Az alapvető folyamatSicA kristálynövekedést felosztják a nyersanyagok szublimációjára és bomlására magas hőmérsékleten, gázfázisú anyagok transzportjára hőmérsékleti gradiens hatására, valamint a gázfázisú anyagok átkristályosodási növekedésére az oltókristálynál. Ennek alapján a tégely belsejét három részre osztják: nyersanyagterületre, növekedési kamrára és oltókristályra. Egy numerikus szimulációs modellt rajzoltak a tényleges ellenállás alapján.Sicegykristályos növesztőberendezés (lásd az 1. ábrát). A számítás során: az aljaolvasztótégely90 mm-re van az oldalsó fűtőelem aljától, a tégely felső hőmérséklete 2100 ℃, a nyersanyag részecskeátmérője 1000 μm, a porozitás 0,6, a növekedési nyomás 300 Pa, a növekedési idő pedig 100 óra. A PG vastagsága 5 mm, az átmérő megegyezik a tégely belső átmérőjével, és 30 mm-rel a nyersanyag felett helyezkedik el. A számítás során a nyersanyagzóna szublimációs, karbonizációs és átkristályosodási folyamatait figyelembe vesszük, a PG és a gázfázisú anyagok közötti reakciót nem. A számítással kapcsolatos fizikai tulajdonságparamétereket az 1. táblázat mutatja.
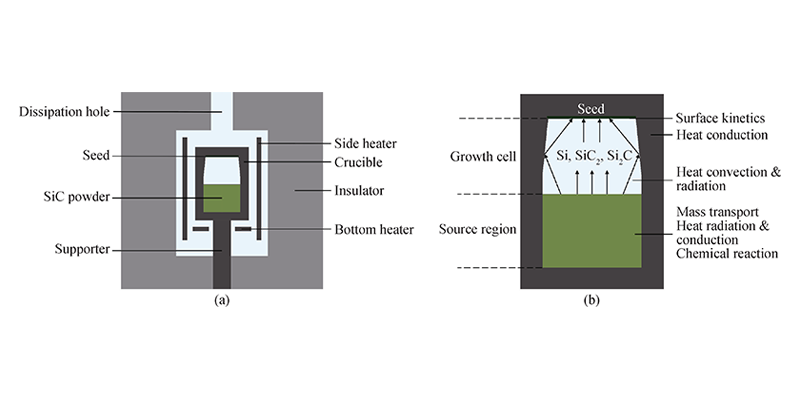
1. ábra Szimulációs számítási modell. (a) Hőtér modell a kristálynövekedés szimulációjához; (b) A tégely belső területének felosztása és a kapcsolódó fizikai problémák
1. táblázat Néhány, a számításban használt fizikai paraméter
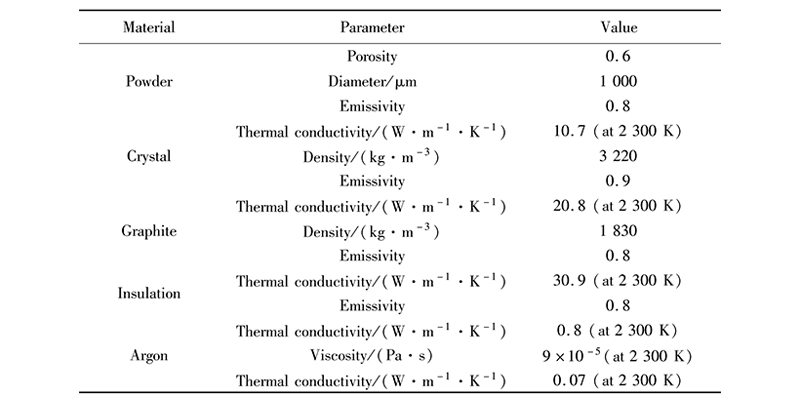
A 2(a) ábra azt mutatja, hogy a PG-tartalmú szerkezet (1-es szerkezet) hőmérséklete magasabb, mint a PG-mentes szerkezeté (0-s szerkezet) a PG alatt, és alacsonyabb, mint a 0-s szerkezeté a PG felett. Az általános hőmérsékleti gradiens növekszik, és a PG hőszigetelőként működik. A 2(b) és 2(c) ábrák szerint az 1-es szerkezet axiális és radiális hőmérsékleti gradiensei a nyersanyagzónában kisebbek, a hőmérséklet-eloszlás egyenletesebb, és az anyag szublimációja teljesebb. A nyersanyagzónával ellentétben a 2(c) ábra azt mutatja, hogy az 1-es szerkezet oltókristályánál a radiális hőmérsékleti gradiens nagyobb, amit a különböző hőátadási módok eltérő arányai okozhatnak, ami elősegíti a kristály konvex határfelülettel történő növekedését. A 2(d) ábrán a tégely különböző pozícióiban a hőmérséklet növekvő tendenciát mutat a növekedés előrehaladtával, de a 0-s és az 1-es szerkezet közötti hőmérsékletkülönbség fokozatosan csökken a nyersanyagzónában, és fokozatosan növekszik a növekedési kamrában.
 2. ábra Hőmérséklet-eloszlás és változások a tégelyben. (a) Hőmérséklet-eloszlás a 0. szerkezet (balra) és az 1. szerkezet (jobbra) tégelyében 0 óránál, egység: ℃; (b) Hőmérséklet-eloszlás a 0. és 1. szerkezet tégelyének középvonalán, a nyersanyag aljától az oltókristályig 0 óránál; (c) Hőmérséklet-eloszlás a tégely közepétől a széléig az oltókristály felületén (A) és a nyersanyag felületén (B), középen (C) és alul (D) 0 óránál, a vízszintes tengely "r" az oltókristály sugara A esetén, és a nyersanyag terület sugara B~D esetén; (d) Hőmérsékletváltozások a 0. és 1. szerkezet növekedési kamrájának felső részének közepén (A), a nyersanyag felületén (B) és középen (C) 0, 30, 60 és 100 óránál.
2. ábra Hőmérséklet-eloszlás és változások a tégelyben. (a) Hőmérséklet-eloszlás a 0. szerkezet (balra) és az 1. szerkezet (jobbra) tégelyében 0 óránál, egység: ℃; (b) Hőmérséklet-eloszlás a 0. és 1. szerkezet tégelyének középvonalán, a nyersanyag aljától az oltókristályig 0 óránál; (c) Hőmérséklet-eloszlás a tégely közepétől a széléig az oltókristály felületén (A) és a nyersanyag felületén (B), középen (C) és alul (D) 0 óránál, a vízszintes tengely "r" az oltókristály sugara A esetén, és a nyersanyag terület sugara B~D esetén; (d) Hőmérsékletváltozások a 0. és 1. szerkezet növekedési kamrájának felső részének közepén (A), a nyersanyag felületén (B) és középen (C) 0, 30, 60 és 100 óránál.
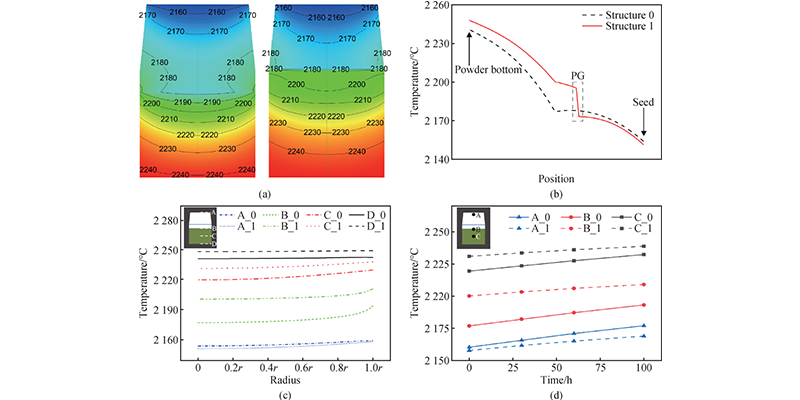
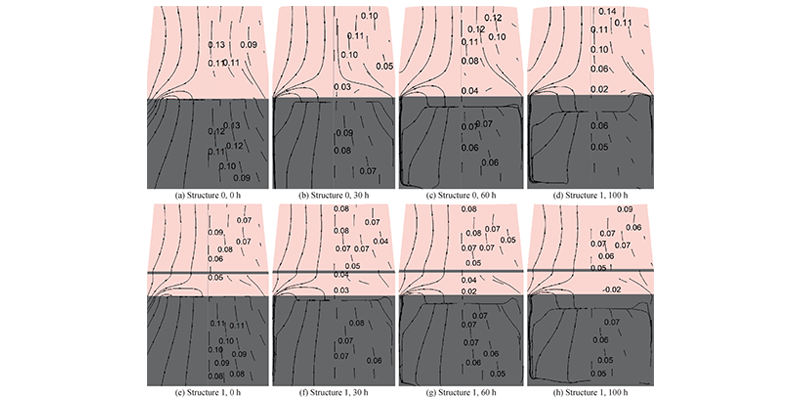
A 3. ábra a 0. és 1. szerkezetű olvasztótégelyben az anyagáramlást mutatja különböző időpontokban. A gázfázisú anyagáramlási sebesség a nyersanyagterületen és a növekedési kamrában a pozíció növekedésével növekszik, és az anyagáramlás gyengül a növekedés előrehaladtával. A 3. ábra azt is mutatja, hogy a szimulációs körülmények között a nyersanyag először a olvasztótégely oldalfalán, majd az alján grafitizálódik. Ezenkívül a nyersanyag felületén átkristályosodás történik, és a növekedés előrehaladtával fokozatosan sűrűsödik. A 4(a) és 4(b) ábrák azt mutatják, hogy a nyersanyagon belüli anyagáramlási sebesség a növekedés előrehaladtával csökken, és a 100 óra elteltével az anyagáramlási sebesség a kezdeti pillanat körülbelül 50%-a; azonban az áramlási sebesség a szélén viszonylag nagy a nyersanyag grafitizálódása miatt, és a szélén az áramlási sebesség több mint tízszerese a középső terület 100 óra elteltével mért áramlási sebességének. Ezenkívül a PG hatása az 1. szerkezetben az 1. szerkezet nyersanyag-tartományában az anyagáramlási sebességet alacsonyabbra csökkenti, mint a 0. szerkezet esetében. A 4(c) ábrán látható, hogy mind a nyersanyag-tartományban, mind a növekedési kamrában az anyagáramlás fokozatosan gyengül a növekedés előrehaladtával, és a nyersanyag-tartományban az anyagáramlás tovább csökken, amit a tégely szélén lévő légáramlási csatorna megnyílása és a tetején az átkristályosodás akadályozása okoz; a növekedési kamrában a 0. szerkezet anyagáramlási sebessége gyorsan csökken az első 30 órában 16%-ra, és a következő időben csak 3%-kal csökken, míg az 1. szerkezet viszonylag stabil marad a növekedési folyamat során. Ezért a PG segít stabilizálni az anyagáramlási sebességet a növekedési kamrában. A 4(d) ábra összehasonlítja az anyagáramlási sebességet a kristálynövekedési fronton. A kezdeti pillanatban és 100 óra elteltével a 0. szerkezet növekedési zónájában az anyagtranszport erősebb, mint az 1. szerkezetben, de a 0. szerkezet szélén mindig van egy nagy áramlási sebességű terület, ami túlzott növekedéshez vezet a szélén. A PG jelenléte az 1. szerkezetben hatékonyan elnyomja ezt a jelenséget.
3. ábra Anyagáramlás a tégelyben. A gáz halmazállapotú anyagáramlásának áramvonalai (balra) és sebességvektorai (jobbra) a 0. és 1. szerkezetben különböző időpontokban, sebességvektor egysége: m/s
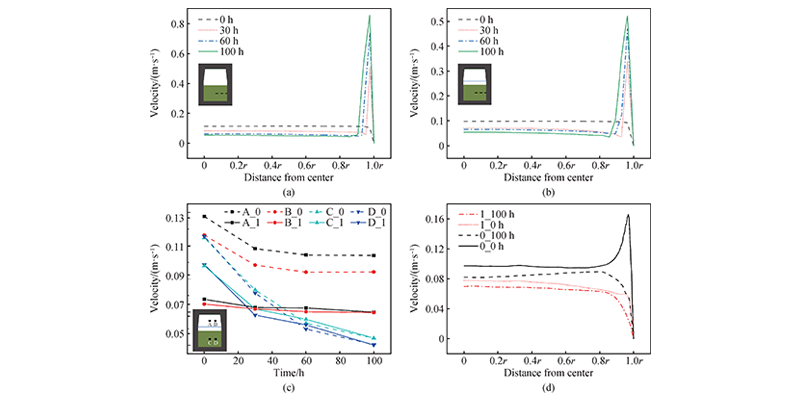
4. ábra Az anyagáramlási sebesség változásai. (a) Az anyagáramlási sebesség eloszlásának változásai a 0. szerkezet nyersanyagának közepén 0, 30, 60 és 100 óránál, ahol r a nyersanyag-terület sugara; (b) Az anyagáramlási sebesség eloszlásának változásai az 1. szerkezet nyersanyagának közepén 0, 30, 60 és 100 óránál, ahol r a nyersanyag-terület sugara; (c) Az anyagáramlási sebesség változásai a 0. és 1. szerkezetek növekedési kamrájában (A, B) és a nyersanyagában (C, D) az idő múlásával; (d) Az anyagáramlási sebesség eloszlása a 0. és 1. szerkezetek oltókristály-felülete közelében 0 és 100 óránál, ahol r a oltókristály sugara
A C/Si befolyásolja a SiC kristálynövekedés kristálystabilitását és hibasűrűségét. Az 5.(a) ábra összehasonlítja a két szerkezet C/Si arány eloszlását a kezdeti pillanatban. A C/Si arány fokozatosan csökken a tégely aljától a tetejéig, és az 1. szerkezet C/Si aránya mindig magasabb, mint a 0. szerkezeté a különböző pozíciókban. Az 5.(b) és 5.(c) ábra azt mutatja, hogy a C/Si arány fokozatosan növekszik a növekedéssel, ami összefügg a belső hőmérséklet növekedésével a növekedés későbbi szakaszában, a nyersanyag grafitizációjának fokozódásával és a Si-komponensek reakciójával a gázfázisban a grafittégelyben. Az 5.(d) ábrán a 0. és az 1. szerkezet C/Si aránya meglehetősen eltérő a PG (0, 25 mm) alatt, de kissé eltérő a PG (50 mm) felett, és a különbség fokozatosan növekszik a kristályhoz közeledve. Általánosságban elmondható, hogy az 1. szerkezet C/Si aránya magasabb, ami segít stabilizálni a kristályformát és csökkenti a fázisátmenet valószínűségét.
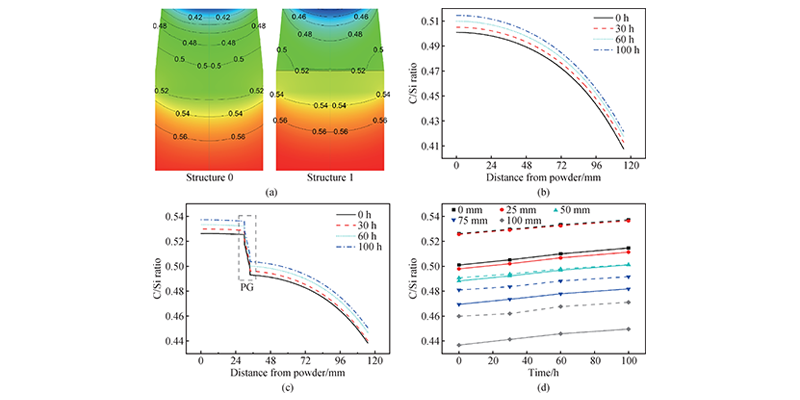
5. ábra A C/Si arány eloszlása és változása. (a) A C/Si arány eloszlása a 0. szerkezetű (balra) és az 1. szerkezetű (jobbra) olvasztótégelyekben 0 óránál; (b) C/Si arány a 0. szerkezetű olvasztótégely középvonalától számított különböző távolságokon, különböző időpontokban (0, 30, 60, 100 óra); (c) C/Si arány az 1. szerkezetű olvasztótégely középvonalától számított különböző távolságokon, különböző időpontokban (0, 30, 60, 100 óra); (d) A C/Si arány összehasonlítása a 0. szerkezetű (folytonos vonal) és az 1. szerkezetű (szaggatott vonal) olvasztótégely középvonalától számított különböző távolságokon (0, 25, 50, 75, 100 mm), különböző időpontokban (0, 30, 60, 100 óra).
A 6. ábra a két szerkezet nyersanyag-régióinak részecskeátmérőjének és porozitásának változását mutatja. Az ábra azt mutatja, hogy a nyersanyag átmérője csökken, a porozitás pedig növekszik a tégely fala közelében, a perem porozitása pedig tovább növekszik, a részecskeátmérő pedig tovább csökken a növekedés előrehaladtával. A maximális perem porozitás körülbelül 0,99 100 óra elteltével, a minimális részecskeátmérő pedig körülbelül 300 μm. A nyersanyag felső felületén a részecskeátmérő növekszik, a porozitás pedig csökken, ami az átkristályosodásnak felel meg. Az átkristályosodási terület vastagsága a növekedés előrehaladtával növekszik, a részecskeméret és a porozitás pedig folyamatosan változik. A maximális részecskeátmérő eléri az 1500 μm-t, a minimális porozitás pedig 0,13. Ezenkívül, mivel a PG növeli a nyersanyag-terület hőmérsékletét, és a gáz túltelítettsége kicsi, az 1. szerkezet nyersanyagának felső részének átkristályosodási vastagsága kicsi, ami javítja a nyersanyag-kihasználási arányt.
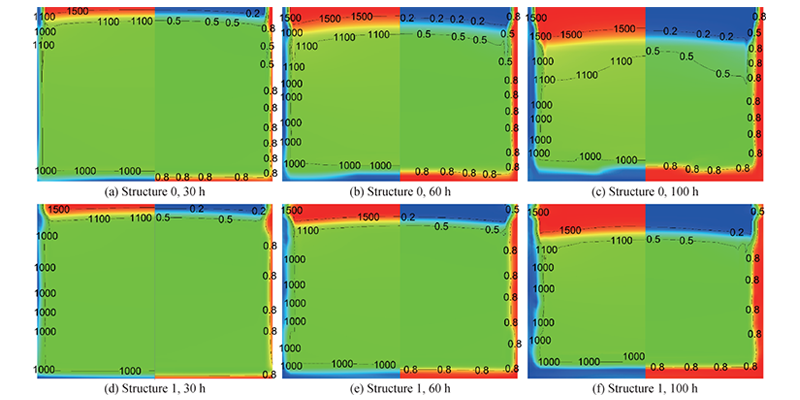 6. ábra A 0. és 1. szerkezet nyersanyagterületének részecskeátmérőjének (balra) és porozitásának (jobbra) változása különböző időpontokban, részecskeátmérő egysége: μm
6. ábra A 0. és 1. szerkezet nyersanyagterületének részecskeátmérőjének (balra) és porozitásának (jobbra) változása különböző időpontokban, részecskeátmérő egysége: μm
A 7. ábra azt mutatja, hogy a 0. szerkezet a növekedés kezdetén vetemedik, ami összefüggésben lehet a nyersanyag szélének grafitizálódása által okozott túlzott anyagáramlási sebességgel. A vetemedés mértéke a későbbi növekedési folyamat során gyengül, ami megfelel a 4(d) ábrán látható 0. szerkezet kristálynövekedésének elején az anyagáramlási sebesség változásának. Az 1. szerkezetben a PG hatására a kristályhatárfelület nem mutat vetemedést. Ezenkívül a PG az 1. szerkezet növekedési sebességét is jelentősen alacsonyabbra csökkenti a 0. szerkezetéhez képest. Az 1. szerkezet kristályának középső vastagsága 100 óra elteltével mindössze 68%-a a 0. szerkezet vastagságának.
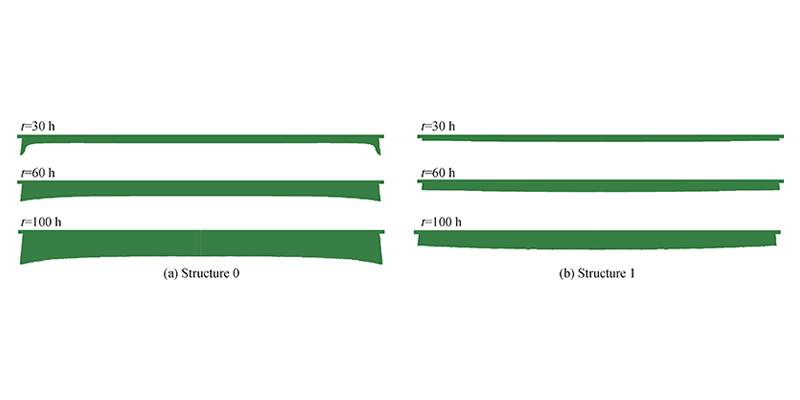
7. ábra A 0. és 1. szerkezetű kristályok határfelületi változásai 30, 60 és 100 óra elteltével
A kristálynövekedést a numerikus szimuláció folyamatfeltételei között végeztük. A 0. és 1. szerkezet által növesztett kristályokat a 8(a) és 8(b) ábra mutatja. A 0. szerkezet kristálya konkáv határfelületet mutat, a középső területen hullámokkal és a szélén fázisátalakulással. A felületi konvexitás a gázfázisú anyagok transzportjának bizonyos fokú inhomogenitását jelenti, és a fázisátalakulás előfordulása az alacsony C/Si aránynak felel meg. Az 1. szerkezet által növesztett kristály határfelülete enyhén konvex, nem található fázisátalakulás, és a vastagsága a PG nélküli kristály 65%-a. Általánosságban elmondható, hogy a kristálynövekedési eredmények megfelelnek a szimulációs eredményeknek, az 1. szerkezet kristályhatárán nagyobb radiális hőmérsékletkülönbséggel a szélén a gyors növekedés visszaszorul, és az anyagáramlási sebesség is lassabb. Az általános trend összhangban van a numerikus szimuláció eredményeivel.
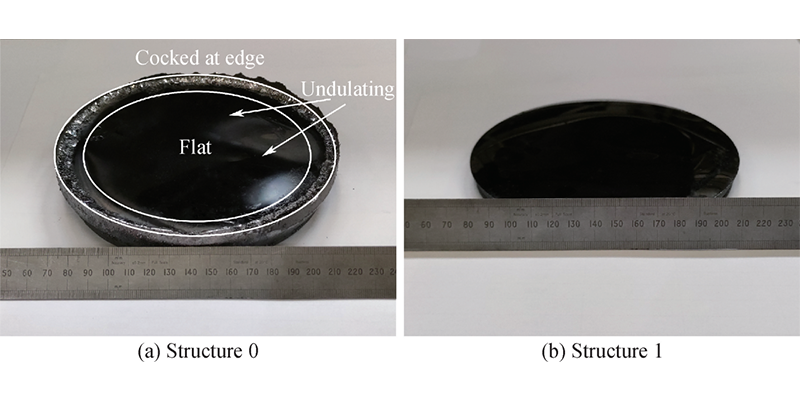
8. ábra A 0. és 1. szerkezet alatt növesztett SiC kristályok
Következtetés
A PG elősegíti a nyersanyag-felület teljes hőmérsékletének javulását, valamint az axiális és radiális hőmérséklet-egyenletesség javulását, elősegítve a nyersanyag teljes szublimációját és hasznosulását; a felső és alsó hőmérsékletkülönbség növekszik, és a vetőkristály felületének radiális gradiense megnő, ami segít fenntartani a konvex határfelület növekedését. A tömegátadás szempontjából a PG bevezetése csökkenti a teljes tömegátadási sebességet, a PG-t tartalmazó növekedési kamrában az anyagáramlási sebesség kevésbé változik az idő múlásával, és a teljes növekedési folyamat stabilabb. Ugyanakkor a PG hatékonyan gátolja a túlzott perem-tömegátadás előfordulását is. Ezenkívül a PG növeli a növekedési környezet C/Si arányát is, különösen a vetőkristály határfelületének elülső szélén, ami segít csökkenteni a fázisváltozás előfordulását a növekedési folyamat során. Ugyanakkor a PG hőszigetelő hatása bizonyos mértékig csökkenti az átkristályosodás előfordulását a nyersanyag felső részében. A kristálynövekedés szempontjából a PG lelassítja a kristálynövekedési sebességet, de a növekedési határfelület konvexebb. Ezért a PG hatékony eszköz a SiC kristályok növekedési környezetének javítására és a kristályminőség optimalizálására.
Közzététel ideje: 2024. június 18.