Преглед на въглерод-въглеродни композитни материали
Карбон/въглерод (C/C) композитен материале подсилен с въглеродни влакна композитен материал със серия от отлични свойства като висока якост и модул, леко специфично тегло, малък коефициент на топлинно разширение, устойчивост на корозия, устойчивост на термичен удар, добра устойчивост на триене и добра химическа стабилност. Това е нов тип ултрависокотемпературен композитен материал.
C/C композитен материале отличен интегриран инженерен материал с термична структура и функционалност. Подобно на други високоефективни композитни материали, това е композитна структура, съставена от фаза, подсилена с влакна, и основна фаза. Разликата е, че както подсилената фаза, така и основната фаза са съставени от чист въглерод със специални свойства.
Карбон/въглеродни композитни материалиса направени главно от въглероден филц, въглеродна тъкан, въглеродни влакна като армировка и въглерод, отложен от пара като матрица, но има само един елемент, който е въглерод. За да се увеличи плътността, въглеродът, генериран от карбонизацията, се импрегнира с въглерод или се импрегнира със смола (или асфалт), т.е. композитните материали въглерод/въглерод са направени от три въглеродни материала.

Производствен процес на въглерод-въглеродни композитни материали
1) Избор на въглеродни влакна
Изборът на снопове от въглеродни влакна и структурният дизайн на тъканите от влакна са основата за производствоC/C композит. Механичните свойства и термофизичните свойства на C/C композитите могат да бъдат определени чрез рационален избор на видове влакна и параметри на тъкане, като ориентация на подреждането на снопа прежда, разстояние на сноп прежда, обемно съдържание на сноп прежда и др.
2) Подготовка на заготовка от въглеродни влакна
Заготовката от въглеродни влакна се отнася до заготовка, която е оформена в необходимата структурна форма на влакното в съответствие с формата на продукта и изискванията за производителност, за да се извърши процеса на уплътняване. Има три основни метода за обработка на предварително формовани структурни части: меко тъкане, твърдо тъкане и меко и твърдо смесено тъкане. Основните процеси на тъкане са: тъкане на суха прежда, предварително импрегнирана групова подредба на пръти, пробиване на фино тъкане, навиване на влакна и триизмерно многопосочно цялостно тъкане. Понастоящем основният процес на тъкане, използван в C композитните материали, е триизмерно цялостно многопосочно тъкане. По време на процеса на тъкане всички тъкани влакна се подреждат в определена посока. Всяко влакно е изместено под определен ъгъл в собствената си посока и се преплита едно с друго, за да образува тъкан. Неговата характеристика е, че може да образува триизмерна многопосочна цялостна тъкан, която може ефективно да контролира обемното съдържание на влакна във всяка посока на C/C композитния материал, така че C/C композитният материал да може да упражнява разумни механични свойства във всички посоки.
3) C/C процес на уплътняване
Степента и ефективността на уплътняване се влияят главно от структурата на тъканта и параметрите на процеса на основния материал. Методите, използвани в момента, включват импрегнираща карбонизация, химическо отлагане на пари (CVD), химическа инфилтрация на пари (CVI), химическо течно отлагане, пиролиза и други методи. Има два основни вида методи на обработка: процес на импрегниране на карбонизация и процес на химическа инфилтрация на пари.
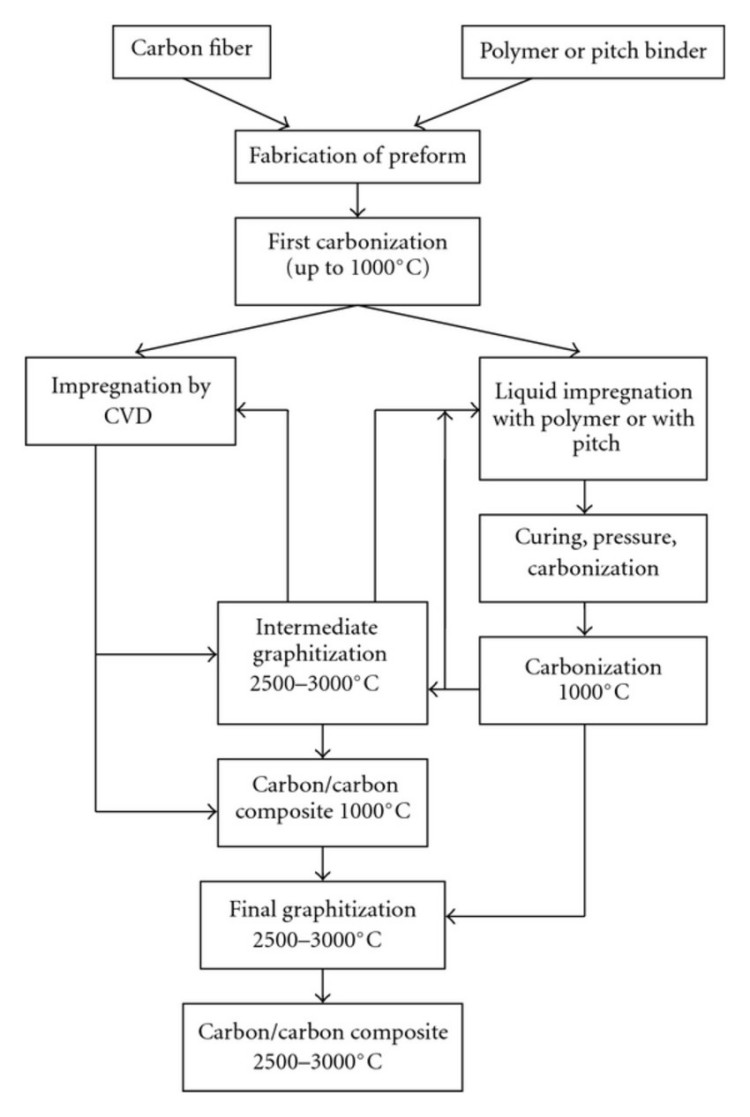
Течнофазна импрегнация-карбонизация
Методът на импрегниране в течна фаза е сравнително прост в оборудването и има широка приложимост, така че методът на импрегниране в течна фаза е важен метод за приготвяне на C/C композитни материали. Това е да се потопи заготовката, изработена от въглеродни влакна, в течния импрегнант и да се накара импрегнантът да проникне напълно в кухините на заготовката чрез херметизиране и след това чрез серия от процеси като втвърдяване, карбонизация и графитизация, накрая да се получиC/C композитни материали. Неговият недостатък е, че са необходими многократни цикли на импрегниране и карбонизация, за да се постигнат изискванията за плътност. Съставът и структурата на импрегнанта при метода на импрегниране в течна фаза са много важни. Това не само влияе върху ефективността на уплътняване, но също така влияе върху механичните и физичните свойства на продукта. Подобряването на добива на карбонизация на импрегнанта и намаляването на вискозитета на импрегнанта винаги са били един от ключовите проблеми, които трябва да бъдат решени при подготовката на C/C композитни материали чрез метода на импрегниране в течна фаза. Високият вискозитет и ниският добив на карбонизация на импрегнанта са една от важните причини за високата цена на C/C композитните материали. Подобряването на производителността на импрегнанта може не само да подобри ефективността на производството на C/C композитни материали и да намали тяхната цена, но също така да подобри различните свойства на C/C композитните материали. Антиокислителна обработка на C/C композитни материали Въглеродните влакна започват да се окисляват при 360°C във въздуха. Графитното влакно е малко по-добро от въглеродното влакно и неговата температура на окисляване започва да се окислява при 420°C. Температурата на окисление на C/C композитните материали е около 450°C. C/C композитните материали са много лесни за окисляване във високотемпературна окислителна атмосфера и скоростта на окисление нараства бързо с повишаване на температурата. Ако няма антиокислителни мерки, дългосрочната употреба на C/C композитни материали във високотемпературна окислителна среда неизбежно ще доведе до катастрофални последици. Поради това антиокислителната обработка на C/C композитни материали се е превърнала в незаменима част от процеса на получаване. От гледна точка на антиокислителната технология, тя може да бъде разделена на вътрешна антиокислителна технология и технология за антиокислително покритие.
Химическа парна фаза
Химичното отлагане на пари (CVD или CVI) представлява отлагане на въглерод директно в порите на заготовката, за да се постигне целта за запълване на порите и увеличаване на плътността. Отложеният въглерод е лесен за графитизиране и има добра физическа съвместимост с влакното. Той няма да се свие по време на повторна карбонизация като метода на импрегниране, а физичните и механичните свойства на този метод са по-добри. Въпреки това, по време на CVD процеса, ако въглеродът се отложи върху повърхността на заготовката, това ще попречи на газа да дифундира във вътрешните пори. Въглеродът, отложен на повърхността, трябва да бъде отстранен механично и след това трябва да се извърши нов цикъл на отлагане. За дебели продукти методът CVD също има определени трудности и цикълът на този метод също е много дълъг.

Време на публикуване: 31 декември 2024 г