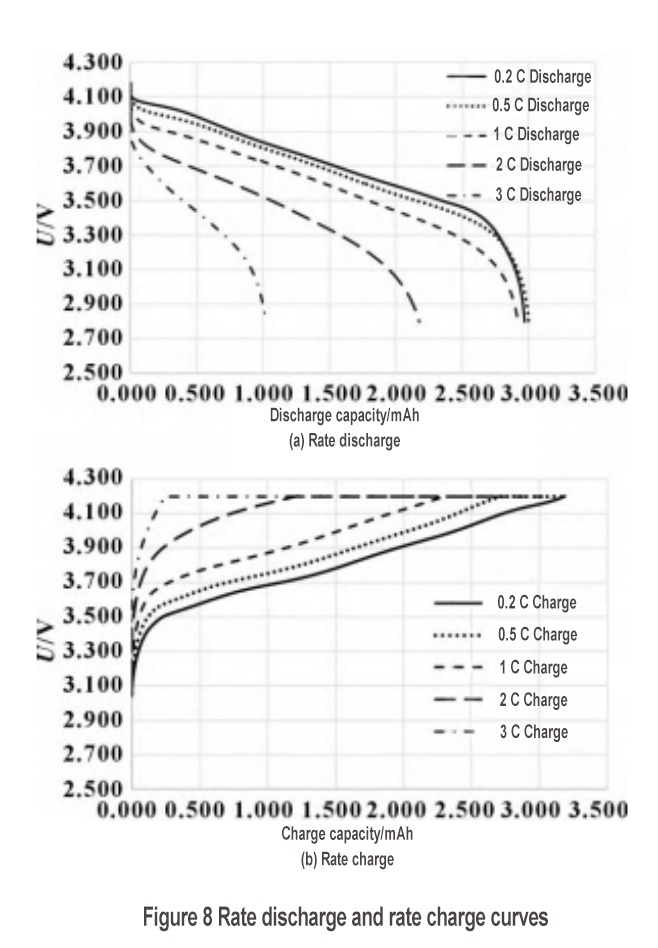
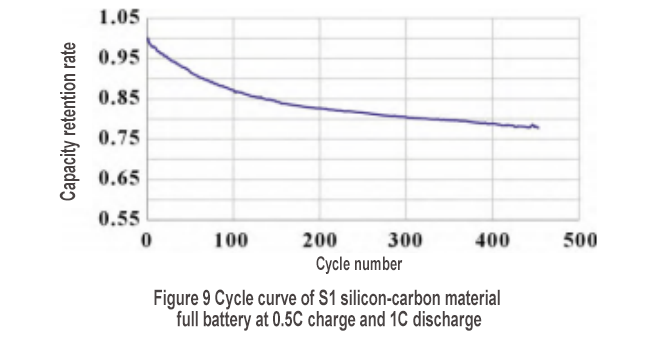
Das Silizium-Kohlenstoff-Material S1 wurde zur Herstellung eines kleinen, flexiblen Akkus verwendet, um dessen Leistungsfähigkeit bei hohen Entladeraten und Zyklenstabilität zu untersuchen. Die Entladekurve ist in Abbildung 8(a) dargestellt. Die Entladekapazitäten bei 0,2C, 0,5C, 1C, 2C und 3C betragen 2,970, 2,999, 2,920, 2,176 bzw. 1,021 Ah. Die Entladerate bei 1C erreicht 98,3 %, sinkt jedoch bei 2C auf 73,3 % und bei 3C weiter auf 34,4 %. Um der Austauschgruppe für Silizium-Negativelektroden beizutreten, fügen Sie bitte WeChat hinzu: shimobang. Die Ladekapazitäten bei 0,2C, 0,5C, 1C, 2C und 3C betragen 3,186, 3,182, 3,081, 2,686 bzw. 2,289 Ah. Die Laderate bei 1C beträgt 96,7 %, und die Laderate bei 2C erreicht noch 84,3 %. Betrachtet man jedoch die Ladekurve in Abbildung 8(b), so ist das 2C-Ladeplateau deutlich größer als das 1C-Ladeplateau, und die Konstantspannungsladekapazität macht den größten Teil (55 %) aus. Dies deutet darauf hin, dass die Polarisation des 2C-Akkus bereits sehr hoch ist. Das Silizium-Kohlenstoff-Material weist bei 1C ein gutes Lade- und Entladeverhalten auf, jedoch müssen die strukturellen Eigenschaften des Materials weiter verbessert werden, um eine höhere Leistungsfähigkeit zu erzielen. Wie Abbildung 9 zeigt, beträgt die Kapazitätserhaltung nach 450 Zyklen 78 %, was eine gute Zyklenstabilität belegt.
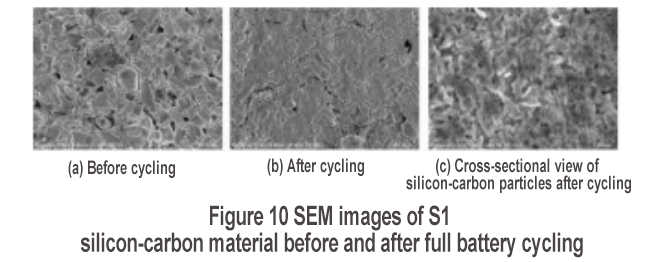
Der Oberflächenzustand der Elektrode vor und nach dem Zyklus wurde mittels SEM untersucht; die Ergebnisse sind in Abbildung 10 dargestellt. Vor dem Zyklus ist die Oberfläche des Graphits und des Silizium-Kohlenstoff-Materials klar erkennbar [Abbildung 10(a)]. Nach dem Zyklus hat sich deutlich eine Beschichtungsschicht auf der Oberfläche gebildet [Abbildung 10(b)], die einem dicken SEI-Film entspricht. Die Rauheit des SEI-Films führt zu einem hohen Verbrauch an aktivem Lithium, was die Zyklenstabilität beeinträchtigt. Daher kann die Förderung der Bildung eines glatten SEI-Films (z. B. durch künstliche SEI-Filmbildung oder Zugabe geeigneter Elektrolytzusätze) die Zyklenstabilität verbessern. Die Querschnitts-SEM-Aufnahme der Silizium-Kohlenstoff-Partikel nach dem Zyklus [Abbildung 10(c)] zeigt, dass die ursprünglich streifenförmigen Silizium-Nanopartikel gröber geworden sind und die poröse Struktur im Wesentlichen verschwunden ist. Dies ist hauptsächlich auf die kontinuierliche Volumenausdehnung und -kontraktion des Silizium-Kohlenstoff-Materials während des Zyklus zurückzuführen. Daher muss die poröse Struktur weiter verbessert werden, um ausreichend Pufferraum für die Volumenausdehnung des siliziumbasierten Materials zu schaffen.
3. Schlussfolgerung
Aufgrund der Volumenexpansion, der geringen Leitfähigkeit und der unzureichenden Grenzflächenstabilität von Silizium-basierten negativen Elektrodenmaterialien werden in dieser Arbeit gezielte Verbesserungen vorgenommen. Diese Verbesserungen umfassen die Morphologieformung von Silizium-Nanoblättern, den Aufbau poröser Strukturen und leitfähiger Netzwerke sowie die vollständige Kohlenstoffbeschichtung aller Sekundärpartikel, um die Stabilität der Silizium-basierten negativen Elektrodenmaterialien insgesamt zu verbessern. Die Ansammlung von Silizium-Nanoblättern führt zur Bildung einer porösen Struktur. Die Zugabe von Kohlenstoffnanoröhren (CNT) fördert die Ausbildung dieser Struktur zusätzlich. Das mittels Flüssigphasenbeschichtung hergestellte Silizium-Kohlenstoff-Kompositmaterial weist eine doppelt so hohe Kohlenstoffbeschichtung auf wie das mittels Festphasenbeschichtung hergestellte und zeigt eine höhere spezifische Kapazität und einen höheren Wirkungsgrad. Darüber hinaus ist der Wirkungsgrad des CNT-haltigen Silizium-Kohlenstoff-Kompositmaterials höher als der des CNT-freien Materials. Dies ist hauptsächlich auf die verbesserte Fähigkeit der porösen Struktur zurückzuführen, die Volumenexpansion der Silizium-basierten Materialien zu reduzieren. Die Zugabe von CNT führt zum Aufbau eines dreidimensionalen leitfähigen Netzwerks, verbessert die Leitfähigkeit der Silizium-basierten Materialien und zeigt eine gute Ratenfähigkeit bei 1C sowie eine gute Zyklenstabilität. Die poröse Struktur des Materials muss jedoch weiter verstärkt werden, um ausreichend Pufferraum für die Volumenausdehnung des Siliziums zu schaffen und die Bildung einer glatten Oberfläche zu fördern.und eine dichte SEI-Schicht, um die Zyklenstabilität des Silizium-Kohlenstoff-Verbundmaterials weiter zu verbessern.
Wir liefern auch hochreine Graphit- und Siliciumcarbidprodukte, die in der Waferverarbeitung wie Oxidation, Diffusion und Temperung weit verbreitet sind.
Wir freuen uns über jeden Besuch von Kunden aus aller Welt zu einem weiteren Gespräch!
https://www.vet-china.com/
Veröffentlichungsdatum: 13. November 2024