1. Półprzewodniki trzeciej generacji
Technologia półprzewodnikowa pierwszej generacji została opracowana na podstawie materiałów półprzewodnikowych, takich jak Si i Ge. Jest to materiałowa podstawa rozwoju tranzystorów i technologii układów scalonych. Materiały półprzewodnikowe pierwszej generacji położyły podwaliny pod przemysł elektroniczny w XX wieku i są podstawowymi materiałami dla technologii układów scalonych.
Materiały półprzewodnikowe drugiej generacji obejmują głównie arsenek galu, fosforek indu, fosforek galu, arsenek indu, arsenek glinu i ich związki trójskładnikowe. Materiały półprzewodnikowe drugiej generacji stanowią podstawę przemysłu informacji optoelektronicznej. Na tej podstawie rozwinęły się pokrewne branże, takie jak oświetlenie, wyświetlacze, lasery i fotowoltaika. Są one szeroko stosowane we współczesnej technologii informacyjnej i przemyśle wyświetlaczy optoelektronicznych.
Materiały reprezentatywne dla materiałów półprzewodnikowych trzeciej generacji obejmują azotek galu i węglik krzemu. Ze względu na szeroką przerwę pasmową, wysoką prędkość dryfu nasycenia elektronów, wysoką przewodność cieplną i wysoką wytrzymałość pola przebicia są idealnymi materiałami do przygotowywania urządzeń elektronicznych o dużej gęstości mocy, wysokiej częstotliwości i niskich stratach. Spośród nich urządzenia zasilające z węglika krzemu mają zalety wysokiej gęstości energii, niskiego zużycia energii i małych rozmiarów oraz mają szerokie perspektywy zastosowania w pojazdach nowej energii, fotowoltaice, transporcie kolejowym, dużych zbiorach danych i innych dziedzinach. Urządzenia RF z azotku galu mają zalety wysokiej częstotliwości, dużej mocy, szerokiego pasma, niskiego zużycia energii i małych rozmiarów oraz mają szerokie perspektywy zastosowania w komunikacji 5G, Internecie rzeczy, radarach wojskowych i innych dziedzinach. Ponadto urządzenia zasilające na bazie azotku galu są szeroko stosowane w dziedzinie niskiego napięcia. Ponadto oczekuje się, że w ostatnich latach nowe materiały na bazie tlenku galu będą stanowić techniczne uzupełnienie istniejących technologii SiC i GaN oraz że znajdą potencjalne zastosowania w dziedzinach niskich częstotliwości i wysokich napięć.
W porównaniu z materiałami półprzewodnikowymi drugiej generacji, materiały półprzewodnikowe trzeciej generacji mają szerszą przerwę energetyczną (szerokość przerwy energetycznej Si, typowego materiału materiału półprzewodnikowego pierwszej generacji, wynosi około 1,1 eV, szerokość przerwy energetycznej GaAs, typowego materiału materiału półprzewodnikowego drugiej generacji, wynosi około 1,42 eV, a szerokość przerwy energetycznej GaN, typowego materiału materiału półprzewodnikowego trzeciej generacji, wynosi ponad 2,3 eV), silniejszą odporność na promieniowanie, silniejszą odporność na przebicie w polu elektrycznym i wyższą odporność na temperaturę. Materiały półprzewodnikowe trzeciej generacji o szerszej przerwie energetycznej są szczególnie odpowiednie do produkcji odpornych na promieniowanie, wysokoczęstotliwościowych, wysokomocowych i o wysokiej gęstości integracji urządzeń elektronicznych. Ich zastosowania w urządzeniach wykorzystujących mikrofale, diodach LED, laserach, urządzeniach energetycznych i innych dziedzinach przyciągnęły dużą uwagę i wykazały szerokie perspektywy rozwoju w komunikacji mobilnej, inteligentnych sieciach energetycznych, transporcie kolejowym, pojazdach zasilanych nowymi źródłami energii, elektronice użytkowej oraz urządzeniach wykorzystujących światło ultrafioletowe i niebiesko-zielone [1].
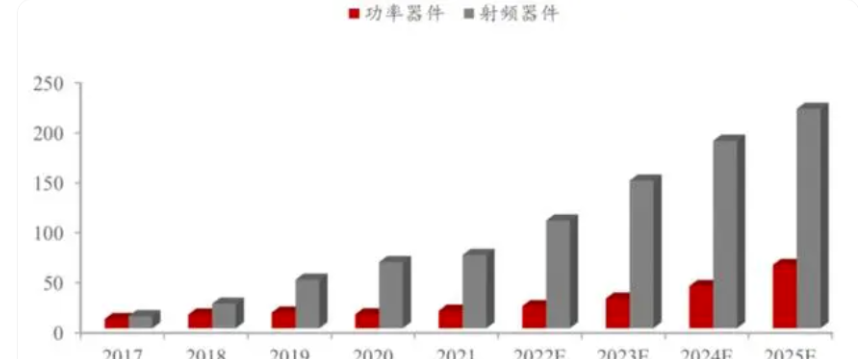
Źródło obrazu: CASA, Zheshang Securities Research Institute
Rysunek 1 Skala czasowa i prognoza dla urządzeń zasilających GaN
II Struktura i charakterystyka materiału GaN
GaN jest półprzewodnikiem o bezpośredniej przerwie energetycznej. Szerokość przerwy energetycznej struktury wurcytu w temperaturze pokojowej wynosi około 3,26 eV. Materiały GaN mają trzy główne struktury krystaliczne, a mianowicie strukturę wurcytu, strukturę sfalerytu i strukturę soli kamiennej. Spośród nich struktura wurcytu jest najbardziej stabilną strukturą krystaliczną. Rysunek 2 przedstawia diagram heksagonalnej struktury wurcytu GaN. Struktura wurcytu materiału GaN należy do heksagonalnej, gęsto upakowanej struktury. Każda komórka elementarna ma 12 atomów, w tym 6 atomów N i 6 atomów Ga. Każdy atom Ga (N) tworzy wiązanie z 4 najbliższymi atomami N (Ga) i jest ułożony w kolejności ABABAB… wzdłuż kierunku [0001] [2].
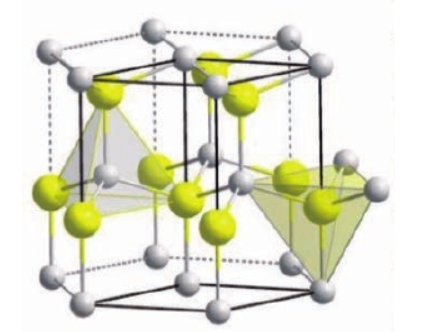
Rysunek 2 Struktura wurcytu Schemat ogniwa krystalicznego GaN
III Najczęściej stosowane podłoża do epitaksji GaN
Wydaje się, że jednorodna epitaksja na podłożach GaN jest najlepszym wyborem dla epitaksji GaN. Jednak ze względu na dużą energię wiązania GaN, gdy temperatura osiąga temperaturę topnienia 2500℃, odpowiadające jej ciśnienie rozkładu wynosi około 4,5 GPa. Gdy ciśnienie rozkładu jest niższe od tego ciśnienia, GaN nie topi się, ale rozkłada się bezpośrednio. To sprawia, że dojrzałe technologie przygotowania podłoża, takie jak metoda Czochralskiego, są nieodpowiednie do przygotowania podłoży monokrystalicznych GaN, co sprawia, że podłoża GaN są trudne do masowej produkcji i kosztowne. Dlatego podłoża powszechnie stosowane w epitaksjalnym wzroście GaN to głównie Si, SiC, szafir itp. [3].

Wykres 3 GaN i parametry powszechnie stosowanych materiałów podłoża
Epitaksja GaN na szafirze
Szafir ma stabilne właściwości chemiczne, jest tani i ma wysoką dojrzałość w przemyśle produkcji na dużą skalę. Dlatego stał się jednym z najwcześniejszych i najszerzej stosowanych materiałów podłoża w inżynierii urządzeń półprzewodnikowych. Jako jedno z powszechnie stosowanych podłoży do epitaksji GaN, główne problemy, które należy rozwiązać w przypadku podłoży szafirowych to:
✔ Ze względu na duże niedopasowanie sieci między szafirem (Al2O3) a GaN (około 15%), gęstość defektów na styku warstwy epitaksjalnej i podłoża jest bardzo wysoka. Aby zmniejszyć jego negatywne skutki, podłoże musi zostać poddane złożonej obróbce wstępnej przed rozpoczęciem procesu epitaksji. Przed wzrostem epitaksji GaN na podłożach szafirowych powierzchnia podłoża musi zostać najpierw dokładnie oczyszczona w celu usunięcia zanieczyszczeń, resztkowych uszkodzeń polerowania itp. oraz w celu wytworzenia stopni i struktur powierzchni stopni. Następnie powierzchnia podłoża jest azotowana w celu zmiany właściwości zwilżających warstwy epitaksjalnej. Na koniec na powierzchni podłoża należy osadzić cienką warstwę buforową AlN (zwykle o grubości 10-100 nm) i wyżarzać ją w niskiej temperaturze w celu przygotowania do ostatecznego wzrostu epitaksjalnego. Mimo to gęstość dyslokacji w epitaksjalnych warstwach GaN wyhodowanych na podłożach szafirowych jest nadal wyższa niż w warstwach homoepitaksjalnych (około 1010 cm-2, w porównaniu z zasadniczo zerową gęstością dyslokacji w homoepitaksjalnych warstwach krzemu lub homoepitaksjalnych warstwach arsenku galu, lub pomiędzy 102 a 104 cm-2). Większa gęstość defektów zmniejsza ruchliwość nośników, skracając tym samym czas życia nośników mniejszościowych i zmniejszając przewodnictwo cieplne, co wszystko obniży wydajność urządzenia [4];
✔ Współczynnik rozszerzalności cieplnej szafiru jest większy niż GaN, więc dwuosiowe naprężenie ściskające będzie generowane w warstwie epitaksjalnej podczas procesu chłodzenia od temperatury osadzania do temperatury pokojowej. W przypadku grubszych warstw epitaksjalnych naprężenie to może powodować pękanie warstwy lub nawet podłoża;
✔ W porównaniu z innymi podłożami, przewodność cieplna podłoży szafirowych jest niższa (około 0,25 W*cm-1*K-1 przy 100℃), a wydajność odprowadzania ciepła jest słaba;
✔ Ze względu na słabą przewodność elektryczną podłoża szafirowe nie nadają się do integracji i stosowania z innymi elementami półprzewodnikowymi.
Mimo że gęstość defektów w warstwach epitaksjalnych GaN wytwarzanych na podłożach szafirowych jest duża, nie wydaje się, aby miało to znaczący wpływ na wydajność optoelektroniczną niebiesko-zielonych diod LED na bazie GaN. Dlatego też podłoża szafirowe są nadal powszechnie stosowane jako podłoża dla diod LED na bazie GaN.
Wraz z rozwojem nowych zastosowań urządzeń GaN, takich jak lasery lub inne urządzenia o dużej gęstości mocy, wrodzone wady podłoży szafirowych stały się coraz bardziej ograniczeniem ich zastosowania. Ponadto, wraz z rozwojem technologii wzrostu podłoży SiC, redukcją kosztów i dojrzałością technologii epitaksjalnej GaN na podłożach Si, coraz więcej badań nad rozwojem warstw epitaksjalnych GaN na podłożach szafirowych stopniowo wykazało trend chłodzenia.
Epitaksja GaN na SiC
W porównaniu z szafirem, podłoża SiC (kryształy 4H i 6H) mają mniejsze niedopasowanie sieci z warstwami epitaksjalnymi GaN (3,1%, co odpowiada [0001] zorientowanym warstwom epitaksjalnym), wyższą przewodność cieplną (około 3,8 W*cm-1*K-1), itd. Ponadto przewodność podłoży SiC umożliwia również wykonywanie kontaktów elektrycznych z tyłu podłoża, co pomaga uprościć strukturę urządzenia. Istnienie tych zalet przyciągnęło coraz więcej badaczy do pracy nad epitaksją GaN na podłożach z węglika krzemu.
Jednak praca bezpośrednio na podłożach SiC, mająca na celu uniknięcie tworzenia się warstw epitaksjalnych GaN, wiąże się również z szeregiem wad, w tym:
✔ Chropowatość powierzchni podłoży SiC jest znacznie większa niż podłoży szafirowych (chropowatość szafiru 0,1 nm RMS, chropowatość SiC 1 nm RMS). Podłoża SiC charakteryzują się dużą twardością i słabą wydajnością obróbki, a ta chropowatość i uszkodzenia powstałe w wyniku polerowania są również jednymi ze źródeł defektów w warstwach epitaksjalnych GaN.
✔ Gęstość dyslokacji śrubowych podłoży SiC jest wysoka (gęstość dyslokacji 103-104cm-2), dyslokacje śrubowe mogą rozprzestrzeniać się na warstwę epitaksjalną GaN i obniżać wydajność urządzenia;
✔ Układ atomów na powierzchni podłoża powoduje powstawanie błędów ułożenia (BSF) w warstwie epitaksjalnej GaN. W przypadku epitaksjalnego GaN na podłożach SiC istnieje wiele możliwych porządków ułożenia atomów na podłożu, co skutkuje niespójnym początkowym porządkiem ułożenia atomów warstwy epitaksjalnej GaN na nim, co jest podatne na błędy ułożenia. Błędy ułożenia (SF) wprowadzają wbudowane pola elektryczne wzdłuż osi c, co prowadzi do problemów, takich jak wyciek urządzeń rozdzielających nośniki w płaszczyźnie;
✔ Współczynnik rozszerzalności cieplnej podłoża SiC jest mniejszy niż AlN i GaN, co powoduje akumulację naprężeń cieplnych między warstwą epitaksjalną a podłożem podczas procesu chłodzenia. Waltereit i Brand przewidzieli na podstawie wyników swoich badań, że problem ten można złagodzić lub rozwiązać, rozwijając warstwy epitaksjalne GaN na cienkich, spójnie odkształconych warstwach nukleacji AlN;
✔ Problem słabej zwilżalności atomów Ga. Podczas wzrostu warstw epitaksjalnych GaN bezpośrednio na powierzchni SiC, ze względu na słabą zwilżalność między dwoma atomami, GaN jest podatny na wzrost wysp 3D na powierzchni podłoża. Wprowadzenie warstwy buforowej jest najczęściej stosowanym rozwiązaniem w celu poprawy jakości materiałów epitaksjalnych w epitaksji GaN. Wprowadzenie warstwy buforowej AlN lub AlxGa1-xN może skutecznie poprawić zwilżalność powierzchni SiC i sprawić, że warstwa epitaksjalna GaN będzie rosła w dwóch wymiarach. Ponadto może również regulować naprężenia i zapobiegać rozprzestrzenianiu się defektów podłoża na epitaksję GaN;
✔ Technologia przygotowywania podłoży SiC jest niedojrzała, koszty podłoża są wysokie, a dostawców jest niewielu, a podaż niewielka.
Badania Torresa i in. pokazują, że trawienie podłoża SiC za pomocą H2 w wysokiej temperaturze (1600°C) przed epitaksją może wytworzyć bardziej uporządkowaną strukturę schodkową na powierzchni podłoża, uzyskując w ten sposób wyższej jakości epitaksjalną warstwę AlN niż w przypadku bezpośredniego wzrostu na oryginalnej powierzchni podłoża. Badania Xie i jego zespołu pokazują również, że wstępne wytrawianie podłoża z węglika krzemu może znacznie poprawić morfologię powierzchni i jakość kryształu epitaksjalnej warstwy GaN. Smith i in. odkryli, że dyslokacje gwintowe pochodzące z interfejsów podłoże/warstwa buforowa i warstwa buforowa/warstwa epitaksjalna są związane z płaskością podłoża [5].
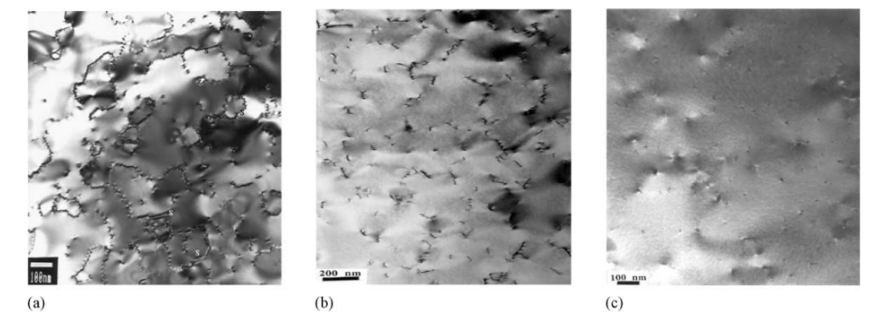
Rysunek 4 Morfologia TEM próbek warstwy epitaksjalnej GaN wyhodowanych na podłożu 6H-SiC (0001) w różnych warunkach obróbki powierzchni (a) czyszczenie chemiczne; (b) czyszczenie chemiczne + obróbka plazmą wodorową; (c) czyszczenie chemiczne + obróbka plazmą wodorową + obróbka cieplna wodorem w temperaturze 1300℃ przez 30 min
Epitaksja GaN na Si
W porównaniu z węglikiem krzemu, szafirem i innymi podłożami, proces przygotowania podłoża krzemowego jest dojrzały i może stabilnie dostarczać dojrzałe podłoża o dużych rozmiarach przy wysokiej wydajności kosztowej. Jednocześnie przewodnictwo cieplne i przewodnictwo elektryczne są dobre, a proces urządzeń elektronicznych Si jest dojrzały. Możliwość doskonałej integracji optoelektronicznych urządzeń GaN z urządzeniami elektronicznymi Si w przyszłości sprawia również, że wzrost epitaksji GaN na krzemie jest bardzo atrakcyjny.
Jednakże ze względu na dużą różnicę stałych sieci pomiędzy podłożem Si i materiałem GaN, heterogeniczna epitaksja GaN na podłożu Si jest typową epitaksją o dużej niezgodności i musi stawić czoła szeregowi problemów:
✔ Problem energii interfejsu powierzchniowego. Gdy GaN rośnie na podłożu Si, powierzchnia podłoża Si zostanie najpierw azotowana, aby utworzyć amorficzną warstwę azotku krzemu, która nie sprzyja nukleacji i wzrostowi GaN o dużej gęstości. Ponadto powierzchnia Si najpierw zetknie się z Ga, co spowoduje korozję powierzchni podłoża Si. W wysokich temperaturach rozkład powierzchni Si będzie dyfundował do warstwy epitaksjalnej GaN, tworząc czarne plamy krzemu.
✔ Niedopasowanie stałej sieci pomiędzy GaN i Si jest duże (~17%), co będzie prowadzić do powstawania dyslokacji nitkowych o dużej gęstości i znacznie obniży jakość warstwy epitaksjalnej;
✔ W porównaniu z Si, GaN ma większy współczynnik rozszerzalności cieplnej (współczynnik rozszerzalności cieplnej GaN wynosi około 5,6×10-6K-1, współczynnik rozszerzalności cieplnej Si wynosi około 2,6×10-6K-1), a pęknięcia mogą powstawać w warstwie epitaksjalnej GaN podczas chłodzenia temperatury epitaksjalnej do temperatury pokojowej;
✔ Si reaguje z NH3 w wysokich temperaturach, tworząc polikrystaliczny SiNx. AlN nie może utworzyć preferencyjnie zorientowanego jądra na polikrystalicznym SiNx, co prowadzi do nieuporządkowanej orientacji następnie wytworzonej warstwy GaN i dużej liczby defektów, co skutkuje słabą jakością kryształu warstwy epitaksjalnej GaN, a nawet trudnością w utworzeniu monokrystalicznej warstwy epitaksjalnej GaN [6].
Aby rozwiązać problem dużego niedopasowania sieci, badacze próbowali wprowadzić materiały takie jak AlAs, GaAs, AlN, GaN, ZnO i SiC jako warstwy buforowe na podłożach Si. Aby uniknąć tworzenia się polikrystalicznego SiNx i zmniejszyć jego niekorzystny wpływ na jakość kryształów materiałów GaN/AlN/Si (111), zwykle wymagane jest wprowadzenie TMAl na pewien okres czasu przed epitaksjalnym wzrostem warstwy buforowej AlN, aby zapobiec reakcji NH3 z odsłoniętą powierzchnią Si w celu utworzenia SiNx. Ponadto technologie epitaksjalne, takie jak technologia wzorzystego podłoża, mogą być stosowane w celu poprawy jakości warstwy epitaksjalnej. Rozwój tych technologii pomaga hamować tworzenie się SiNx na granicy epitaksjalnej, promować dwuwymiarowy wzrost warstwy epitaksjalnej GaN i poprawiać jakość wzrostu warstwy epitaksjalnej. Dodatkowo, wprowadzono warstwę buforową AlN, aby skompensować naprężenie rozciągające spowodowane różnicą współczynników rozszerzalności cieplnej, aby uniknąć pęknięć w warstwie epitaksjalnej GaN na podłożu krzemowym. Badania Krosta pokazują, że istnieje dodatnia korelacja między grubością warstwy buforowej AlN a redukcją odkształcenia. Gdy grubość warstwy buforowej osiągnie 12 nm, można wyhodować warstwę epitaksjalną grubszą niż 6 μm na podłożu krzemowym za pomocą odpowiedniego schematu wzrostu bez pękania warstwy epitaksjalnej.
Długotrwałe wysiłki naukowców pozwoliły na znaczną poprawę jakości warstw epitaksjalnych GaN wytwarzanych na podłożach krzemowych, co przełożyło się na znaczny postęp w pracach nad takimi urządzeniami jak tranzystory polowe, detektory ultrafioletowe z barierą Schottky'ego, niebiesko-zielone diody LED i lasery ultrafioletowe.
Podsumowując, ponieważ powszechnie stosowane epitaksjalne podłoża GaN są epitaksjalne, wszystkie napotykają na takie problemy jak niedopasowanie sieci i duże różnice współczynników rozszerzalności cieplnej w różnym stopniu. Jednorodne epitaksjalne podłoża GaN są ograniczone przez dojrzałość technologii, a podłoża nie zostały jeszcze wyprodukowane masowo. Koszt produkcji jest wysoki, rozmiar podłoża jest mały, a jakość podłoża nie jest idealna. Rozwój nowych epitaksjalnych podłoży GaN i poprawa jakości epitaksjalnej są nadal jednymi z ważnych czynników ograniczających dalszy rozwój przemysłu epitaksjalnego GaN.
IV. Typowe metody epitaksji GaN
MOCVD (chemiczne osadzanie z fazy gazowej)
Wydaje się, że jednorodna epitaksja na podłożach GaN jest najlepszym wyborem dla epitaksji GaN. Jednakże, ponieważ prekursorami chemicznego osadzania z fazy gazowej są trimetylogal i amoniak, a gazem nośnym jest wodór, typowa temperatura wzrostu MOCVD wynosi około 1000-1100℃, a szybkość wzrostu MOCVD wynosi około kilku mikronów na godzinę. Może wytwarzać strome interfejsy na poziomie atomowym, co jest bardzo odpowiednie do wzrostu heterozłączy, studni kwantowych, supersieci i innych struktur. Jego szybka szybkość wzrostu, dobra jednorodność i przydatność do wzrostu na dużych obszarach i wielu elementów są często wykorzystywane w produkcji przemysłowej.
MBE (epitaksja z wiązek molekularnych)
W epitaksji wiązką molekularną Ga wykorzystuje źródło pierwiastkowe, a aktywny azot uzyskuje się z azotu poprzez plazmę RF. W porównaniu z metodą MOCVD temperatura wzrostu MBE jest o około 350-400℃ niższa. Niższa temperatura wzrostu pozwala uniknąć pewnych zanieczyszczeń, które mogą być spowodowane przez środowiska o wysokiej temperaturze. System MBE działa w warunkach ultrawysokiej próżni, co pozwala mu na integrację większej liczby metod wykrywania in-situ. Jednocześnie jego szybkość wzrostu i zdolność produkcyjna nie mogą być porównywane z MOCVD i jest bardziej wykorzystywany w badaniach naukowych [7].
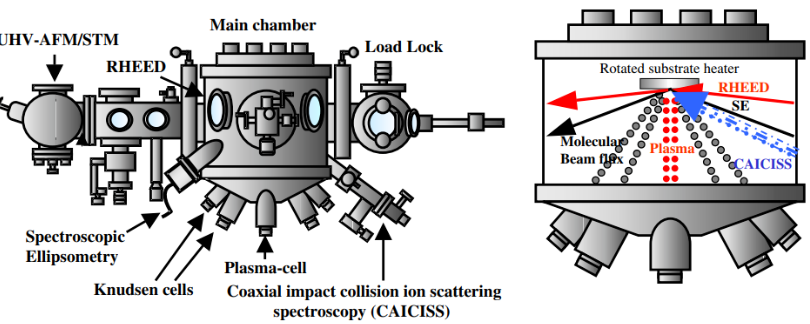
Rysunek 5 (a) Schemat Eiko-MBE (b) Schemat głównej komory reakcyjnej MBE
Metoda HVPE (epitaksja z fazy gazowej wodorków)
Prekursorami metody epitaksji z fazy gazowej wodorku są GaCl3 i NH3. Detchprohm i in. zastosowali tę metodę do wyhodowania warstwy epitaksjalnej GaN o grubości setek mikronów na powierzchni podłoża szafirowego. W ich eksperymencie warstwa ZnO została wyhodowana między podłożem szafirowym a warstwą epitaksjalną jako warstwa buforowa, a warstwa epitaksjalna została oderwana od powierzchni podłoża. W porównaniu z MOCVD i MBE główną cechą metody HVPE jest jej wysoka szybkość wzrostu, która nadaje się do produkcji grubych warstw i materiałów masowych. Jednak gdy grubość warstwy epitaksjalnej przekracza 20 μm, warstwa epitaksjalna wytworzona tą metodą jest podatna na pęknięcia.
Akira USUI wprowadziła technologię wzorzystego podłoża opartą na tej metodzie. Najpierw wyhodowali cienką warstwę epitaksjalną GaN o grubości 1-1,5 μm na podłożu szafirowym przy użyciu metody MOCVD. Warstwa epitaksjalna składała się z warstwy buforowej GaN o grubości 20 nm wyhodowanej w warunkach niskiej temperatury i warstwy GaN wyhodowanej w warunkach wysokiej temperatury. Następnie w temperaturze 430 ℃ na powierzchni warstwy epitaksjalnej nałożono warstwę SiO2, a na folii SiO2 wykonano paski okienne metodą fotolitografii. Odstęp między paskami wynosił 7 μm, a szerokość maski wahała się od 1 μm do 4 μm. Po tej poprawie uzyskali warstwę epitaksjalną GaN na podłożu szafirowym o średnicy 2 cali, która była wolna od pęknięć i gładka jak lustro, nawet gdy grubość wzrosła do dziesiątek, a nawet setek mikronów. Gęstość defektów została zredukowana z 109-1010 cm-2 tradycyjnej metody HVPE do około 6×107 cm-2. W eksperymencie zwrócono również uwagę, że gdy szybkość wzrostu przekroczyła 75 μm/h, powierzchnia próbki stawała się szorstka[8].
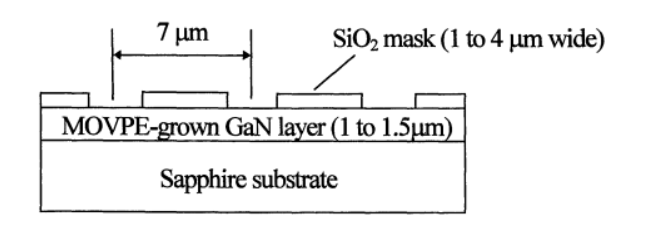
Rysunek 6. Graficzny schemat podłoża
V. Podsumowanie i perspektywy
Materiały GaN zaczęły pojawiać się w 2014 r., kiedy niebieska dioda LED zdobyła w tym roku Nagrodę Nobla w dziedzinie fizyki i weszła do powszechnego użytku w dziedzinie szybkich zastosowań ładowania w elektronice użytkowej. W rzeczywistości, aplikacje we wzmacniaczach mocy i urządzeniach RF używanych w stacjach bazowych 5G, których większość ludzi nie widzi, również pojawiły się po cichu. W ostatnich latach przełom w urządzeniach zasilających klasy samochodowej opartych na GaN ma otworzyć nowe punkty wzrostu dla rynku zastosowań materiałów GaN.
Ogromny popyt rynkowy z pewnością będzie promował rozwój branż i technologii związanych z GaN. Wraz z dojrzewaniem i udoskonaleniem łańcucha przemysłowego związanego z GaN problemy, z którymi boryka się obecna technologia epitaksjalna GaN, zostaną ostatecznie poprawione lub przezwyciężone. W przyszłości ludzie z pewnością opracują więcej nowych technologii epitaksjalnych i bardziej doskonałe opcje podłoży. Do tego czasu ludzie będą mogli wybrać najbardziej odpowiednią zewnętrzną technologię badawczą i podłoże do różnych scenariuszy zastosowań zgodnie z charakterystyką scenariuszy zastosowań i produkować najbardziej konkurencyjne produkty dostosowane do potrzeb klienta.
Czas publikacji: 28-06-2024