Quá trình cơ bản củaSiCsự phát triển tinh thể được chia thành sự thăng hoa và phân hủy nguyên liệu thô ở nhiệt độ cao, sự vận chuyển các chất pha khí dưới tác động của gradient nhiệt độ và sự phát triển kết tinh lại của các chất pha khí tại tinh thể mầm. Dựa trên điều này, bên trong nồi nấu được chia thành ba phần: khu vực nguyên liệu thô, buồng phát triển và tinh thể mầm. Một mô hình mô phỏng số đã được vẽ dựa trên điện trở thực tếSiCthiết bị phát triển tinh thể đơn (xem Hình 1). Trong phép tính: đáy củalò nungcách đáy của bộ gia nhiệt bên 90 mm, nhiệt độ trên cùng của nồi nấu là 2100 ℃, đường kính hạt nguyên liệu là 1000 μm, độ xốp là 0,6, áp suất tăng trưởng là 300 Pa và thời gian tăng trưởng là 100 giờ. Độ dày PG là 5 mm, đường kính bằng đường kính trong của nồi nấu và nằm cách nguyên liệu 30 mm. Các quá trình thăng hoa, cacbon hóa và kết tinh lại của vùng nguyên liệu được xem xét trong tính toán và phản ứng giữa PG và các chất pha khí không được xem xét. Các thông số tính chất vật lý liên quan đến tính toán được hiển thị trong Bảng 1.
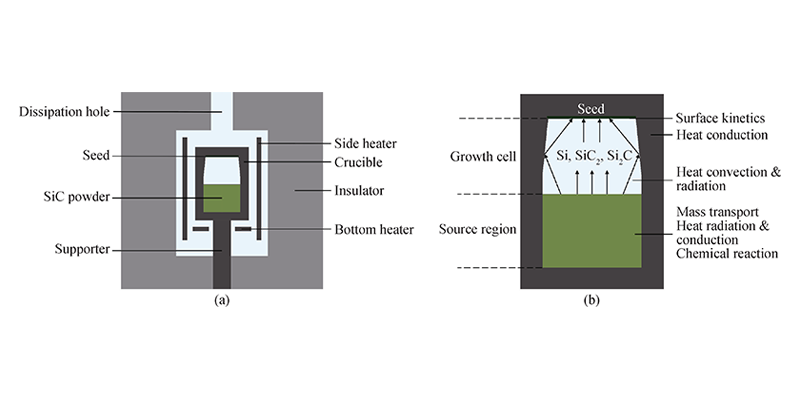
Hình 1 Mô hình tính toán mô phỏng. (a) Mô hình trường nhiệt để mô phỏng sự phát triển tinh thể; (b) Phân chia diện tích bên trong của nồi nấu và các bài toán vật lý liên quan
Bảng 1 Một số thông số vật lý được sử dụng trong tính toán
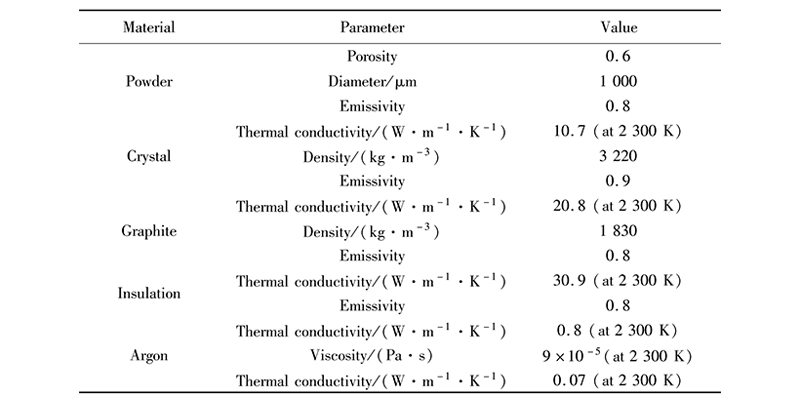
Hình 2(a) cho thấy nhiệt độ của cấu trúc chứa PG (ký hiệu là cấu trúc 1) cao hơn nhiệt độ của cấu trúc không chứa PG (ký hiệu là cấu trúc 0) bên dưới PG và thấp hơn nhiệt độ của cấu trúc 0 bên trên PG. Độ dốc nhiệt độ tổng thể tăng lên và PG hoạt động như một tác nhân cách nhiệt. Theo Hình 2(b) và 2(c), độ dốc nhiệt độ trục và hướng tâm của cấu trúc 1 trong vùng nguyên liệu thô nhỏ hơn, phân bố nhiệt độ đồng đều hơn và quá trình thăng hoa của vật liệu hoàn thiện hơn. Không giống như vùng nguyên liệu thô, Hình 2(c) cho thấy độ dốc nhiệt độ hướng tâm tại tinh thể mầm của cấu trúc 1 lớn hơn, điều này có thể là do tỷ lệ khác nhau của các chế độ truyền nhiệt khác nhau, giúp tinh thể phát triển với giao diện lồi. Trong Hình 2(d), nhiệt độ tại các vị trí khác nhau trong nồi nấu cho thấy xu hướng tăng khi quá trình phát triển tiến triển, nhưng chênh lệch nhiệt độ giữa cấu trúc 0 và cấu trúc 1 giảm dần trong vùng nguyên liệu thô và tăng dần trong buồng phát triển.
 Hình 2 Phân bố nhiệt độ và những thay đổi trong nồi nấu. (a) Phân bố nhiệt độ bên trong nồi nấu của cấu trúc 0 (trái) và cấu trúc 1 (phải) tại thời điểm 0 giờ, đơn vị: ℃; (b) Phân bố nhiệt độ trên đường tâm của nồi nấu của cấu trúc 0 và cấu trúc 1 từ đáy nguyên liệu thô đến tinh thể hạt giống tại thời điểm 0 giờ; (c) Phân bố nhiệt độ từ tâm đến mép nồi nấu trên bề mặt tinh thể hạt giống (A) và bề mặt nguyên liệu thô (B), giữa (C) và đáy (D) tại thời điểm 0 giờ, trục ngang r là bán kính tinh thể hạt giống đối với A và bán kính diện tích nguyên liệu thô đối với B~D; (d) Những thay đổi nhiệt độ tại tâm của phần trên (A), bề mặt nguyên liệu thô (B) và giữa (C) của buồng tăng trưởng của cấu trúc 0 và cấu trúc 1 tại thời điểm 0, 30, 60 và 100 giờ.
Hình 2 Phân bố nhiệt độ và những thay đổi trong nồi nấu. (a) Phân bố nhiệt độ bên trong nồi nấu của cấu trúc 0 (trái) và cấu trúc 1 (phải) tại thời điểm 0 giờ, đơn vị: ℃; (b) Phân bố nhiệt độ trên đường tâm của nồi nấu của cấu trúc 0 và cấu trúc 1 từ đáy nguyên liệu thô đến tinh thể hạt giống tại thời điểm 0 giờ; (c) Phân bố nhiệt độ từ tâm đến mép nồi nấu trên bề mặt tinh thể hạt giống (A) và bề mặt nguyên liệu thô (B), giữa (C) và đáy (D) tại thời điểm 0 giờ, trục ngang r là bán kính tinh thể hạt giống đối với A và bán kính diện tích nguyên liệu thô đối với B~D; (d) Những thay đổi nhiệt độ tại tâm của phần trên (A), bề mặt nguyên liệu thô (B) và giữa (C) của buồng tăng trưởng của cấu trúc 0 và cấu trúc 1 tại thời điểm 0, 30, 60 và 100 giờ.
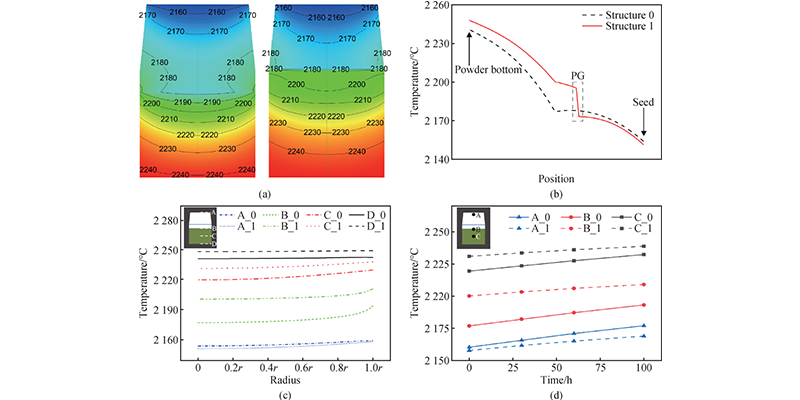
Hình 3 cho thấy quá trình vận chuyển vật liệu tại các thời điểm khác nhau trong nồi nấu của cấu trúc 0 và cấu trúc 1. Tốc độ dòng vật liệu pha khí trong khu vực nguyên liệu thô và buồng tăng trưởng tăng theo vị trí tăng và quá trình vận chuyển vật liệu yếu đi khi quá trình tăng trưởng tiến triển. Hình 3 cũng cho thấy rằng trong các điều kiện mô phỏng, nguyên liệu thô đầu tiên được than hóa trên thành bên của nồi nấu và sau đó là ở đáy nồi nấu. Ngoài ra, có sự kết tinh lại trên bề mặt của nguyên liệu thô và nó dần dày lên khi quá trình tăng trưởng tiến triển. Hình 4(a) và 4(b) cho thấy tốc độ dòng vật liệu bên trong nguyên liệu thô giảm khi quá trình tăng trưởng tiến triển và tốc độ dòng vật liệu tại 100 giờ bằng khoảng 50% của mômen ban đầu; tuy nhiên, tốc độ dòng chảy tương đối lớn ở rìa do quá trình than hóa của nguyên liệu thô và tốc độ dòng chảy tại rìa lớn hơn 10 lần so với tốc độ dòng chảy ở khu vực giữa tại 100 giờ; ngoài ra, tác dụng của PG trong cấu trúc 1 làm cho lưu lượng dòng vật liệu trong vùng nguyên liệu thô của cấu trúc 1 thấp hơn cấu trúc 0. Trong Hình 4(c), lưu lượng dòng vật liệu trong cả vùng nguyên liệu thô và buồng tăng trưởng đều yếu dần khi quá trình tăng trưởng diễn ra và lưu lượng dòng vật liệu trong vùng nguyên liệu thô tiếp tục giảm, nguyên nhân là do kênh luồng khí ở rìa nồi nấu bị mở và sự cản trở quá trình kết tinh lại ở phía trên; trong buồng tăng trưởng, lưu lượng dòng vật liệu của cấu trúc 0 giảm nhanh trong 30 giờ đầu xuống còn 16% và chỉ giảm 3% trong thời gian tiếp theo, trong khi cấu trúc 1 vẫn tương đối ổn định trong suốt quá trình tăng trưởng. Do đó, PG giúp ổn định lưu lượng dòng vật liệu trong buồng tăng trưởng. Hình 4(d) so sánh lưu lượng dòng vật liệu ở mặt trận tăng trưởng tinh thể. Tại thời điểm ban đầu và 100 giờ, sự vận chuyển vật liệu trong vùng tăng trưởng của cấu trúc 0 mạnh hơn so với trong cấu trúc 1, nhưng luôn có một vùng lưu lượng cao ở rìa của cấu trúc 0, dẫn đến sự tăng trưởng quá mức ở rìa. Sự hiện diện của PG trong cấu trúc 1 có hiệu quả ngăn chặn hiện tượng này.
Hình 3 Dòng vật liệu trong nồi nấu. Dòng chảy (trái) và vectơ vận tốc (phải) của quá trình vận chuyển vật liệu khí trong các cấu trúc 0 và 1 tại các thời điểm khác nhau, đơn vị vectơ vận tốc: m/s
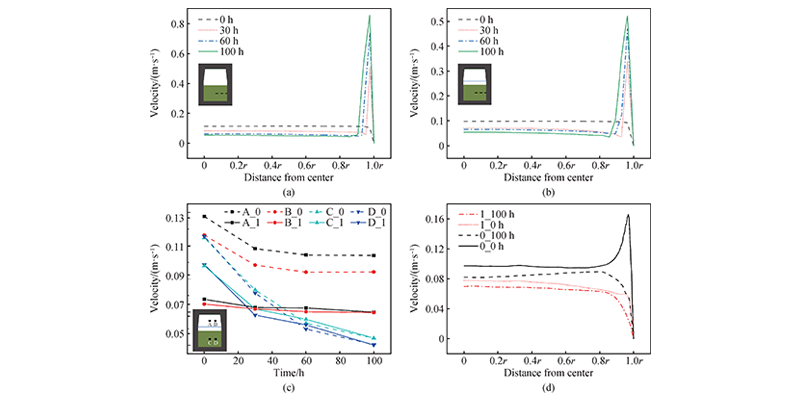
Hình 4 Thay đổi lưu lượng vật liệu. (a) Thay đổi phân bố lưu lượng vật liệu ở giữa nguyên liệu thô của cấu trúc 0 tại thời điểm 0, 30, 60 và 100 giờ, r là bán kính của vùng nguyên liệu thô; (b) Thay đổi phân bố lưu lượng vật liệu ở giữa nguyên liệu thô của cấu trúc 1 tại thời điểm 0, 30, 60 và 100 giờ, r là bán kính của vùng nguyên liệu thô; (c) Thay đổi lưu lượng vật liệu bên trong buồng tăng trưởng (A, B) và bên trong nguyên liệu thô (C, D) của cấu trúc 0 và 1 theo thời gian; (d) Phân bố lưu lượng vật liệu gần bề mặt tinh thể hạt giống của cấu trúc 0 và 1 tại thời điểm 0 và 100 giờ, r là bán kính của tinh thể hạt giống
C/Si ảnh hưởng đến độ ổn định tinh thể và mật độ khuyết tật của sự phát triển tinh thể SiC. Hình 5(a) so sánh sự phân bố tỷ lệ C/Si của hai cấu trúc tại thời điểm ban đầu. Tỷ lệ C/Si giảm dần từ dưới lên trên của nồi nấu, và tỷ lệ C/Si của cấu trúc 1 luôn cao hơn tỷ lệ của cấu trúc 0 ở các vị trí khác nhau. Hình 5(b) và 5(c) cho thấy tỷ lệ C/Si tăng dần theo sự phát triển, điều này liên quan đến sự gia tăng nhiệt độ bên trong ở giai đoạn phát triển sau, sự tăng cường quá trình than hóa nguyên liệu thô và phản ứng của các thành phần Si trong pha khí với nồi nấu than chì. Trong Hình 5(d), tỷ lệ C/Si của cấu trúc 0 và cấu trúc 1 khá khác nhau dưới PG (0, 25 mm), nhưng hơi khác nhau trên PG (50 mm) và sự khác biệt tăng dần khi nó tiến gần đến tinh thể. Nhìn chung, tỷ lệ C/Si của cấu trúc 1 cao hơn, điều này giúp ổn định dạng tinh thể và giảm khả năng chuyển pha.
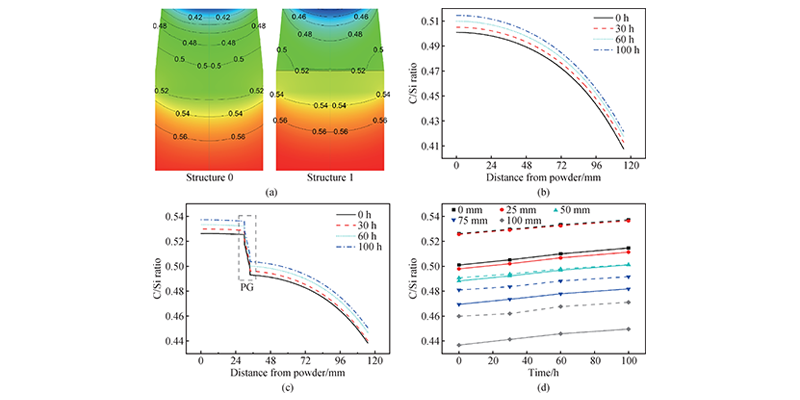
Hình 5 Phân bố và thay đổi tỷ lệ C/Si. (a) Phân bố tỷ lệ C/Si trong các chén nung của cấu trúc 0 (trái) và cấu trúc 1 (phải) tại thời điểm 0 giờ; (b) Tỷ lệ C/Si ở các khoảng cách khác nhau từ đường tâm của chén nung của cấu trúc 0 tại các thời điểm khác nhau (0, 30, 60, 100 giờ); (c) Tỷ lệ C/Si ở các khoảng cách khác nhau từ đường tâm của chén nung của cấu trúc 1 tại các thời điểm khác nhau (0, 30, 60, 100 giờ); (d) So sánh tỷ lệ C/Si ở các khoảng cách khác nhau (0, 25, 50, 75, 100 mm) từ đường tâm của chén nung của cấu trúc 0 (đường liền) và cấu trúc 1 (đường đứt nét) tại các thời điểm khác nhau (0, 30, 60, 100 giờ).
Hình 6 cho thấy sự thay đổi về đường kính hạt và độ xốp của vùng nguyên liệu thô của hai cấu trúc. Hình cho thấy đường kính nguyên liệu thô giảm và độ xốp tăng gần thành nồi nấu, độ xốp cạnh tiếp tục tăng và đường kính hạt tiếp tục giảm khi quá trình phát triển tiến triển. Độ xốp cạnh tối đa là khoảng 0,99 sau 100 giờ và đường kính hạt tối thiểu là khoảng 300 μm. Đường kính hạt tăng và độ xốp giảm ở bề mặt trên của nguyên liệu thô, tương ứng với quá trình kết tinh lại. Độ dày của vùng kết tinh lại tăng khi quá trình phát triển tiến triển và kích thước hạt và độ xốp tiếp tục thay đổi. Đường kính hạt tối đa đạt hơn 1500 μm và độ xốp tối thiểu là 0,13. Ngoài ra, do PG làm tăng nhiệt độ của vùng nguyên liệu thô và quá trình bão hòa khí nhỏ nên độ dày kết tinh lại của phần trên của nguyên liệu thô của cấu trúc 1 nhỏ, giúp cải thiện tỷ lệ sử dụng nguyên liệu thô.
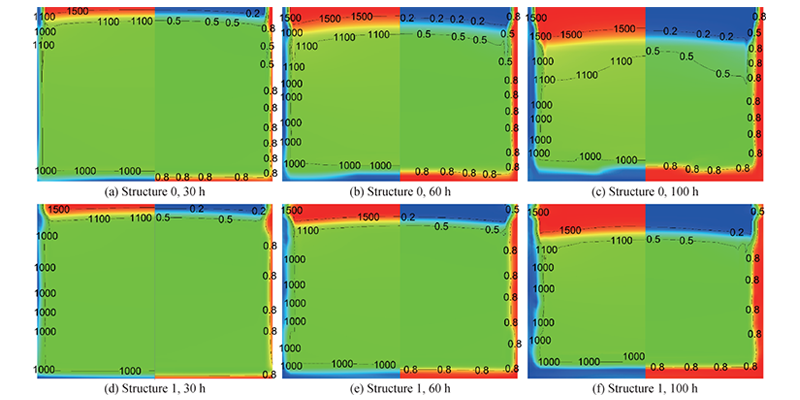 Hình 6 Sự thay đổi đường kính hạt (trái) và độ xốp (phải) của vùng nguyên liệu của cấu trúc 0 và cấu trúc 1 tại các thời điểm khác nhau, đơn vị đường kính hạt: μm
Hình 6 Sự thay đổi đường kính hạt (trái) và độ xốp (phải) của vùng nguyên liệu của cấu trúc 0 và cấu trúc 1 tại các thời điểm khác nhau, đơn vị đường kính hạt: μm
Hình 7 cho thấy cấu trúc 0 cong vênh khi bắt đầu tăng trưởng, điều này có thể liên quan đến lưu lượng vật liệu quá mức do quá trình than hóa ở cạnh nguyên liệu thô. Mức độ cong vênh bị suy yếu trong quá trình tăng trưởng tiếp theo, tương ứng với sự thay đổi lưu lượng vật liệu ở phía trước quá trình tăng trưởng tinh thể của cấu trúc 0 trong Hình 4 (d). Trong cấu trúc 1, do tác dụng của PG, giao diện tinh thể không bị cong vênh. Ngoài ra, PG cũng làm cho tốc độ tăng trưởng của cấu trúc 1 thấp hơn đáng kể so với cấu trúc 0. Độ dày tâm của tinh thể của cấu trúc 1 sau 100 giờ chỉ bằng 68% so với cấu trúc 0.
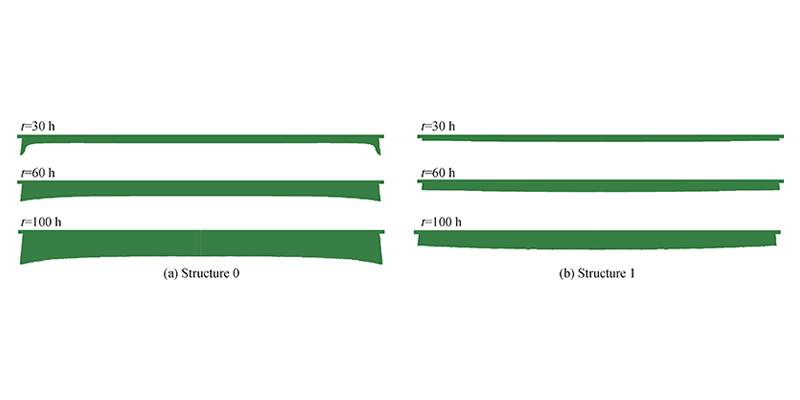
Hình 7 Thay đổi giao diện của tinh thể cấu trúc 0 và cấu trúc 1 ở 30, 60 và 100 giờ
Sự phát triển tinh thể được thực hiện trong các điều kiện quy trình của mô phỏng số. Các tinh thể phát triển theo cấu trúc 0 và cấu trúc 1 được thể hiện lần lượt trong Hình 8(a) và Hình 8(b). Tinh thể của cấu trúc 0 cho thấy một giao diện lõm, với các gợn sóng ở khu vực trung tâm và một sự chuyển pha ở rìa. Độ lồi bề mặt biểu thị một mức độ không đồng nhất nhất định trong quá trình vận chuyển vật liệu pha khí và sự xuất hiện của sự chuyển pha tương ứng với tỷ lệ C/Si thấp. Giao diện của tinh thể phát triển theo cấu trúc 1 hơi lồi, không tìm thấy sự chuyển pha và độ dày bằng 65% tinh thể không có PG. Nhìn chung, kết quả phát triển tinh thể tương ứng với kết quả mô phỏng, với chênh lệch nhiệt độ xuyên tâm lớn hơn tại giao diện tinh thể của cấu trúc 1, sự phát triển nhanh ở rìa bị ức chế và tốc độ dòng vật liệu tổng thể chậm hơn. Xu hướng chung phù hợp với kết quả mô phỏng số.
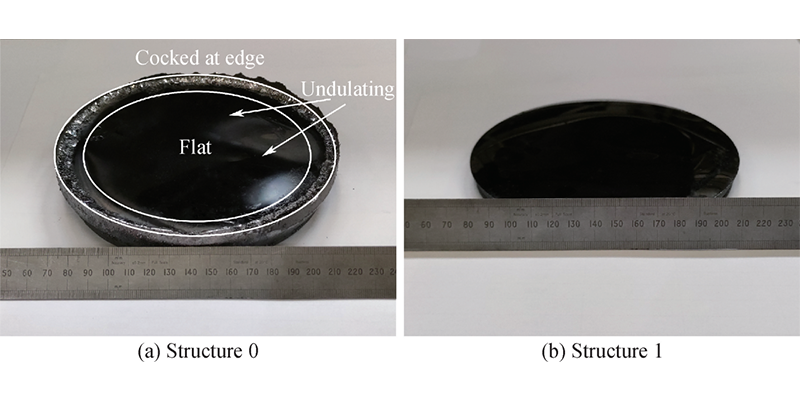
Hình 8 Tinh thể SiC phát triển dưới cấu trúc 0 và cấu trúc 1
Phần kết luận
PG có lợi cho việc cải thiện nhiệt độ tổng thể của khu vực nguyên liệu thô và cải thiện tính đồng nhất của nhiệt độ theo trục và hướng kính, thúc đẩy quá trình thăng hoa và sử dụng hoàn toàn nguyên liệu thô; chênh lệch nhiệt độ trên và dưới tăng lên và độ dốc hướng kính của bề mặt tinh thể hạt giống tăng lên, giúp duy trì sự phát triển của giao diện lồi. Về mặt truyền khối, việc đưa PG vào làm giảm tốc độ truyền khối tổng thể, tốc độ dòng vật liệu trong buồng tăng trưởng chứa PG thay đổi ít hơn theo thời gian và toàn bộ quá trình tăng trưởng ổn định hơn. Đồng thời, PG cũng ức chế hiệu quả sự xuất hiện của sự truyền khối cạnh quá mức. Ngoài ra, PG còn làm tăng tỷ lệ C/Si của môi trường tăng trưởng, đặc biệt là ở cạnh trước của giao diện tinh thể hạt giống, giúp giảm sự xuất hiện của sự thay đổi pha trong quá trình tăng trưởng. Đồng thời, hiệu ứng cách nhiệt của PG làm giảm sự xuất hiện của sự kết tinh lại ở phần trên của nguyên liệu thô ở một mức độ nhất định. Đối với sự phát triển của tinh thể, PG làm chậm tốc độ phát triển của tinh thể, nhưng giao diện tăng trưởng lồi hơn. Do đó, PG là một phương tiện hiệu quả để cải thiện môi trường phát triển của tinh thể SiC và tối ưu hóa chất lượng tinh thể.
Thời gian đăng: 18-06-2024