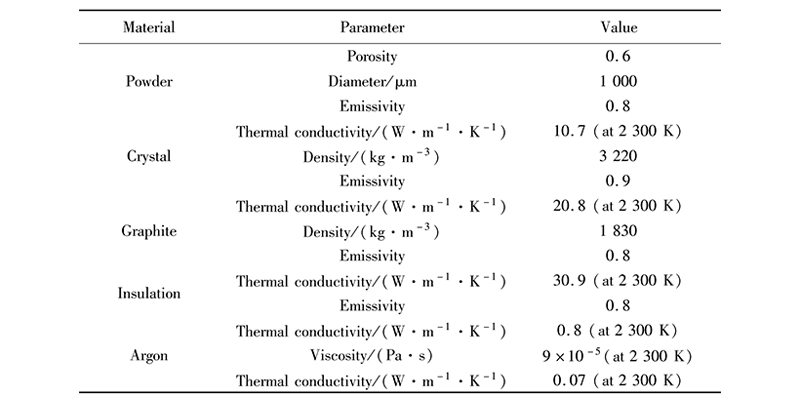
आधारभूत प्रक्रियाSiCLanguageक्रिस्टल वृद्धिलाई उच्च तापक्रममा कच्चा पदार्थको उदात्तीकरण र विघटन, तापक्रम ढाँचाको कार्य अन्तर्गत ग्यास चरण पदार्थहरूको ढुवानी, र बीउ क्रिस्टलमा ग्यास चरण पदार्थहरूको पुन: क्रिस्टलाइजेसन वृद्धिमा विभाजन गरिएको छ। यसको आधारमा, क्रुसिबलको भित्री भागलाई तीन भागमा विभाजन गरिएको छ: कच्चा पदार्थ क्षेत्र, वृद्धि कक्ष र बीउ क्रिस्टल। वास्तविक प्रतिरोधकको आधारमा संख्यात्मक सिमुलेशन मोडेल कोरिएको थियो।SiCLanguageएकल क्रिस्टल वृद्धि उपकरण (चित्र १ हेर्नुहोस्)। गणनामा: तलको भागक्रुसिबलसाइड हीटरको तलबाट ९० मिमी टाढा छ, क्रुसिबलको माथिल्लो तापक्रम २१०० ℃ छ, कच्चा पदार्थको कण व्यास १००० μm छ, पोरोसिटी ०.६ छ, वृद्धि चाप ३०० Pa छ, र वृद्धि समय १०० घण्टा छ। PG मोटाई ५ मिमी छ, व्यास क्रुसिबलको भित्री व्यास बराबर छ, र यो कच्चा पदार्थभन्दा ३० मिमी माथि अवस्थित छ। गणनामा कच्चा पदार्थ क्षेत्रको उदात्तीकरण, कार्बनाइजेशन, र पुन: स्थापना प्रक्रियाहरूलाई विचार गरिन्छ, र PG र ग्यास चरण पदार्थहरू बीचको प्रतिक्रियालाई विचार गरिँदैन। गणना-सम्बन्धित भौतिक गुण प्यारामिटरहरू तालिका १ मा देखाइएको छ।
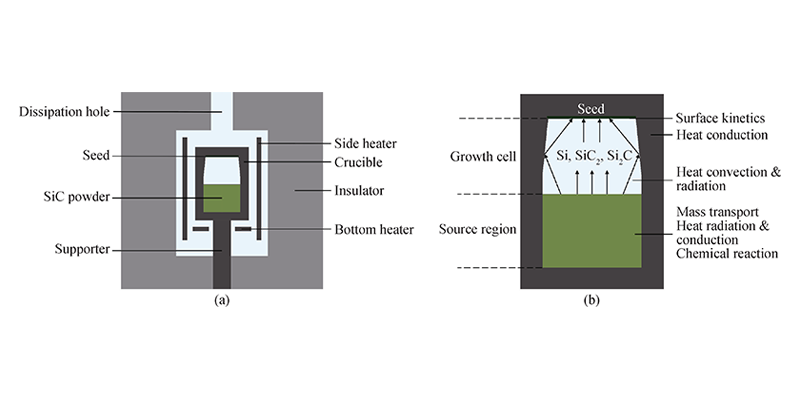
चित्र १ सिमुलेशन गणना मोडेल। (क) क्रिस्टल वृद्धि सिमुलेशनको लागि थर्मल फिल्ड मोडेल; (ख) क्रुसिबलको आन्तरिक क्षेत्रको विभाजन र सम्बन्धित भौतिक समस्याहरू
तालिका १ गणनामा प्रयोग गरिएका केही भौतिक प्यारामिटरहरू
चित्र २(a) ले देखाउँछ कि PG-युक्त संरचना (संरचना १ को रूपमा संकेत गरिएको) को तापक्रम PG मुनिको PG-मुक्त संरचना (संरचना ० को रूपमा संकेत गरिएको) भन्दा बढी छ, र PG माथिको संरचना ० को भन्दा कम छ। समग्र तापक्रम ढाँचा बढ्छ, र PG ले ताप-इन्सुलेट गर्ने एजेन्टको रूपमा काम गर्छ। चित्र २(b) र २(c) अनुसार, कच्चा पदार्थ क्षेत्रमा संरचना १ को अक्षीय र रेडियल तापक्रम ढाँचाहरू सानो छन्, तापक्रम वितरण बढी एकरूप छ, र सामग्रीको उदात्तीकरण बढी पूर्ण छ। कच्चा पदार्थ क्षेत्रको विपरीत, चित्र २(c) ले देखाउँछ कि संरचना १ को बीउ क्रिस्टलमा रेडियल तापक्रम ढाँचा ठूलो छ, जुन विभिन्न ताप स्थानान्तरण मोडहरूको फरक अनुपातको कारणले हुन सक्छ, जसले क्रिस्टललाई उत्तल इन्टरफेसको साथ बढ्न मद्दत गर्दछ। चित्र २(d) मा, क्रुसिबलमा विभिन्न स्थानहरूमा तापक्रमले वृद्धि बढ्दै जाँदा बढ्दो प्रवृत्ति देखाउँछ, तर संरचना ० र संरचना १ बीचको तापक्रम भिन्नता कच्चा पदार्थ क्षेत्रमा बिस्तारै घट्दै जान्छ र वृद्धि कक्षमा बिस्तारै बढ्दै जान्छ।
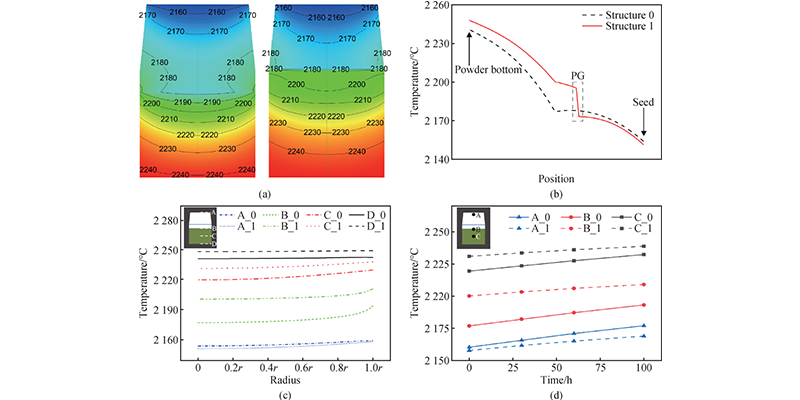 चित्र २ क्रुसिबलमा तापक्रम वितरण र परिवर्तनहरू। (क) संरचना ० (बायाँ) र संरचना १ (दायाँ) को क्रुसिबल भित्रको तापक्रम वितरण ० घण्टामा, एकाइ: ℃; (ख) संरचना ० र संरचना १ को क्रुसिबलको केन्द्र रेखामा कच्चा पदार्थको तलबाट बीउ क्रिस्टलसम्म ० घण्टामा तापक्रम वितरण; (ग) बीउ क्रिस्टल सतह (A) र कच्चा पदार्थको सतह (B), मध्य (C) र तल (D) मा ० घण्टामा केन्द्रबाट क्रुसिबलको किनारसम्म तापक्रम वितरण, तेर्सो अक्ष r भनेको A को लागि बीउ क्रिस्टल त्रिज्या हो, र B~D को लागि कच्चा पदार्थ क्षेत्र त्रिज्या हो; (घ) संरचना ० र संरचना १ को वृद्धि कक्षको माथिल्लो भाग (A), कच्चा पदार्थको सतह (B) र मध्य (C) को केन्द्रमा ०, ३०, ६०, र १०० घण्टामा तापक्रम परिवर्तन हुन्छ।
चित्र २ क्रुसिबलमा तापक्रम वितरण र परिवर्तनहरू। (क) संरचना ० (बायाँ) र संरचना १ (दायाँ) को क्रुसिबल भित्रको तापक्रम वितरण ० घण्टामा, एकाइ: ℃; (ख) संरचना ० र संरचना १ को क्रुसिबलको केन्द्र रेखामा कच्चा पदार्थको तलबाट बीउ क्रिस्टलसम्म ० घण्टामा तापक्रम वितरण; (ग) बीउ क्रिस्टल सतह (A) र कच्चा पदार्थको सतह (B), मध्य (C) र तल (D) मा ० घण्टामा केन्द्रबाट क्रुसिबलको किनारसम्म तापक्रम वितरण, तेर्सो अक्ष r भनेको A को लागि बीउ क्रिस्टल त्रिज्या हो, र B~D को लागि कच्चा पदार्थ क्षेत्र त्रिज्या हो; (घ) संरचना ० र संरचना १ को वृद्धि कक्षको माथिल्लो भाग (A), कच्चा पदार्थको सतह (B) र मध्य (C) को केन्द्रमा ०, ३०, ६०, र १०० घण्टामा तापक्रम परिवर्तन हुन्छ।
चित्र ३ ले संरचना ० र संरचना १ को क्रुसिबलमा फरक-फरक समयमा सामग्रीको ढुवानी देखाउँछ। कच्चा पदार्थ क्षेत्र र वृद्धि कक्षमा ग्यास चरण सामग्री प्रवाह दर स्थिति बढ्दै जाँदा बढ्छ, र वृद्धि बढ्दै जाँदा सामग्रीको ढुवानी कमजोर हुन्छ। चित्र ३ ले यो पनि देखाउँछ कि सिमुलेशन अवस्थाहरूमा, कच्चा पदार्थ पहिले क्रुसिबलको छेउको भित्तामा र त्यसपछि क्रुसिबलको तल्लो भागमा ग्राफिटाइज हुन्छ। थप रूपमा, कच्चा पदार्थको सतहमा पुन: क्रिस्टलाइजेसन हुन्छ र वृद्धि बढ्दै जाँदा यो बिस्तारै बाक्लो हुँदै जान्छ। चित्र ४(क) र ४(ख) ले देखाउँछ कि कच्चा पदार्थ भित्र सामग्री प्रवाह दर वृद्धि बढ्दै जाँदा घट्छ, र १०० घण्टामा सामग्री प्रवाह दर प्रारम्भिक क्षणको लगभग ५०% हुन्छ; यद्यपि, कच्चा पदार्थको ग्राफिटाइजेशनको कारणले किनारामा प्रवाह दर अपेक्षाकृत ठूलो हुन्छ, र किनारामा प्रवाह दर १०० घण्टामा मध्य क्षेत्रमा प्रवाह दरको १० गुणा बढी हुन्छ; यसको अतिरिक्त, संरचना १ मा PG को प्रभावले संरचना १ को कच्चा पदार्थ क्षेत्रमा सामग्री प्रवाह दरलाई संरचना ० भन्दा कम बनाउँछ। चित्र ४(c) मा, कच्चा पदार्थ क्षेत्र र वृद्धि कक्ष दुवैमा सामग्री प्रवाह वृद्धि हुँदै जाँदा बिस्तारै कमजोर हुँदै जान्छ, र कच्चा पदार्थ क्षेत्रमा सामग्री प्रवाह घट्दै जान्छ, जुन क्रुसिबलको किनारमा हावा प्रवाह च्यानल खोल्ने र माथि पुन: स्थापनाको अवरोधको कारणले हुन्छ; वृद्धि कक्षमा, संरचना ० को सामग्री प्रवाह दर प्रारम्भिक ३० घण्टामा द्रुत गतिमा घटेर १६% हुन्छ, र त्यसपछिको समयमा केवल ३% ले घट्छ, जबकि संरचना १ वृद्धि प्रक्रियाभरि अपेक्षाकृत स्थिर रहन्छ। त्यसकारण, PG ले वृद्धि कक्षमा सामग्री प्रवाह दर स्थिर गर्न मद्दत गर्दछ। चित्र ४(d) ले क्रिस्टल वृद्धि अगाडिको सामग्री प्रवाह दरको तुलना गर्दछ। सुरुवाती क्षण र १०० घण्टामा, संरचना ० को वृद्धि क्षेत्रमा सामग्री परिवहन संरचना १ भन्दा बलियो हुन्छ, तर संरचना ० को किनारामा सधैं उच्च प्रवाह दर क्षेत्र हुन्छ, जसले किनारामा अत्यधिक वृद्धि निम्त्याउँछ। संरचना १ मा PG को उपस्थितिले यो घटनालाई प्रभावकारी रूपमा दबाउँछ।
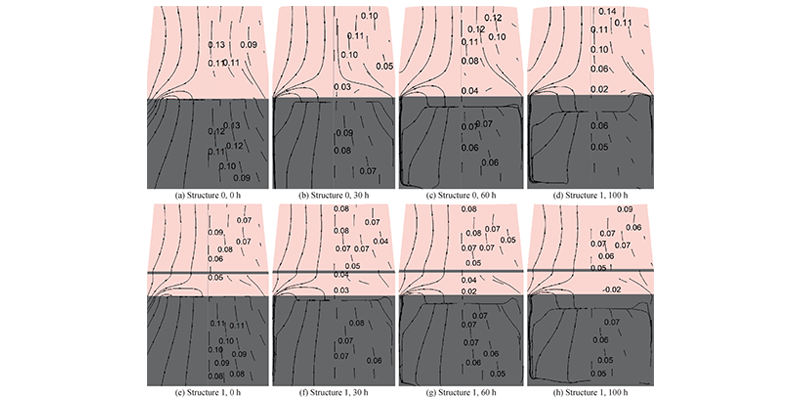
चित्र ३ क्रुसिबलमा सामग्री प्रवाह। संरचना ० र १ मा फरक समयमा ग्यास सामग्री परिवहनको सुव्यवस्थित (बायाँ) र वेग भेक्टरहरू (दायाँ), वेग भेक्टर एकाइ: m/s
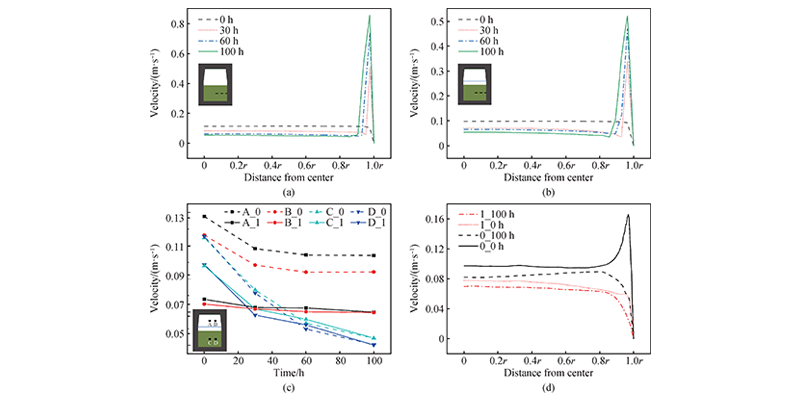
चित्र ४ सामग्री प्रवाह दरमा परिवर्तन। (क) संरचना ० को कच्चा पदार्थको बीचमा ०, ३०, ६० र १०० घण्टामा सामग्री प्रवाह दर वितरणमा परिवर्तन, r कच्चा पदार्थ क्षेत्रको त्रिज्या हो; (ख) संरचना १ को कच्चा पदार्थको बीचमा ०, ३०, ६० र १०० घण्टामा सामग्री प्रवाह दर वितरणमा परिवर्तन, r कच्चा पदार्थ क्षेत्रको त्रिज्या हो; (ग) समयसँगै वृद्धि कक्ष (A, B) भित्र र संरचना ० र १ को कच्चा पदार्थ (C, D) भित्र सामग्री प्रवाह दरमा परिवर्तन; (घ) संरचना ० र १०० घण्टामा संरचना ० र १ को बीज क्रिस्टल सतह नजिक सामग्री प्रवाह दर वितरण, r बीज क्रिस्टलको त्रिज्या हो।
C/Si ले SiC क्रिस्टल वृद्धिको क्रिस्टलीय स्थिरता र दोष घनत्वलाई असर गर्छ। चित्र ५(a) ले सुरुवाती क्षणमा दुई संरचनाहरूको C/Si अनुपात वितरणको तुलना गर्छ। C/Si अनुपात क्रुसिबलको तलबाट माथिसम्म बिस्तारै घट्दै जान्छ, र संरचना १ को C/Si अनुपात सधैं विभिन्न स्थानहरूमा संरचना ० भन्दा बढी हुन्छ। चित्र ५(b) र ५(c) ले देखाउँछन् कि C/Si अनुपात बिस्तारै वृद्धिसँगै बढ्छ, जुन वृद्धिको पछिल्लो चरणमा आन्तरिक तापक्रममा वृद्धि, कच्चा माल ग्राफिटाइजेसनको वृद्धि, र ग्रेफाइट क्रुसिबलसँग ग्यास चरणमा Si घटकहरूको प्रतिक्रियासँग सम्बन्धित छ। चित्र ५(d) मा, संरचना ० र संरचना १ को C/Si अनुपात PG (0, 25 मिमी) भन्दा धेरै फरक छ, तर PG (50 मिमी) माथि थोरै फरक छ, र क्रिस्टलको नजिक पुग्दा बिस्तारै भिन्नता बढ्दै जान्छ। सामान्यतया, संरचना १ को C/Si अनुपात उच्च छ, जसले क्रिस्टल रूपलाई स्थिर गर्न र चरण संक्रमणको सम्भावना कम गर्न मद्दत गर्दछ।
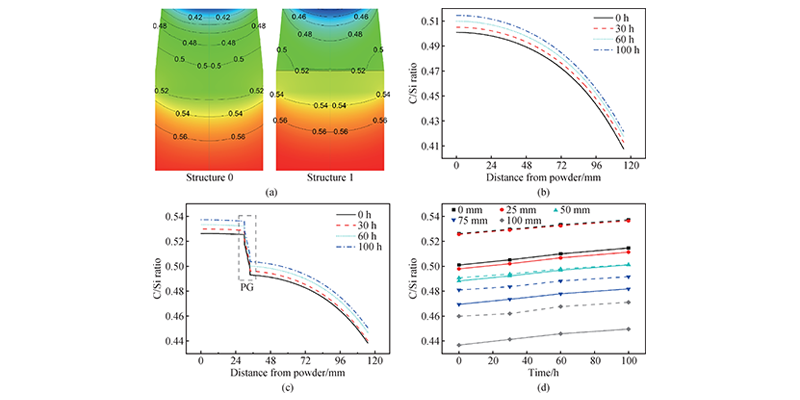
चित्र ५ C/Si अनुपातको वितरण र परिवर्तनहरू। (क) संरचना ० (बायाँ) र संरचना १ (दायाँ) को क्रुसिबलहरूमा ० घन्टामा C/Si अनुपात वितरण; (ख) संरचना ० को क्रुसिबलको केन्द्र रेखाबाट विभिन्न समयमा C/Si अनुपात (०, ३०, ६०, १०० घन्टा); (ग) संरचना १ को क्रुसिबलको केन्द्र रेखाबाट विभिन्न समयमा C/Si अनुपात (०, ३०, ६०, १०० घन्टा); (घ) संरचना ० (ठोस रेखा) र संरचना १ (ड्यास गरिएको रेखा) को क्रुसिबलको केन्द्र रेखाबाट विभिन्न समयमा C/Si अनुपातको तुलना (०, २५, ५०, ७५, १०० मिमी)।
चित्र ६ ले दुई संरचनाहरूको कच्चा पदार्थ क्षेत्रहरूको कण व्यास र छिद्रमा परिवर्तनहरू देखाउँछ। चित्रले देखाउँछ कि कच्चा पदार्थको व्यास घट्छ र क्रुसिबल भित्ता नजिकै छिद्र बढ्छ, र किनाराको छिद्र बढ्दै जान्छ र वृद्धि बढ्दै जाँदा कण व्यास घट्दै जान्छ। अधिकतम किनाराको छिद्र १०० घण्टामा लगभग ०.९९ हुन्छ, र न्यूनतम कण व्यास लगभग ३०० μm हुन्छ। पुन: क्रिस्टलाइजेसन अनुरूप कच्चा पदार्थको माथिल्लो सतहमा कण व्यास बढ्छ र छिद्र घट्छ। वृद्धि बढ्दै जाँदा पुन: क्रिस्टलाइजेसन क्षेत्रको मोटाई बढ्छ, र कण आकार र छिद्र परिवर्तन हुन जारी रहन्छ। अधिकतम कण व्यास १५०० μm भन्दा बढी पुग्छ, र न्यूनतम छिद्र ०.१३ हुन्छ। थप रूपमा, PG ले कच्चा पदार्थ क्षेत्रको तापक्रम बढाउँछ र ग्यास सुपरस्याचुरेशन सानो हुन्छ, संरचना १ को कच्चा पदार्थको माथिल्लो भागको पुन: क्रिस्टलाइजेसन मोटाई सानो हुन्छ, जसले कच्चा पदार्थको उपयोग दरमा सुधार गर्दछ।
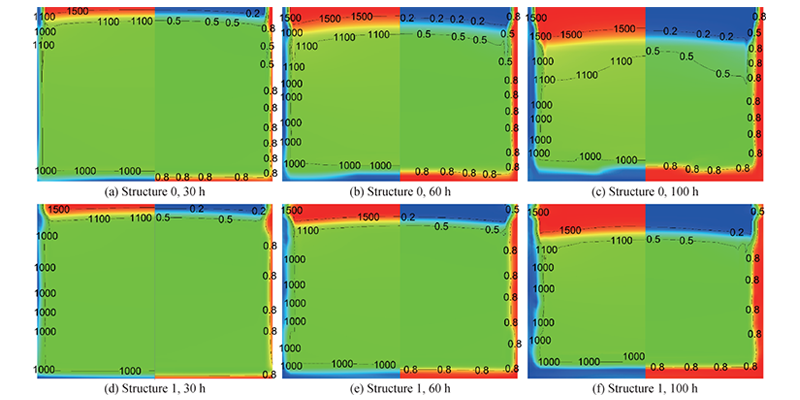 चित्र ६ विभिन्न समयमा संरचना ० र संरचना १ को कच्चा पदार्थ क्षेत्रको कण व्यास (बायाँ) र छिद्र (दायाँ) मा परिवर्तन, कण व्यास एकाइ: μm
चित्र ६ विभिन्न समयमा संरचना ० र संरचना १ को कच्चा पदार्थ क्षेत्रको कण व्यास (बायाँ) र छिद्र (दायाँ) मा परिवर्तन, कण व्यास एकाइ: μm
चित्र ७ ले देखाउँछ कि संरचना ० ले वृद्धिको सुरुमा वार्प गर्छ, जुन कच्चा पदार्थको किनाराको ग्राफिटाइजेसनको कारणले अत्यधिक सामग्री प्रवाह दरसँग सम्बन्धित हुन सक्छ। त्यसपछिको वृद्धि प्रक्रियाको क्रममा वार्पिङको डिग्री कमजोर हुन्छ, जुन चित्र ४ (d) मा संरचना ० को क्रिस्टल वृद्धिको अगाडिको सामग्री प्रवाह दरमा भएको परिवर्तनसँग मेल खान्छ। संरचना १ मा, PG को प्रभावको कारण, क्रिस्टल इन्टरफेसले वार्पिङ देखाउँदैन। थप रूपमा, PG ले संरचना १ को वृद्धि दरलाई संरचना ० को तुलनामा उल्लेखनीय रूपमा कम बनाउँछ। १०० घण्टा पछि संरचना १ को क्रिस्टलको केन्द्र मोटाई संरचना ० को मात्र ६८% हो।
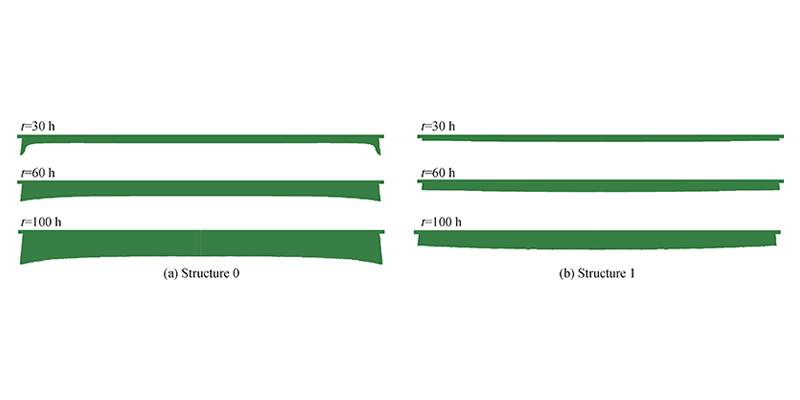
चित्र ७ ३०, ६०, र १०० घण्टामा संरचना ० र संरचना १ क्रिस्टलहरूको इन्टरफेस परिवर्तनहरू
क्रिस्टल वृद्धि संख्यात्मक सिमुलेशनको प्रक्रिया अवस्था अन्तर्गत गरिएको थियो। संरचना ० र संरचना १ द्वारा उब्जाइएका क्रिस्टलहरू क्रमशः चित्र ८(क) र चित्र ८(ख) मा देखाइएका छन्। संरचना ० को क्रिस्टलले केन्द्रीय क्षेत्रमा अण्डुलेशन र किनारामा चरण संक्रमणको साथ अवतल इन्टरफेस देखाउँछ। सतह उत्तलताले ग्यास-चरण सामग्रीहरूको ढुवानीमा एकरूपताको निश्चित डिग्री प्रतिनिधित्व गर्दछ, र चरण संक्रमणको घटना कम C/Si अनुपातसँग मेल खान्छ। संरचना १ द्वारा उब्जाइएको क्रिस्टलको इन्टरफेस थोरै उत्तल छ, कुनै चरण संक्रमण फेला पर्दैन, र मोटाई PG बिना क्रिस्टलको ६५% छ। सामान्यतया, क्रिस्टल वृद्धि परिणामहरू सिमुलेशन परिणामहरूसँग मेल खान्छ, संरचना १ को क्रिस्टल इन्टरफेसमा ठूलो रेडियल तापमान भिन्नताको साथ, किनारामा द्रुत वृद्धि दबाइन्छ, र समग्र सामग्री प्रवाह दर ढिलो हुन्छ। समग्र प्रवृत्ति संख्यात्मक सिमुलेशन परिणामहरूसँग मेल खान्छ।
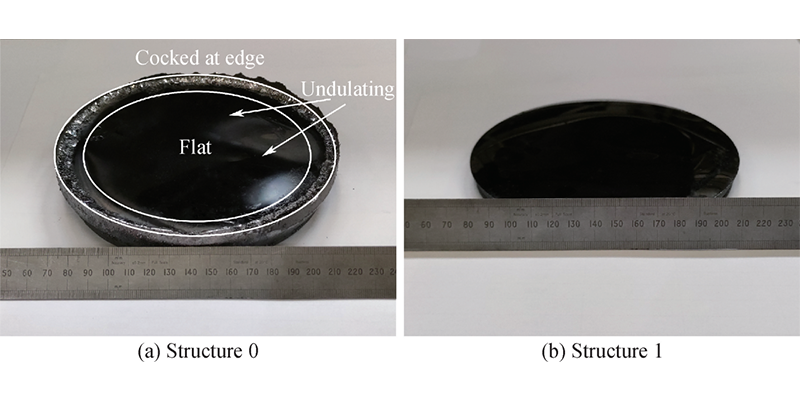
चित्र ८ संरचना ० र संरचना १ अन्तर्गत उब्जाइएको SiC क्रिस्टलहरू
निष्कर्ष
PG कच्चा पदार्थ क्षेत्रको समग्र तापक्रममा सुधार र अक्षीय र रेडियल तापमान एकरूपताको सुधारको लागि अनुकूल छ, कच्चा पदार्थको पूर्ण उदात्तीकरण र उपयोगलाई बढावा दिन्छ; माथिल्लो र तल्लो तापक्रम भिन्नता बढ्छ, र बीउ क्रिस्टल सतहको रेडियल ग्रेडियन्ट बढ्छ, जसले उत्तल इन्टरफेस वृद्धि कायम राख्न मद्दत गर्दछ। द्रव्यमान स्थानान्तरणको सन्दर्भमा, PG को परिचयले समग्र द्रव्यमान स्थानान्तरण दर घटाउँछ, PG भएको वृद्धि कक्षमा सामग्री प्रवाह दर समयसँगै कम परिवर्तन हुन्छ, र सम्पूर्ण वृद्धि प्रक्रिया बढी स्थिर हुन्छ। एकै समयमा, PG ले अत्यधिक किनारा द्रव्यमान स्थानान्तरणको घटनालाई पनि प्रभावकारी रूपमा रोक्छ। थप रूपमा, PG ले वृद्धि वातावरणको C/Si अनुपात पनि बढाउँछ, विशेष गरी बीउ क्रिस्टल इन्टरफेसको अगाडिको किनारामा, जसले वृद्धि प्रक्रियाको क्रममा चरण परिवर्तनको घटनालाई कम गर्न मद्दत गर्दछ। एकै समयमा, PG को थर्मल इन्सुलेशन प्रभावले कच्चा पदार्थको माथिल्लो भागमा पुन: क्रिस्टलाइजेसनको घटनालाई निश्चित हदसम्म कम गर्छ। क्रिस्टल वृद्धिको लागि, PG ले क्रिस्टल वृद्धि दरलाई ढिलो गर्छ, तर वृद्धि इन्टरफेस बढी उत्तल हुन्छ। त्यसकारण, PG SiC क्रिस्टलको वृद्धि वातावरण सुधार गर्न र क्रिस्टलको गुणस्तर अनुकूलन गर्न एक प्रभावकारी माध्यम हो।
पोस्ट समय: जुन-१८-२०२४