Prehľad uhlíkovo-uhlíkových kompozitných materiálov
Kompozitný materiál uhlík/uhlík (C/C).je kompozitný materiál vystužený uhlíkovými vláknami s radom vynikajúcich vlastností, ako je vysoká pevnosť a modul, ľahká špecifická hmotnosť, malý koeficient tepelnej rozťažnosti, odolnosť proti korózii, odolnosť proti tepelným šokom, dobrá odolnosť proti treniu a dobrá chemická stabilita. Ide o nový typ vysokoteplotného kompozitného materiálu.
C/C kompozitný materiálje vynikajúci tepelno-štruktúrno-funkčný integrovaný inžiniersky materiál. Rovnako ako iné vysokovýkonné kompozitné materiály je to kompozitná štruktúra zložená z fázy vystuženej vláknami a základnej fázy. Rozdiel je v tom, že zosilnená fáza aj základná fáza sú zložené z čistého uhlíka so špeciálnymi vlastnosťami.
Kompozitné materiály uhlík/uhlíksú vyrobené hlavne z uhlíkovej plsti, uhlíkovej tkaniny, uhlíkových vlákien ako výstuže a napareného uhlíka ako matrice, ale má iba jeden prvok, ktorým je uhlík. Aby sa zvýšila hustota, uhlík vytvorený karbonizáciou je impregnovaný uhlíkom alebo impregnovaný živicou (alebo asfaltom), to znamená, že kompozitné materiály uhlík/uhlík sú vyrobené z troch uhlíkových materiálov.

Výrobný proces uhlíkovo-uhlíkových kompozitných materiálov
1) Výber uhlíkových vlákien
Výber zväzkov uhlíkových vlákien a konštrukčný dizajn vláknitých tkanín sú základom pre výrobuC/C kompozit. Mechanické vlastnosti a termofyzikálne vlastnosti C/C kompozitov je možné určiť racionálnym výberom typov vlákien a parametrov tkania tkanín, ako je orientácia usporiadania zväzku priadze, rozstup zväzkov priadze, objemový obsah zväzku priadze atď.
2) Príprava predlisku z uhlíkových vlákien
Predlisok z uhlíkových vlákien sa vzťahuje na polotovar, ktorý sa vytvaruje do požadovaného štrukturálneho tvaru vlákna podľa tvaru produktu a požiadaviek na výkon, aby sa mohol uskutočniť proces zahusťovania. Existujú tri hlavné spôsoby spracovania predtvarovaných konštrukčných dielov: mäkké tkanie, tvrdé tkanie a mäkké a tvrdé zmiešané tkanie. Hlavné procesy tkania sú: tkanie suchou priadzou, vopred impregnované usporiadanie skupiny tyčí, jemné prepichnutie tkania, navíjanie vlákna a trojrozmerné viacsmerné celkové tkanie. V súčasnosti je hlavným procesom tkania používaným v kompozitných materiáloch C trojrozmerné celkové viacsmerné tkanie. Počas procesu tkania sú všetky tkané vlákna usporiadané v určitom smere. Každé vlákno je posunuté pod určitým uhlom pozdĺž svojho vlastného smeru a navzájom prepletené, aby vytvorili tkaninu. Jeho charakteristikou je, že môže tvoriť trojrozmernú viacsmernú celkovú tkaninu, ktorá môže efektívne riadiť objemový obsah vlákien v každom smere kompozitného materiálu C / C, takže kompozitný materiál C / C môže mať primerané mechanické vlastnosti. vo všetkých smeroch.
3) Proces zahusťovania C/C
Stupeň a účinnosť zahustenia ovplyvňuje najmä štruktúra tkaniny a procesné parametre základného materiálu. V súčasnosti používané procesné metódy zahŕňajú impregnačnú karbonizáciu, chemickú parnú depozíciu (CVD), chemickú parnú infiltráciu (CVI), chemickú kvapalinovú depozíciu, pyrolýzu a ďalšie metódy. Existujú dva hlavné typy procesných metód: impregnačný proces karbonizácie a proces infiltrácie chemických pár.
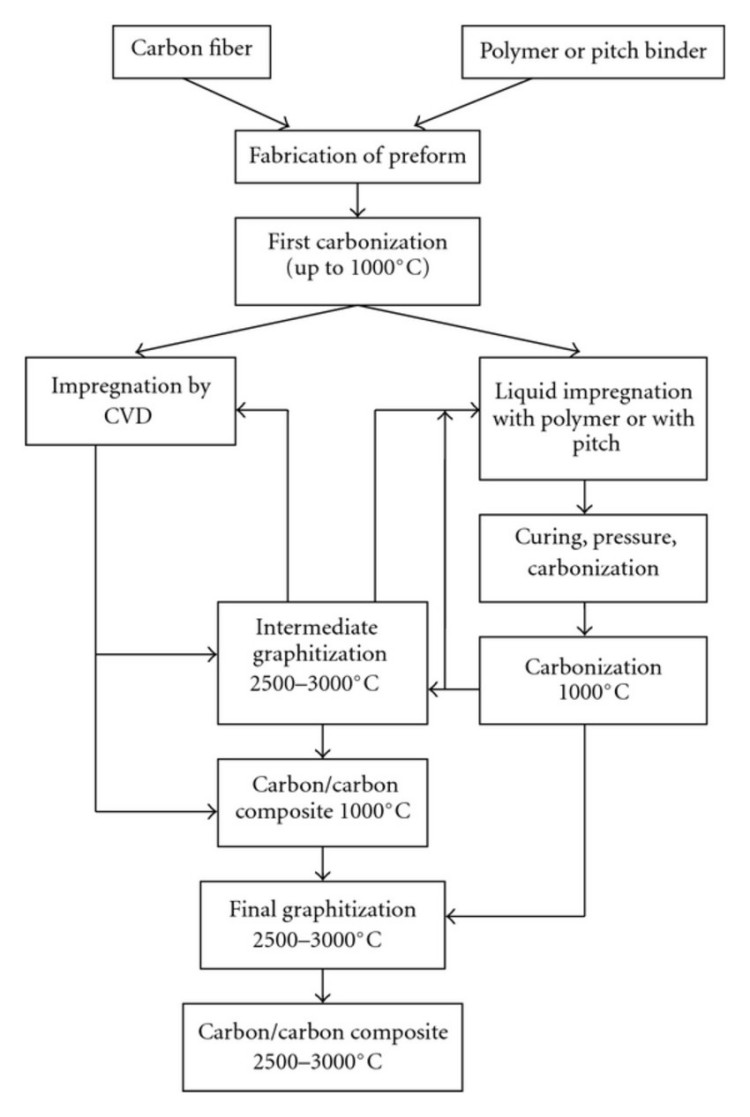
Impregnácia-karbonizácia v kvapalnej fáze
Metóda impregnácie v kvapalnej fáze je v zariadení relatívne jednoduchá a má širokú použiteľnosť, takže metóda impregnácie v kvapalnej fáze je dôležitou metódou na prípravu kompozitných materiálov C / C. Ide o ponorenie predlisku vyrobeného z uhlíkových vlákien do tekutého impregnantu a prinútenie impregnantu úplne preniknúť do dutín predlisku pomocou tlaku a potom pomocou série procesov, ako je vytvrdzovanie, karbonizácia a grafitizácia, nakoniec získaťC/C kompozitné materiály. Jeho nevýhodou je, že na dosiahnutie hustoty sú potrebné opakované cykly impregnácie a karbonizácie. Zloženie a štruktúra impregnantu pri metóde impregnácie v kvapalnej fáze sú veľmi dôležité. Ovplyvňuje nielen účinnosť zahusťovania, ale ovplyvňuje aj mechanické a fyzikálne vlastnosti produktu. Zlepšenie výťažku karbonizácie impregnantu a zníženie viskozity impregnantu boli vždy jedným z kľúčových problémov, ktoré bolo potrebné vyriešiť pri príprave C/C kompozitných materiálov metódou impregnácie v kvapalnej fáze. Vysoká viskozita a nízky výťažok karbonizácie impregnantu sú jedným z dôležitých dôvodov vysokej ceny C/C kompozitných materiálov. Zlepšenie výkonu impregnantu môže nielen zlepšiť efektivitu výroby C/C kompozitných materiálov a znížiť ich cenu, ale aj zlepšiť rôzne vlastnosti C/C kompozitných materiálov. Antioxidačná úprava C/C kompozitných materiálov Uhlíkové vlákno začína oxidovať pri 360°C na vzduchu. Grafitové vlákno je o niečo lepšie ako uhlíkové vlákno a jeho oxidačná teplota začína oxidovať pri 420 °C. Oxidačná teplota C/C kompozitných materiálov je asi 450°C. C/C kompozitné materiály sa veľmi ľahko oxidujú vo vysokoteplotnej oxidačnej atmosfére a rýchlosť oxidácie sa rýchlo zvyšuje so zvyšujúcou sa teplotou. Ak neexistujú žiadne antioxidačné opatrenia, dlhodobé používanie C/C kompozitných materiálov vo vysokoteplotnom oxidačnom prostredí nevyhnutne spôsobí katastrofálne následky. Preto sa antioxidačná úprava C/C kompozitných materiálov stala nevyhnutnou súčasťou procesu ich prípravy. Z hľadiska antioxidačnej technológie ju možno rozdeliť na vnútornú antioxidačnú technológiu a technológiu antioxidačného náteru.
Chemická výparná fáza
Chemická depozícia z pár (CVD alebo CVI) spočíva v ukladaní uhlíka priamo v póroch polotovaru, aby sa dosiahol účel vyplnenia pórov a zvýšenie hustoty. Uložený uhlík sa ľahko grafitizuje a má dobrú fyzikálnu kompatibilitu s vláknom. Počas rekarbonizácie sa nezmršťuje ako pri impregnačnej metóde a fyzikálne a mechanické vlastnosti tejto metódy sú lepšie. Ak sa však počas procesu CVD na povrchu polotovaru usadí uhlík, zabráni to difúzii plynu do vnútorných pórov. Uhlík nanesený na povrchu by sa mal odstrániť mechanicky a potom by sa malo vykonať nové kolo nanášania. Pri hustých výrobkoch má metóda CVD tiež určité ťažkosti a cyklus tejto metódy je tiež veľmi dlhý.

Čas odoslania: 31. decembra 2024