Oversigt over Carbon-Carbon Composite Materialer
Kulstof/kulstof (C/C) kompositmaterialeer et kulfiberforstærket kompositmateriale med en række fremragende egenskaber såsom høj styrke og modul, let vægtfylde, lille termisk udvidelseskoefficient, korrosionsbestandighed, termisk stødbestandighed, god friktionsmodstand og god kemisk stabilitet. Det er en ny type kompositmateriale med ultrahøj temperatur.
C/C kompositmaterialeer et fremragende termisk struktur-funktionelt integreret ingeniørmateriale. Ligesom andre højtydende kompositmaterialer er det en kompositstruktur sammensat af en fiberforstærket fase og en basisfase. Forskellen er, at både den forstærkede fase og grundfasen er sammensat af rent kulstof med særlige egenskaber.
Kulstof/kulstof kompositmaterialerer hovedsageligt lavet af kulfilt, kulstofdug, kulfiber som forstærkning og dampaflejret kulstof som matrix, men det har kun ét element, som er kulstof. For at øge densiteten bliver det kulstof, der dannes ved forkulning, imprægneret med kulstof eller imprægneret med harpiks (eller asfalt), det vil sige, kulstof/kulstof-kompositmaterialer er lavet af tre kulstofmaterialer.

Fremstillingsproces af kulstof-kulstof kompositmaterialer
1) Valg af kulfiber
Udvælgelsen af kulfiberbundter og det strukturelle design af fiberstoffer er grundlaget for fremstillingenC/C komposit. De mekaniske egenskaber og termofysiske egenskaber af C/C-kompositter kan bestemmes ved rationelt at vælge fibertyper og stofvævningsparametre, såsom garnbundts arrangementsorientering, garnbundtafstand, garnbundts volumenindhold osv.
2) Klargøring af kulfiber præform
Kulfiberpræform refererer til et emne, der formes til den nødvendige strukturelle form af fiberen i henhold til produktformen og ydeevnekravene for at udføre fortætningsprocessen. Der er tre hovedforarbejdningsmetoder for præformede strukturelle dele: blød vævning, hård vævning og blød og hård blandet vævning. De vigtigste væveprocesser er: tørt garnvævning, præ-imprægneret stanggruppearrangement, finvævningspunktur, fibervikling og tredimensionel multi-retningsbestemt samlet vævning. På nuværende tidspunkt er den vigtigste væveproces, der anvendes i C-kompositmaterialer, tredimensionel overordnet flervejsvævning. Under vævningsprocessen er alle vævede fibre arrangeret i en bestemt retning. Hver fiber er forskudt i en bestemt vinkel langs sin egen retning og sammenvævet med hinanden for at danne et stof. Dets karakteristika er, at det kan danne et tredimensionelt multi-retningsbestemt samlet stof, som effektivt kan kontrollere volumenindholdet af fibre i hver retning af C/C-kompositmaterialet, således at C/C-kompositmaterialet kan udøve rimelige mekaniske egenskaber i alle retninger.
3) C/C-fortætningsproces
Graden og effektiviteten af fortætning påvirkes hovedsageligt af stofstrukturen og procesparametrene for basismaterialet. De anvendte procesmetoder omfatter imprægneringskarbonisering, kemisk dampaflejring (CVD), kemisk dampinfiltration (CVI), kemisk væskeaflejring, pyrolyse og andre metoder. Der er to hovedtyper af procesmetoder: imprægneringskarboniseringsproces og kemisk dampinfiltrationsproces.
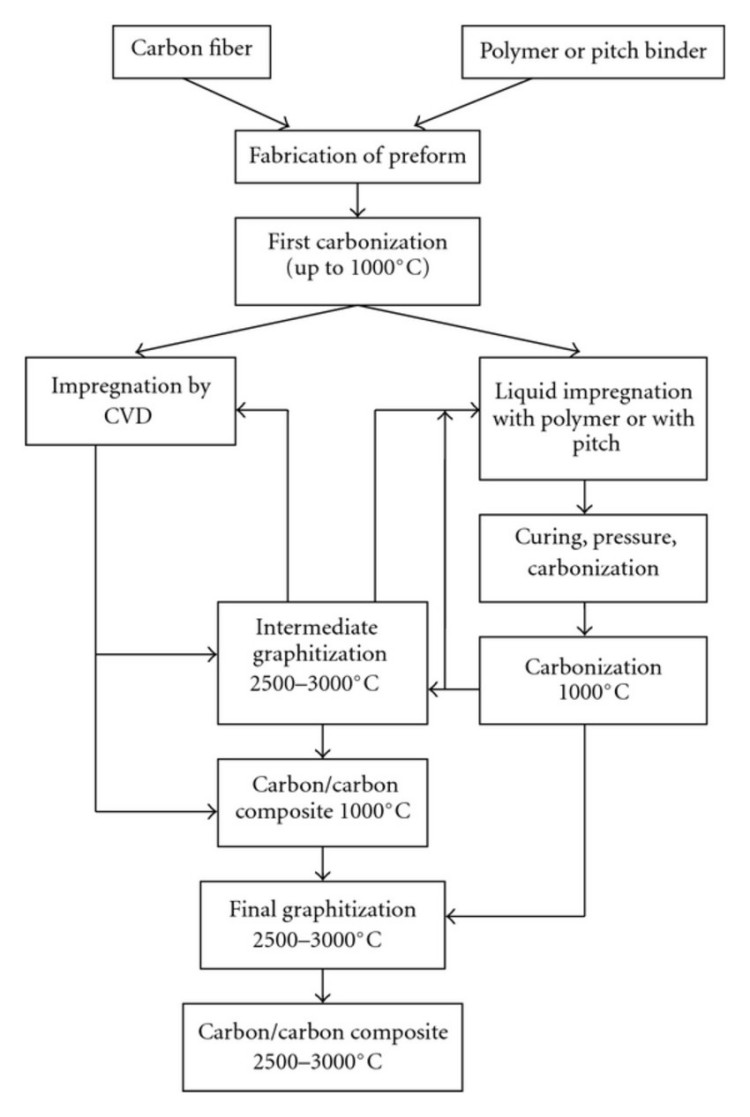
Væskefase imprægnering-karbonisering
Væskefaseimprægneringsmetoden er relativt enkel i udstyr og har bred anvendelighed, så væskefaseimprægneringsmetoden er en vigtig metode til fremstilling af C/C-kompositmaterialer. Det er at nedsænke præformen lavet af kulfiber i det flydende imprægneringsmiddel og få imprægneringsmidlet til at trænge fuldstændigt ind i præformens hulrum ved tryk, og derefter gennem en række processer såsom hærdning, karbonisering og grafitisering, endelig opnåC/C kompositmaterialer. Dens ulempe er, at det kræver gentagne imprægnerings- og karboniseringscyklusser for at opnå tæthedskravene. Sammensætningen og strukturen af imprægneringsmidlet i væskefase-imprægneringsmetoden er meget vigtig. Det påvirker ikke kun fortætningseffektiviteten, men påvirker også produktets mekaniske og fysiske egenskaber. Forbedring af karboniseringsudbyttet af imprægneringsmidlet og reduktion af imprægneringsmidlets viskositet har altid været et af de vigtigste spørgsmål, der skal løses ved fremstillingen af C/C-kompositmaterialer ved væskefaseimprægneringsmetoden. Imprægneringsmidlets høje viskositet og lave carboniseringsudbytte er en af de vigtige årsager til de høje omkostninger ved C/C-kompositmaterialer. Forbedring af imprægneringsmidlets ydeevne kan ikke kun forbedre produktionseffektiviteten af C/C-kompositmaterialer og reducere deres omkostninger, men også forbedre de forskellige egenskaber af C/C-kompositmaterialer. Antioxidationsbehandling af C/C kompositmaterialer Kulfiber begynder at oxidere ved 360°C i luften. Grafitfibre er lidt bedre end kulfiber, og dens oxidationstemperatur begynder at oxidere ved 420°C. Oxidationstemperaturen af C/C kompositmaterialer er omkring 450°C. C/C-kompositmaterialer er meget nemme at oxidere i en højtemperaturoxidativ atmosfære, og oxidationshastigheden stiger hurtigt med temperaturstigningen. Hvis der ikke er nogen anti-oxidationsforanstaltninger, vil langvarig brug af C/C-kompositmaterialer i et oxidativt miljø med høje temperaturer uundgåeligt forårsage katastrofale konsekvenser. Derfor er antioxidationsbehandlingen af C/C-kompositmaterialer blevet en uundværlig del af fremstillingsprocessen. Fra antioxidationsteknologiens perspektiv kan den opdeles i intern antioxidationsteknologi og antioxidationsbelægningsteknologi.
Kemisk dampfase
Kemisk dampaflejring (CVD eller CVI) er at afsætte kulstof direkte i emnets porer for at opnå formålet med at fylde porerne og øge densiteten. Det aflejrede kulstof er let at grafitisere og har god fysisk kompatibilitet med fiberen. Det vil ikke krympe under re-karbonisering som imprægneringsmetoden, og de fysiske og mekaniske egenskaber af denne metode er bedre. Men under CVD-processen, hvis kulstof aflejres på overfladen af emnet, vil det forhindre gassen i at diffundere ind i de indre porer. Det kulstof, der er aflejret på overfladen, skal fjernes mekanisk, og derefter skal der udføres en ny runde af deponering. For tykke produkter har CVD-metoden også visse vanskeligheder, og cyklussen af denne metode er også meget lang.

Posttid: 31. december 2024