Der grundlegende Prozess vonSiCDas Kristallwachstum lässt sich in die Sublimation und Zersetzung der Rohstoffe bei hoher Temperatur, den Transport gasförmiger Substanzen unter dem Einfluss des Temperaturgradienten und das Rekristallisationswachstum der gasförmigen Substanzen am Impfkristall unterteilen. Ausgehend davon ist das Innere des Tiegels in drei Bereiche gegliedert: Rohstoffbereich, Wachstumskammer und Impfkristall. Auf Basis der tatsächlichen Widerstandsmessungen wurde ein numerisches Simulationsmodell erstellt.SiCAnlage zur Einkristallzüchtung (siehe Abbildung 1). Bei der Berechnung: der Boden derTiegelDer Abstand vom Boden des Seitenheizelements beträgt 90 mm. Die Temperatur im Tiegel beträgt 2100 °C, der Partikeldurchmesser des Rohmaterials 1000 μm, die Porosität 0,6, der Wachstumsdruck 300 Pa und die Wachstumszeit 100 h. Die PG-Schicht ist 5 mm dick, hat einen Durchmesser, der dem Innendurchmesser des Tiegels entspricht, und befindet sich 30 mm über dem Rohmaterial. Die Sublimations-, Karbonisierungs- und Rekristallisationsprozesse der Rohmaterialzone werden in der Berechnung berücksichtigt, die Reaktion zwischen PG und gasförmigen Substanzen hingegen nicht. Die relevanten physikalischen Eigenschaften für die Berechnung sind in Tabelle 1 dargestellt.
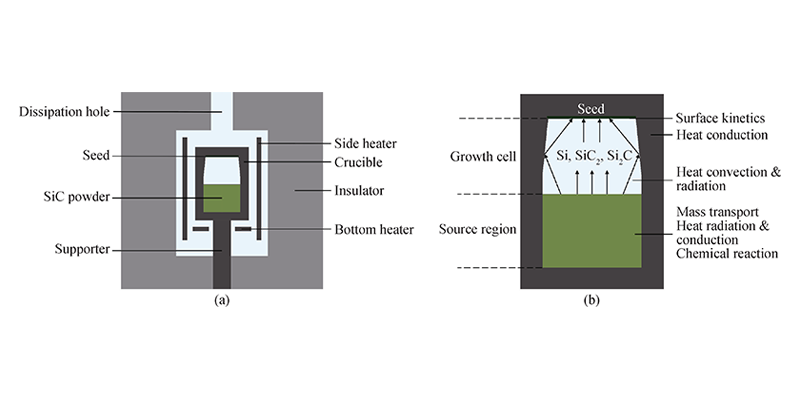
Abbildung 1: Simulationsberechnungsmodell. (a) Thermisches Feldmodell für die Kristallwachstumssimulation; (b) Aufteilung des Tiegelinnenraums und zugehörige physikalische Probleme
Tabelle 1 Einige physikalische Parameter, die in der Berechnung verwendet wurden
Abbildung 2(a) zeigt, dass die Temperatur der PG-haltigen Struktur (Struktur 1) unterhalb von PG höher ist als die der PG-freien Struktur (Struktur 0) und oberhalb von PG niedriger. Der Gesamttemperaturgradient nimmt zu, und PG wirkt als Wärmedämmstoff. Gemäß Abbildung 2(b) und 2(c) sind die axialen und radialen Temperaturgradienten von Struktur 1 in der Rohmaterialzone geringer, die Temperaturverteilung gleichmäßiger und die Sublimation des Materials vollständiger. Im Gegensatz zur Rohmaterialzone zeigt Abbildung 2(c), dass der radiale Temperaturgradient am Impfkristall von Struktur 1 größer ist. Dies könnte durch unterschiedliche Anteile verschiedener Wärmeübertragungsarten bedingt sein, was das Kristallwachstum mit einer konvexen Grenzfläche begünstigt. In Abbildung 2(d) steigt die Temperatur an verschiedenen Positionen im Tiegel mit fortschreitendem Wachstum an, während der Temperaturunterschied zwischen Struktur 0 und Struktur 1 in der Rohmaterialzone allmählich abnimmt und in der Wachstumskammer allmählich zunimmt.
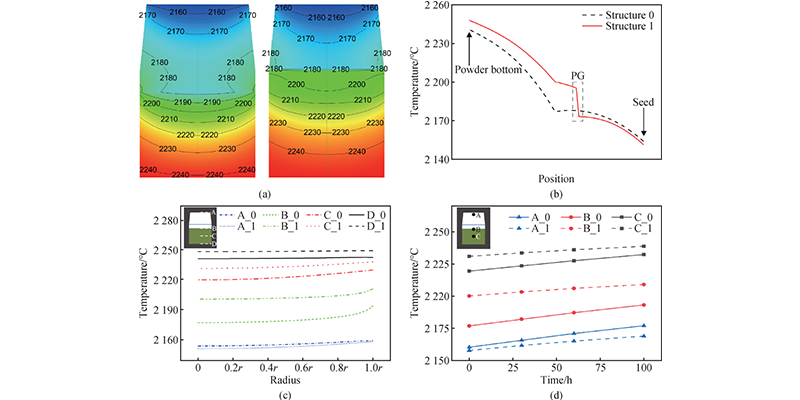 Abbildung 2: Temperaturverteilung und -änderungen im Tiegel. (a) Temperaturverteilung im Tiegel von Struktur 0 (links) und Struktur 1 (rechts) nach 0 h, Einheit: °C; (b) Temperaturverteilung auf der Mittellinie des Tiegels von Struktur 0 und Struktur 1 vom Boden des Rohmaterials bis zum Impfkristall nach 0 h; (c) Temperaturverteilung von der Mitte zum Rand des Tiegels auf der Oberfläche des Impfkristalls (A) und der Oberfläche des Rohmaterials (B), in der Mitte (C) und am Boden (D) nach 0 h. Die horizontale Achse r ist der Radius des Impfkristalls für A und der Radius des Rohmaterialbereichs für B–D; (d) Temperaturänderungen in der Mitte des oberen Teils (A), auf der Oberfläche des Rohmaterials (B) und in der Mitte (C) der Wachstumskammer von Struktur 0 und Struktur 1 nach 0, 30, 60 und 100 h.
Abbildung 2: Temperaturverteilung und -änderungen im Tiegel. (a) Temperaturverteilung im Tiegel von Struktur 0 (links) und Struktur 1 (rechts) nach 0 h, Einheit: °C; (b) Temperaturverteilung auf der Mittellinie des Tiegels von Struktur 0 und Struktur 1 vom Boden des Rohmaterials bis zum Impfkristall nach 0 h; (c) Temperaturverteilung von der Mitte zum Rand des Tiegels auf der Oberfläche des Impfkristalls (A) und der Oberfläche des Rohmaterials (B), in der Mitte (C) und am Boden (D) nach 0 h. Die horizontale Achse r ist der Radius des Impfkristalls für A und der Radius des Rohmaterialbereichs für B–D; (d) Temperaturänderungen in der Mitte des oberen Teils (A), auf der Oberfläche des Rohmaterials (B) und in der Mitte (C) der Wachstumskammer von Struktur 0 und Struktur 1 nach 0, 30, 60 und 100 h.
Abbildung 3 zeigt den Materialtransport zu verschiedenen Zeitpunkten im Tiegel der Strukturen 0 und 1. Die Materialflussrate in der Gasphase im Rohmaterialbereich und in der Wachstumskammer nimmt mit zunehmender Position zu, während der Materialtransport mit fortschreitendem Wachstum abnimmt. Abbildung 3 zeigt außerdem, dass das Rohmaterial unter den Simulationsbedingungen zunächst an der Seitenwand und anschließend am Boden des Tiegels graphitisiert. Zusätzlich findet eine Rekristallisation an der Oberfläche des Rohmaterials statt, wodurch sich die Schichtdicke mit fortschreitendem Wachstum allmählich erhöht. Abbildung 4(a) und 4(b) zeigen, dass die Materialflussrate im Rohmaterial mit fortschreitendem Wachstum abnimmt und nach 100 h etwa 50 % des Ausgangswerts beträgt. Aufgrund der Graphitisierung des Rohmaterials ist die Flussrate am Rand jedoch relativ hoch und nach 100 h mehr als zehnmal so hoch wie im mittleren Bereich. Darüber hinaus bewirkt der Einfluss von PG in Struktur 1, dass die Materialflussrate im Rohmaterialbereich von Struktur 1 geringer ist als in Struktur 0. In Abbildung 4(c) schwächt sich der Materialfluss sowohl im Rohmaterialbereich als auch in der Wachstumskammer mit fortschreitendem Wachstum allmählich ab. Der Materialfluss im Rohmaterialbereich nimmt kontinuierlich ab, was durch die Öffnung des Luftkanals am Rand des Tiegels und die Behinderung der Rekristallisation im oberen Bereich verursacht wird. In der Wachstumskammer sinkt die Materialflussrate von Struktur 0 in den ersten 30 Stunden rapide auf 16 % und nimmt danach nur noch um 3 % ab, während Struktur 1 während des gesamten Wachstumsprozesses relativ stabil bleibt. Daher trägt PG zur Stabilisierung der Materialflussrate in der Wachstumskammer bei. Abbildung 4(d) vergleicht die Materialflussrate an der Kristallwachstumsfront. Zu Beginn und nach 100 Stunden ist der Materialtransport in der Wachstumszone von Struktur 0 stärker als in Struktur 1. Allerdings existiert am Rand von Struktur 0 stets ein Bereich mit hoher Durchflussrate, was zu übermäßigem Wachstum an diesem Rand führt. Die Anwesenheit von PG in Struktur 1 unterdrückt dieses Phänomen wirksam.
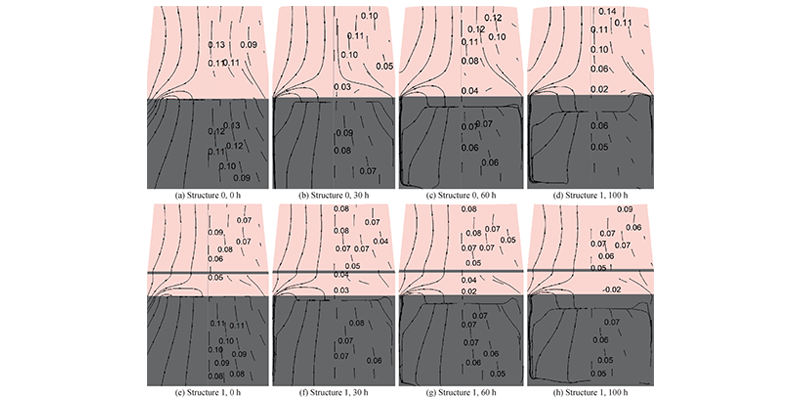
Abbildung 3: Materialfluss im Tiegel. Stromlinien (links) und Geschwindigkeitsvektoren (rechts) des Gastransports in den Strukturen 0 und 1 zu verschiedenen Zeitpunkten; Einheit des Geschwindigkeitsvektors: m/s
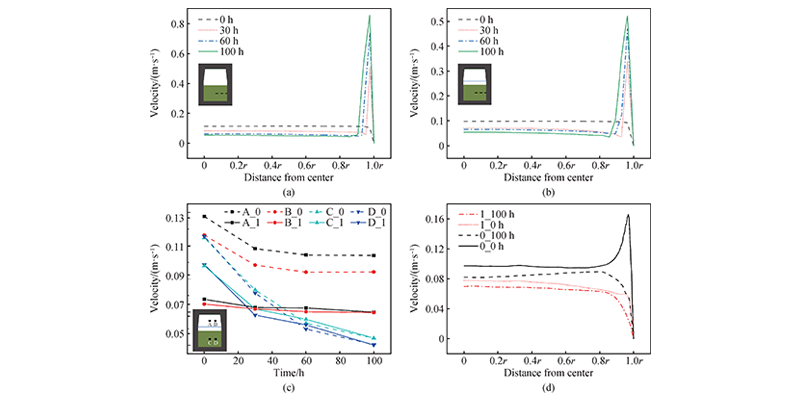
Abbildung 4: Änderungen der Materialflussrate. (a) Änderungen der Materialflussratenverteilung in der Mitte des Rohmaterials von Struktur 0 nach 0, 30, 60 und 100 h (r ist der Radius des Rohmaterialbereichs). (b) Änderungen der Materialflussratenverteilung in der Mitte des Rohmaterials von Struktur 1 nach 0, 30, 60 und 100 h (r ist der Radius des Rohmaterialbereichs). (c) Änderungen der Materialflussrate innerhalb der Wachstumskammer (A, B) und im Rohmaterial (C, D) der Strukturen 0 und 1 im Zeitverlauf. (d) Materialflussratenverteilung nahe der Oberfläche des Impfkristalls der Strukturen 0 und 1 nach 0 und 100 h (r ist der Radius des Impfkristalls).
Das C/Si-Verhältnis beeinflusst die Kristallstabilität und die Defektdichte beim Wachstum von SiC-Kristallen. Abbildung 5(a) vergleicht die C/Si-Verhältnisverteilung der beiden Strukturen zu Beginn. Das C/Si-Verhältnis nimmt vom Boden zum oberen Rand des Tiegels kontinuierlich ab, wobei das C/Si-Verhältnis von Struktur 1 an verschiedenen Positionen stets höher ist als das von Struktur 0. Abbildung 5(b) und 5(c) zeigen, dass das C/Si-Verhältnis mit dem Wachstum zunimmt. Dies hängt mit dem Anstieg der Innentemperatur im späteren Wachstumsstadium, der verstärkten Graphitisierung des Rohmaterials und der Reaktion von Si-Komponenten in der Gasphase mit dem Graphittiegel zusammen. In Abbildung 5(d) unterscheiden sich die C/Si-Verhältnisse von Struktur 0 und Struktur 1 unterhalb der Graphit-Grenzfläche (PG) (0, 25 mm) deutlich, oberhalb (PG, 50 mm) jedoch nur geringfügig. Der Unterschied nimmt mit Annäherung an den Kristall zu. Im Allgemeinen weist Struktur 1 ein höheres C/Si-Verhältnis auf, was zur Stabilisierung der Kristallform beiträgt und die Wahrscheinlichkeit von Phasenübergängen verringert.
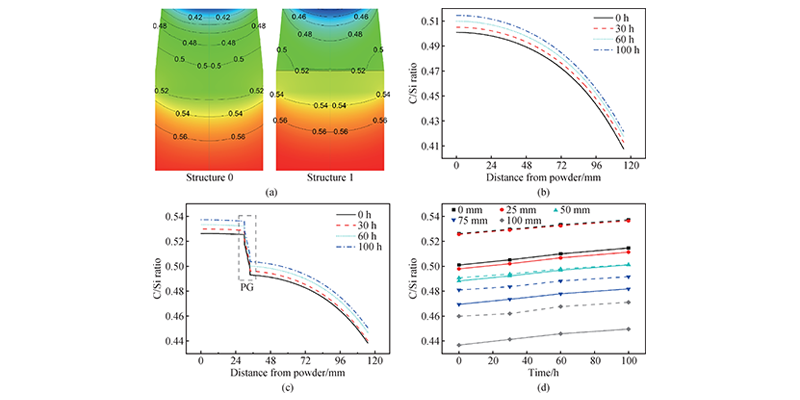
Abbildung 5: Verteilung und Veränderungen des C/Si-Verhältnisses. (a) Verteilung des C/Si-Verhältnisses in Tiegeln der Struktur 0 (links) und Struktur 1 (rechts) zum Zeitpunkt 0 h; (b) C/Si-Verhältnis in verschiedenen Abständen von der Mittellinie des Tiegels von Struktur 0 zu verschiedenen Zeitpunkten (0, 30, 60, 100 h); (c) C/Si-Verhältnis in verschiedenen Abständen von der Mittellinie des Tiegels von Struktur 1 zu verschiedenen Zeitpunkten (0, 30, 60, 100 h); (d) Vergleich des C/Si-Verhältnisses in verschiedenen Abständen (0, 25, 50, 75, 100 mm) von der Mittellinie des Tiegels von Struktur 0 (durchgezogene Linie) und Struktur 1 (gestrichelte Linie) zu verschiedenen Zeitpunkten (0, 30, 60, 100 h).
Abbildung 6 zeigt die Veränderungen des Partikeldurchmessers und der Porosität in den Rohmaterialbereichen der beiden Strukturen. Die Abbildung zeigt, dass der Rohmaterialdurchmesser in Wandnähe des Tiegels abnimmt und die Porosität zunimmt. Mit fortschreitendem Wachstum steigt die Randporosität weiter an, während der Partikeldurchmesser weiter abnimmt. Die maximale Randporosität beträgt nach 100 h etwa 0,99, der minimale Partikeldurchmesser etwa 300 μm. Auf der Oberseite des Rohmaterials nimmt der Partikeldurchmesser zu und die Porosität ab, was der Rekristallisation entspricht. Die Dicke des Rekristallisationsbereichs nimmt mit fortschreitendem Wachstum zu, und Partikelgröße und Porosität verändern sich weiterhin. Der maximale Partikeldurchmesser erreicht über 1500 μm, die minimale Porosität beträgt 0,13. Da PG die Temperatur im Rohmaterialbereich erhöht und die Gasübersättigung gering ist, ist die Rekristallisationsdicke im oberen Bereich des Rohmaterials von Struktur 1 gering, was die Rohmaterialausnutzung verbessert.
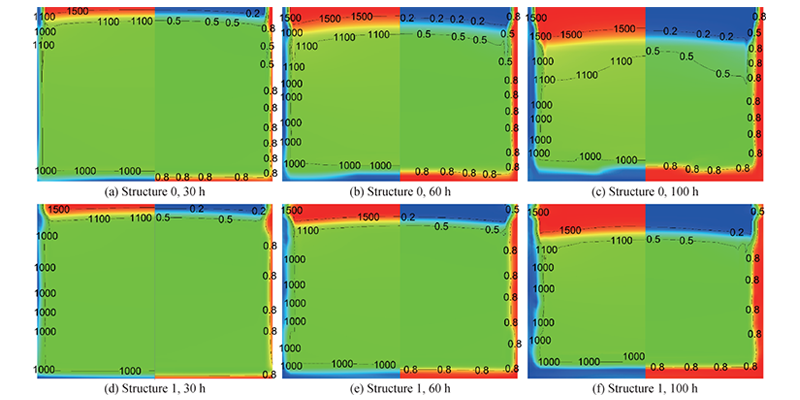 Abbildung 6: Veränderungen des Partikeldurchmessers (links) und der Porosität (rechts) des Rohmaterialbereichs von Struktur 0 und Struktur 1 zu verschiedenen Zeitpunkten; Einheit des Partikeldurchmessers: μm
Abbildung 6: Veränderungen des Partikeldurchmessers (links) und der Porosität (rechts) des Rohmaterialbereichs von Struktur 0 und Struktur 1 zu verschiedenen Zeitpunkten; Einheit des Partikeldurchmessers: μm
Abbildung 7 zeigt, dass sich Struktur 0 zu Beginn des Wachstums verformt, was mit der übermäßigen Materialflussrate aufgrund der Graphitisierung der Rohmaterialkante zusammenhängen könnte. Der Grad der Verformung nimmt im weiteren Wachstumsprozess ab, was der Änderung der Materialflussrate an der Wachstumsfront von Struktur 0 in Abbildung 4 (d) entspricht. In Struktur 1 zeigt die Kristallgrenzfläche aufgrund des PG-Effekts keine Verformung. Darüber hinaus verringert PG die Wachstumsrate von Struktur 1 deutlich im Vergleich zu Struktur 0. Die mittlere Dicke des Kristalls von Struktur 1 beträgt nach 100 h nur 68 % der Dicke von Struktur 0.
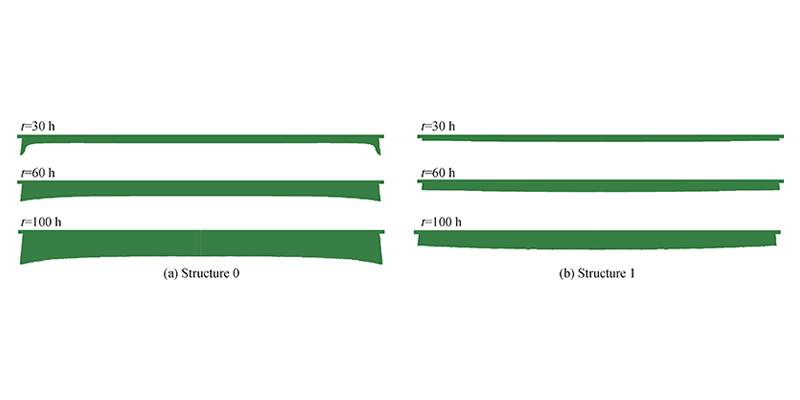
Abbildung 7: Grenzflächenveränderungen von Kristallen der Struktur 0 und Struktur 1 nach 30, 60 und 100 Stunden
Das Kristallwachstum erfolgte unter den Prozessbedingungen der numerischen Simulation. Die mit Struktur 0 und Struktur 1 gezüchteten Kristalle sind in Abbildung 8(a) bzw. 8(b) dargestellt. Der Kristall mit Struktur 0 weist eine konkave Grenzfläche mit Wellen im zentralen Bereich und einem Phasenübergang am Rand auf. Die Oberflächenkonvexität deutet auf eine gewisse Inhomogenität im Transport der gasförmigen Materialien hin, und das Auftreten des Phasenübergangs korrespondiert mit dem niedrigen C/Si-Verhältnis. Die Grenzfläche des mit Struktur 1 gezüchteten Kristalls ist leicht konvex, es wurde kein Phasenübergang beobachtet, und die Dicke beträgt 65 % der Dicke des Kristalls ohne PG. Im Allgemeinen stimmen die Ergebnisse des Kristallwachstums mit den Simulationsergebnissen überein. Bei Struktur 1 ist die radiale Temperaturdifferenz an der Kristallgrenzfläche größer, das schnelle Wachstum am Rand wird unterdrückt, und die Gesamtmaterialflussrate ist geringer. Der Gesamttrend stimmt mit den Ergebnissen der numerischen Simulation überein.
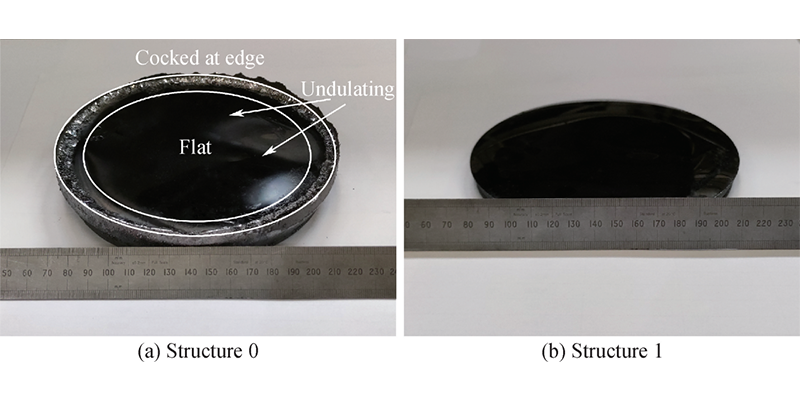
Abbildung 8: SiC-Kristalle, die unter Struktur 0 und Struktur 1 gezüchtet wurden.
Abschluss
PG trägt zur Verbesserung der Gesamttemperatur im Rohmaterialbereich und der axialen und radialen Temperaturhomogenität bei und fördert so die vollständige Sublimation und Nutzung des Rohmaterials. Der Temperaturunterschied zwischen Ober- und Unterseite sowie der radiale Gradient der Keimkristalloberfläche erhöhen sich, was das Wachstum konvexer Grenzflächen unterstützt. Hinsichtlich des Stofftransports reduziert die Zugabe von PG die Gesamtstofftransportrate, die Materialflussrate in der Wachstumskammer mit PG ändert sich weniger mit der Zeit, und der gesamte Wachstumsprozess verläuft stabiler. Gleichzeitig hemmt PG effektiv übermäßigen Stofftransport an den Rändern. Darüber hinaus erhöht PG das C/Si-Verhältnis der Wachstumsumgebung, insbesondere an der Vorderkante der Keimkristallgrenzfläche, wodurch Phasenübergänge während des Wachstumsprozesses reduziert werden. Gleichzeitig verringert die Wärmedämmwirkung von PG die Rekristallisation im oberen Bereich des Rohmaterials bis zu einem gewissen Grad. Beim Kristallwachstum verlangsamt PG die Wachstumsrate, führt aber zu einer stärker konvexen Wachstumsgrenzfläche. Daher ist PG ein wirksames Mittel, um die Wachstumsbedingungen von SiC-Kristallen zu verbessern und die Kristallqualität zu optimieren.
Veröffentlichungsdatum: 18. Juni 2024