1. Polovodiče třetí generace
Technologie polovodičů první generace byla vyvinuta na základě polovodičových materiálů, jako jsou Si a Ge. Je materiálovým základem pro vývoj tranzistorů a technologie integrovaných obvodů. Polovodičové materiály první generace položily základy elektronického průmyslu ve 20. století a jsou základními materiály pro technologii integrovaných obvodů.
Mezi polovodičové materiály druhé generace patří především arsenid galia, fosfid india, arsenid galia, arsenid india, arsenid hliníku a jejich ternární sloučeniny. Polovodičové materiály druhé generace jsou základem optoelektronického informačního průmyslu. Na tomto základě byla vyvinuta související odvětví, jako je osvětlení, displeje, lasery a fotovoltaika. Jsou široce používány v moderním průmyslu informačních technologií a optoelektronických displejů.
Mezi reprezentativní materiály polovodičových materiálů třetí generace patří nitrid galia a karbid křemíku. Díky široké šířce zakázaného pásu, vysoké rychlosti driftu elektronové saturace, vysoké tepelné vodivosti a vysoké intenzitě průrazného pole jsou ideálními materiály pro výrobu elektronických zařízení s vysokou hustotou výkonu, vysokou frekvencí a nízkými ztrátami. Mezi nimi mají výkonová zařízení z karbidu křemíku výhody vysoké hustoty energie, nízké spotřeby energie a malých rozměrů a mají široké uplatnění v nových energetických vozidlech, fotovoltaice, železniční dopravě, velkých datech a dalších oblastech. VF zařízení z nitridu galia mají výhody vysoké frekvence, vysokého výkonu, široké šířky pásma, nízké spotřeby energie a malých rozměrů a mají široké uplatnění v 5G komunikaci, internetu věcí, vojenském radaru a dalších oblastech. Kromě toho se výkonová zařízení na bázi nitridu galia široce používají v oblasti nízkého napětí. Kromě toho se v posledních letech očekává, že nově vznikající materiály z oxidu galia budou tvořit technickou komplementaritu se stávajícími technologiemi SiC a GaN a budou mít potenciální uplatnění v oblasti nízkého a vysokého napětí.
Ve srovnání s polovodičovými materiály druhé generace mají polovodičové materiály třetí generace širší šířku zakázaného pásma (šířka zakázaného pásma Si, typického materiálu polovodičového materiálu první generace, je asi 1,1 eV, šířka zakázaného pásma GaAs, typického materiálu polovodičového materiálu druhé generace, je asi 1,42 eV a šířka zakázaného pásma GaN, typického materiálu polovodičového materiálu třetí generace, je nad 2,3 eV), silnější radiační odolnost, silnější odolnost proti průrazu elektrickým polem a vyšší teplotní odolnost. Polovodičové materiály třetí generace s širší šířkou zakázaného pásma jsou obzvláště vhodné pro výrobu radiačně odolných, vysokofrekvenčních, výkonných a vysoce integračních elektronických zařízení. Jejich aplikace v mikrovlnných rádiofrekvenčních zařízeních, LED diodách, laserech, výkonových zařízeních a dalších oblastech přitahují velkou pozornost a vykazují široké rozvojové perspektivy v mobilní komunikaci, inteligentních sítích, železniční dopravě, vozidlech s novou energií, spotřební elektronice a zařízeních s ultrafialovým a modrozeleným světlem [1].
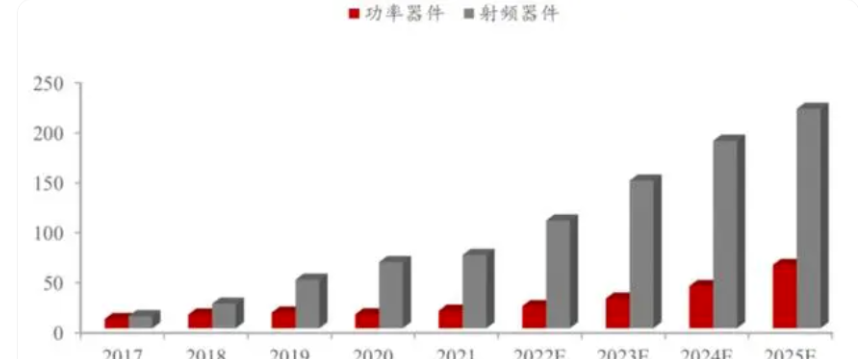
Zdroj obrázku: CASA, Výzkumný ústav cenných papírů Zheshang
Obrázek 1 Časová osa a prognóza výkonových zařízení GaN
Struktura a vlastnosti materiálu II GaN
GaN je polovodič s přímým zakázaným pásmem. Šířka zakázaného pásu wurtzitové struktury při pokojové teplotě je přibližně 3,26 eV. Materiály GaN mají tři hlavní krystalové struktury, a to wurtzitovou strukturu, sfaleritovou strukturu a strukturu kamenné soli. Mezi nimi je wurtzitová struktura nejstabilnější krystalovou strukturou. Obrázek 2 je diagram hexagonální wurtzitové struktury GaN. Wurtzitová struktura materiálu GaN patří k hexagonální hustě uspořádané struktuře. Každá jednotková buňka má 12 atomů, včetně 6 atomů N a 6 atomů Ga. Každý atom Ga (N) tvoří vazbu se 4 nejbližšími atomy N (Ga) a je uspořádán v pořadí ABABAB… podél směru [0001] [2].
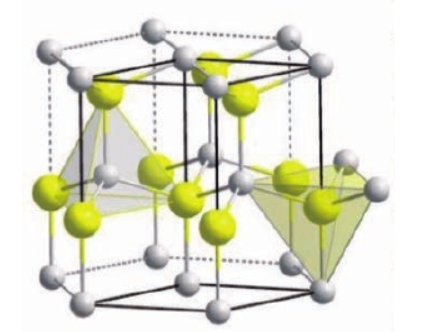
Obrázek 2 Schéma krystalové buňky GaN s wurtzitovou strukturou
III Běžně používané substráty pro epitaxi GaN
Zdá se, že homogenní epitaxe na substrátech GaN je pro epitaxi GaN nejlepší volbou. Vzhledem k velké vazebné energii GaN je však při dosažení bodu tání 2500 °C odpovídající rozkladný tlak přibližně 4,5 GPa. Pokud je rozkladný tlak nižší než tento tlak, GaN se netaví, ale rozkládá se přímo. To činí vyspělé technologie přípravy substrátů, jako je Czochralského metoda, nevhodnými pro přípravu monokrystalických substrátů GaN, což substráty GaN činí obtížně hromadně vyráběnými a nákladnými. Substráty běžně používané pro epitaxní růst GaN jsou proto hlavně Si, SiC, safír atd. [3].

Graf 3 GaN a parametry běžně používaných substrátových materiálů
GaN epitaxe na safíru
Safír má stabilní chemické vlastnosti, je levný a má vysokou vyspělost pro velkovýrobu. Proto se stal jedním z prvních a nejrozšířenějších substrátových materiálů v polovodičovém inženýrství. Jako jeden z běžně používaných substrátů pro epitaxi GaN jsou hlavními problémy, které je třeba u safírových substrátů řešit, tyto:
✔ Vzhledem k velké mřížkové neshodě mezi safírem (Al2O3) a GaN (asi 15 %) je hustota defektů na rozhraní mezi epitaxní vrstvou a substrátem velmi vysoká. Aby se snížily její nepříznivé účinky, musí být substrát před zahájením epitaxního procesu podroben komplexní předúpravě. Před růstem epitaxe GaN na safírových substrátech musí být povrch substrátu nejprve důkladně vyčištěn, aby se odstranily nečistoty, zbytkové leštění atd. a aby se vytvořily stupně a stupňovité povrchové struktury. Poté se povrch substrátu nitriduje, aby se změnily smáčecí vlastnosti epitaxní vrstvy. Nakonec je třeba na povrch substrátu nanést tenkou tlumicí vrstvu AlN (obvykle o tloušťce 10–100 nm) a žíhat při nízké teplotě, aby se připravila na finální epitaxní růst. I přesto je hustota dislokací v epitaxních vrstvách GaN vypěstovaných na safírových substrátech stále vyšší než u homoepitaxních vrstev (kolem 1010 cm-2, ve srovnání s v podstatě nulovou hustotou dislokací v homoepitaxních vrstvách křemíku nebo homoepitaxních vrstvách arsenidu galia, neboli mezi 102 a 104 cm-2). Vyšší hustota defektů snižuje mobilitu nosičů náboje, čímž zkracuje životnost minoritních nosičů náboje a snižuje tepelnou vodivost, což vše snižuje výkon zařízení [4];
✔ Koeficient tepelné roztažnosti safíru je větší než u GaN, takže během procesu ochlazování z depoziční teploty na pokojovou teplotu vzniká v epitaxní vrstvě biaxiální tlakové napětí. U silnějších epitaxních filmů může toto napětí způsobit praskání filmu nebo dokonce substrátu;
✔ Ve srovnání s jinými substráty je tepelná vodivost safírových substrátů nižší (přibližně 0,25 W*cm-1*K-1 při 100 ℃) a odvod tepla je nízký;
✔ Vzhledem ke své nízké vodivosti nejsou safírové substráty vhodné pro integraci a použití s jinými polovodičovými součástkami.
Přestože je hustota defektů epitaxních vrstev GaN nanesených na safírových substrátech vysoká, nezdá se, že by významně snižovala optoelektronický výkon modrozelených LED diod na bázi GaN, takže safírové substráty jsou stále běžně používanými substráty pro LED diody na bázi GaN.
S rozvojem stále nových aplikací GaN zařízení, jako jsou lasery nebo jiná zařízení s vysokou hustotou výkonu, se inherentní vady safírových substrátů stávají stále větším omezením jejich použití. Kromě toho s rozvojem technologie růstu SiC substrátů, snižováním nákladů a vyspělostí technologie epitaxního růstu GaN na Si substrátech, výzkum růstu GaN epitaxních vrstev na safírových substrátech postupně ukazuje ochlazující trend.
GaN epitaxe na SiC
Ve srovnání se safírem mají substráty SiC (krystaly 4H a 6H) menší mřížkovou neshodu s epitaxními vrstvami GaN (3,1 %, ekvivalent epitaxních filmů orientovaných [0001]), vyšší tepelnou vodivost (přibližně 3,8 W*cm-1*K-1) atd. Kromě toho vodivost substrátů SiC také umožňuje vytváření elektrických kontaktů na zadní straně substrátu, což pomáhá zjednodušit strukturu součástky. Existence těchto výhod přitahuje stále více výzkumníků k práci na epitaxi GaN na substrátech karbidu křemíku.
Práce přímo na substrátech SiC, aby se zabránilo růstu epivrstev GaN, však čelí také řadě nevýhod, včetně následujících:
✔ Drsnost povrchu substrátů SiC je mnohem vyšší než u safírových substrátů (drsnost safíru 0,1 nm RMS, drsnost SiC 1 nm RMS), substráty SiC mají vysokou tvrdost a špatný zpracovatelský výkon a tato drsnost a zbytkové poškození leštěním jsou také jedním ze zdrojů defektů v epilacích GaN.
✔ Hustota šroubových dislokací v substrátech SiC je vysoká (hustota dislokací 10³-10⁴ cm⁻²), šroubové dislokace se mohou šířit do epilace GaN a snižovat výkon zařízení;
✔ Uspořádání atomů na povrchu substrátu indukuje tvorbu vrstvených chyb (BSF) v epilayer GaN. U epitaxního GaN na substrátech SiC existuje více možných uspořádání atomů na substrátu, což má za následek nekonzistentní počáteční uspořádání atomů v epitaxní vrstvě GaN na něm, která je náchylná k vrstvením chyb. Vrstvené chyby (SF) zavádějí vestavěná elektrická pole podél osy c, což vede k problémům, jako je únik z rovinných separačních zařízení nosičů náboje;
✔ Koeficient tepelné roztažnosti substrátu SiC je menší než u AlN a GaN, což způsobuje akumulaci tepelného napětí mezi epitaxní vrstvou a substrátem během procesu chlazení. Waltereit a Brand na základě výsledků svého výzkumu předpověděli, že tento problém lze zmírnit nebo vyřešit pěstováním epitaxních vrstev GaN na tenkých, koherentně napjatých nukleačních vrstvách AlN;
✔ Problém špatné smáčivosti atomů Ga. Při růstu epitaxních vrstev GaN přímo na povrchu SiC je GaN kvůli špatné smáčivosti mezi oběma atomy náchylný k růstu 3D ostrůvků na povrchu substrátu. Zavedení tlumicí vrstvy je nejčastěji používaným řešením pro zlepšení kvality epitaxních materiálů v epitaxi GaN. Zavedení tlumicí vrstvy AlN nebo AlxGa1-xN může účinně zlepšit smáčivost povrchu SiC a způsobit růst epitaxní vrstvy GaN ve dvou rozměrech. Kromě toho může také regulovat napětí a zabránit šíření defektů substrátu do epitaxe GaN;
✔ Technologie přípravy substrátů SiC je nezralá, cena substrátu je vysoká a existuje málo dodavatelů a omezená nabídka.
Výzkum Torrese a kol. ukazuje, že leptání substrátu SiC pomocí H2 při vysoké teplotě (1600 °C) před epitaxí může na povrchu substrátu vytvořit uspořádanější stupňovitou strukturu, čímž se získá kvalitnější epitaxní film AlN než při jeho přímém pěstování na původním povrchu substrátu. Výzkum Xie a jeho týmu také ukazuje, že předúprava substrátu z karbidu křemíku leptáním může významně zlepšit morfologii povrchu a krystalickou kvalitu epitaxní vrstvy GaN. Smith a kol. zjistili, že dislokace způsobené vlákny pocházející z rozhraní substrát/tlumicí vrstva a tlumicí vrstva/epitaxní vrstva souvisí s plochostí substrátu [5].
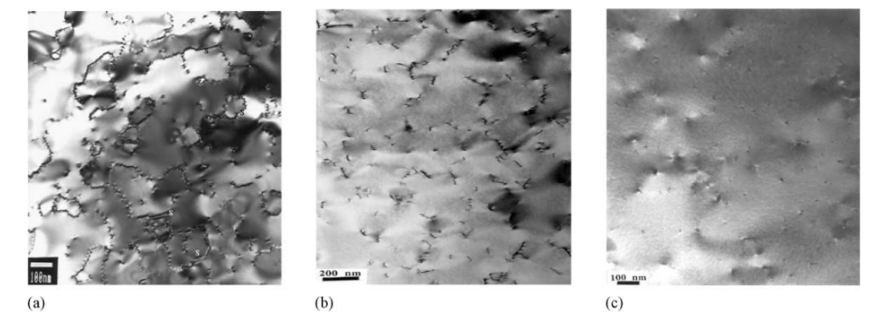
Obrázek 4 TEM morfologie vzorků epitaxní vrstvy GaN pěstovaných na substrátu 6H-SiC (0001) za různých podmínek povrchové úpravy (a) chemické čištění; (b) chemické čištění + ošetření vodíkovou plazmou; (c) chemické čištění + ošetření vodíkovou plazmou + tepelné ošetření vodíkem při 1300 ℃ po dobu 30 minut
GaN epitaxe na Si
Ve srovnání s karbidem křemíku, safírem a dalšími substráty je proces přípravy křemíkových substrátů vyspělý a dokáže stabilně poskytovat vyzrálé substráty velkých rozměrů s vysokou cenou. Zároveň má dobrou tepelnou a elektrickou vodivost a proces výroby elektronických součástek z křemíku je vyzrálý. Možnost perfektní integrace optoelektronických GaN součástek s elektronickými součástkami z křemíku v budoucnu také činí růst GaN epitaxe na křemíku velmi atraktivním.
Vzhledem k velkému rozdílu v mřížkových konstantách mezi Si substrátem a materiálem GaN je však heterogenní epitaxe GaN na Si substrátu typickou epitaxí s velkým nesouladem a musí také čelit řadě problémů:
✔ Problém s energií na povrchovém rozhraní. Když GaN roste na Si substrátu, povrch Si substrátu bude nejprve nitridován za vzniku amorfní vrstvy nitridu křemíku, která nevede k nukleaci a růstu GaN s vysokou hustotou. Kromě toho se povrch Si nejprve dostane do kontaktu s Ga, což způsobí korozi povrchu Si substrátu. Při vysokých teplotách bude rozklad Si povrchu difundovat do epitaxní vrstvy GaN a vytvářet černé křemíkové skvrny.
✔ Nesoulad mřížkových konstant mezi GaN a Si je velký (~17 %), což vede k tvorbě dislokací s vysokou hustotou závitů a výrazně snižuje kvalitu epitaxní vrstvy;
✔ Ve srovnání s Si má GaN větší koeficient tepelné roztažnosti (koeficient tepelné roztažnosti GaN je přibližně 5,6 × 10⁻⁶ K⁻¹, koeficient tepelné roztažnosti Si je přibližně 2,6 × 10⁻⁶ K⁻¹) a během ochlazování epitaxní teploty na pokojovou teplotu se v epitaxní vrstvě GaN mohou vytvářet trhliny;
✔ Si reaguje s NH3 za vysokých teplot za vzniku polykrystalického SiNx. AlN nemůže na polykrystalickém SiNx vytvořit preferenčně orientované jádro, což vede k neuspořádané orientaci následně rostoucí vrstvy GaN a vysokému počtu defektů, což má za následek špatnou krystalickou kvalitu epitaxní vrstvy GaN a dokonce i obtíže s vytvořením monokrystalické epitaxní vrstvy GaN [6].
Aby se vyřešil problém velkého mřížkového nesouladu, vědci se snažili zavést materiály jako AlAs, GaAs, AlN, GaN, ZnO a SiC jako nárazníkové vrstvy na křemíkových substrátech. Aby se zabránilo tvorbě polykrystalického SiNx a snížily se jeho nepříznivé účinky na krystalickou kvalitu materiálů GaN/AlN/Si (111), je obvykle nutné před epitaxním růstem nárazníkové vrstvy AlN na určitou dobu zavést TMAli, aby se zabránilo reakci NH3 s exponovaným povrchem Si za vzniku SiNx. Kromě toho lze ke zlepšení kvality epitaxní vrstvy použít epitaxní technologie, jako je technologie vzorovaných substrátů. Vývoj těchto technologií pomáhá inhibovat tvorbu SiNx na epitaxním rozhraní, podporuje dvourozměrný růst epitaxní vrstvy GaN a zlepšuje kvalitu růstu epitaxní vrstvy. Kromě toho se zavádí nárazníková vrstva AlN pro kompenzaci tahového napětí způsobeného rozdílem v koeficientech tepelné roztažnosti, aby se zabránilo prasklinám v epitaxní vrstvě GaN na křemíkovém substrátu. Krostův výzkum ukazuje, že existuje pozitivní korelace mezi tloušťkou AlN nárazníkové vrstvy a snížením napětí. Když tloušťka nárazníkové vrstvy dosáhne 12 nm, lze na křemíkovém substrátu vhodným růstovým schématem vypěstovat epitaxní vrstvu silnější než 6 μm bez jejího praskání.
Po dlouhodobém úsilí výzkumníků se výrazně zlepšila kvalita epitaxních vrstev GaN pěstovaných na křemíkových substrátech a zařízení, jako jsou tranzistory s efektem pole, Schottkyho bariérové ultrafialové detektory, modrozelené LED diody a ultrafialové lasery, dosáhla významného pokroku.
Stručně řečeno, vzhledem k tomu, že běžně používané epitaxní substráty GaN jsou heterogenní epitaxe, všechny čelí společným problémům, jako je nesoulad mřížky a velké rozdíly v koeficientech tepelné roztažnosti v různé míře. Homogenní epitaxní substráty GaN jsou omezeny vyspělostí technologie a tyto substráty dosud nebyly masově vyráběny. Výrobní náklady jsou vysoké, velikost substrátu je malá a kvalita substrátu není ideální. Vývoj nových epitaxních substrátů GaN a zlepšení epitaxní kvality jsou stále jedním z důležitých faktorů omezujících další rozvoj epitaxního průmyslu GaN.
IV. Běžné metody pro epitaxi GaN
MOCVD (chemická depozice z plynné fáze)
Zdá se, že homogenní epitaxe na GaN substrátech je pro GaN epitaxe nejlepší volbou. Vzhledem k tomu, že prekurzory chemické depozice z plynné fáze jsou trimethylgallium a amoniak a nosným plynem je vodík, je typická teplota růstu MOCVD přibližně 1000–1100 °C a rychlost růstu MOCVD je přibližně několik mikronů za hodinu. Dokáže vytvářet strmé rozhraní na atomární úrovni, což je velmi vhodné pro růst heteropřechodů, kvantových jám, supermřížek a dalších struktur. Jeho rychlá rychlost růstu, dobrá uniformita a vhodnost pro růst velkých ploch a více kusů se často používají v průmyslové výrobě.
MBE (molekulární paprsková epitaxe)
V molekulární epitaxi svazkem se Ga používá jako elementární zdroj a aktivní dusík se získává z dusíku pomocí RF plazmatu. Ve srovnání s metodou MOCVD je teplota růstu MBE přibližně o 350–400 °C nižší. Nižší teplota růstu umožňuje zabránit určitému znečištění, které může být způsobeno vysokými teplotami prostředí. Systém MBE pracuje v ultravysokém vakuu, což mu umožňuje integrovat více metod detekce in situ. Zároveň jeho rychlost růstu a produkční kapacita nelze srovnávat s MOCVD a je více používán ve vědeckém výzkumu [7].
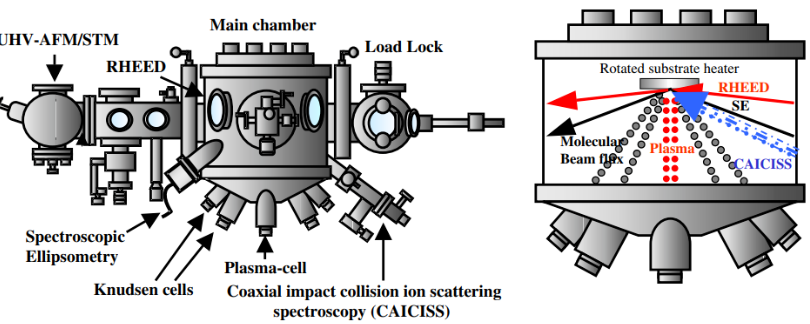
Obrázek 5 (a) Schéma Eiko-MBE (b) Schéma hlavní reakční komory MBE
Metoda HVPE (epitaxe z plynné fáze hydridů)
Prekurzory metody epitaxe v plynné fázi hydridů jsou GaCl3 a NH3. Detchprohm a kol. použili tuto metodu k vytvoření epitaxní vrstvy GaN o tloušťce stovek mikronů na povrchu safírového substrátu. V jejich experimentu byla mezi safírovým substrátem a epitaxní vrstvou vytvořena vrstva ZnO jako nárazníková vrstva a epitaxní vrstva byla z povrchu substrátu odloupnuta. Ve srovnání s MOCVD a MBE je hlavním rysem metody HVPE vysoká rychlost růstu, která je vhodná pro výrobu silných vrstev a sypkých materiálů. Pokud však tloušťka epitaxní vrstvy přesáhne 20 μm, je epitaxní vrstva vytvořená touto metodou náchylná k praskání.
Společnost Akira USUI představila technologii vzorovaných substrátů založenou na této metodě. Nejprve na safírovém substrátu vypěstovali tenkou 1–1,5 μm silnou epitaxní vrstvu GaN pomocí metody MOCVD. Epitaxní vrstva se skládala z 20 nm silné vyrovnávací vrstvy GaN vypěstované za nízkých teplot a vrstvy GaN vypěstované za vysokých teplot. Poté byla při 430 °C na povrch epitaxní vrstvy nanesena vrstva SiO2 a na film SiO2 byly pomocí fotolitografie vytvořeny okenní proužky. Rozteč proužků byla 7 μm a šířka masky se pohybovala od 1 μm do 4 μm. Po tomto vylepšení získali epitaxní vrstvu GaN na safírovém substrátu o průměru 2 palce, která byla bez trhlin a hladká jako zrcadlo, a to i při zvětšení tloušťky na desítky nebo dokonce stovky mikronů. Hustota defektů se snížila z 109–1010 cm⁻² tradiční metody HVPE na přibližně 6×107 cm⁻². V experimentu také poukázali na to, že když rychlost růstu překročí 75 μm/h, povrch vzorku se stane drsným [8].
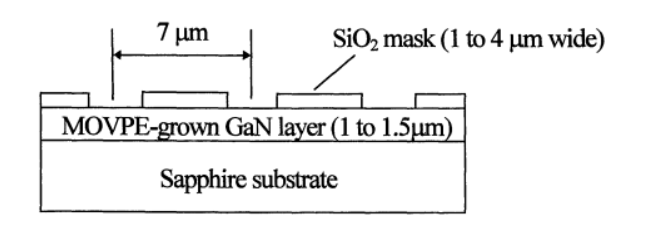
Obrázek 6 Grafické schéma substrátu
V. Shrnutí a výhled
Materiály GaN se začaly objevovat v roce 2014, kdy modrá LED dioda získala Nobelovu cenu za fyziku, a vstoupily do veřejné oblasti aplikací rychlého nabíjení v oblasti spotřební elektroniky. Ve skutečnosti se tiše objevily i aplikace ve výkonových zesilovačích a RF zařízeních používaných v základnových stanicích 5G, které většina lidí nevidí. V posledních letech se očekává, že průlom v automobilových napájecích zařízeních na bázi GaN otevře nové body růstu pro trh s aplikacemi materiálů GaN.
Obrovská poptávka na trhu jistě podpoří rozvoj odvětví a technologií souvisejících s GaN. S rozvojem a zdokonalováním průmyslového řetězce souvisejícího s GaN se problémy, kterým čelí současná epitaxní technologie GaN, nakonec zlepší nebo překonají. V budoucnu lidé jistě vyvinou další nové epitaxní technologie a další vynikající možnosti substrátů. Do té doby si lidé budou moci vybrat nejvhodnější externí výzkumnou technologii a substrát pro různé aplikační scénáře v souladu s charakteristikami aplikačních scénářů a vyrábět nejkonkurenceschopnější produkty na míru.
Čas zveřejnění: 28. června 2024