Anglies ir anglies kompozicinių medžiagų apžvalga
Anglies/anglies (C/C) kompozitinė medžiagayra anglies pluoštu sustiprinta kompozicinė medžiaga, turinti daugybę puikių savybių, tokių kaip didelis stiprumas ir modulis, lengvas savitasis svoris, mažas šiluminio plėtimosi koeficientas, atsparumas korozijai, atsparumas šiluminiam smūgiui, geras atsparumas trinčiai ir geras cheminis stabilumas. Tai naujo tipo itin aukštos temperatūros kompozitinė medžiaga.
C/C kompozitinė medžiagayra puiki šiluminės konstrukcijos funkcinė integruota inžinerinė medžiaga. Kaip ir kitos didelio našumo kompozitinės medžiagos, tai yra kompozicinė struktūra, sudaryta iš pluoštu sustiprintos fazės ir pagrindinės fazės. Skirtumas tas, kad ir sustiprinta fazė, ir pagrindinė fazė yra sudarytos iš grynos anglies, turinčios specialių savybių.
Anglies / anglies kompozicinės medžiagosdaugiausia pagaminti iš anglies veltinio, anglies audinio, anglies pluošto kaip sutvirtinimo ir garuose nusodintos anglies kaip matricos, tačiau jame yra tik vienas elementas, tai yra anglis. Siekiant padidinti tankį, karbonizacijos metu susidaranti anglis impregnuojama anglimi arba impregnuojama derva (arba asfaltu), tai yra, anglies/anglies kompozitinės medžiagos gaminamos iš trijų anglies medžiagų.

Anglies-anglies kompozicinių medžiagų gamybos procesas
1) Anglies pluošto pasirinkimas
Anglies pluošto ryšulių pasirinkimas ir pluoštinių audinių struktūrinis dizainas yra gamybos pagrindasC/C kompozitas. C/C kompozitų mechanines ir termofizines savybes galima nustatyti racionaliai parenkant pluošto tipus ir audinio audimo parametrus, tokius kaip siūlų pluošto išdėstymo orientacija, atstumas tarp siūlų pluoštų, siūlų pluošto tūrio kiekis ir kt.
2) Anglies pluošto ruošinio paruošimas
Anglies pluošto ruošinys reiškia ruošinį, kuris suformuojamas į reikiamą pluošto struktūrinę formą pagal gaminio formą ir eksploatacinius reikalavimus, kad būtų galima atlikti tankinimo procesą. Yra trys pagrindiniai iš anksto suformuotų konstrukcinių dalių apdorojimo būdai: minkštas audimas, kietasis audimas ir minkštas bei kietas mišrus audimas. Pagrindiniai audimo procesai yra: sausų verpalų pynimas, iš anksto impregnuotų strypų grupių išdėstymas, smulkaus audimo punkcija, pluošto vyniojimas ir trimatis daugiakryptis bendras audimas. Šiuo metu pagrindinis C kompozitinėse medžiagose naudojamas audimo procesas yra trimatis bendras daugiakryptis audimas. Audimo metu visi austi pluoštai yra išdėstyti tam tikra kryptimi. Kiekvienas pluoštas yra paslinktas tam tikru kampu pagal savo kryptį ir susipynęs vienas su kitu, kad susidarytų audinys. Jo charakteristika yra ta, kad ji gali sudaryti trimatį daugiakryptį bendrą audinį, kuris gali veiksmingai kontroliuoti pluoštų tūrį kiekviena C / C kompozicinės medžiagos kryptimi, kad C / C kompozicinė medžiaga galėtų turėti pagrįstas mechanines savybes. visomis kryptimis.
3) C/C tankinimo procesas
Tankinimo laipsniui ir efektyvumui daugiausia įtakos turi audinio struktūra ir pagrindinės medžiagos proceso parametrai. Šiuo metu naudojami proceso metodai apima impregnavimo karbonizaciją, cheminį nusodinimą garais (CVD), cheminį garų infiltraciją (CVI), cheminį skystąjį nusodinimą, pirolizę ir kitus metodus. Yra du pagrindiniai proceso metodų tipai: impregnavimo karbonizacijos procesas ir cheminio garų infiltravimo procesas.
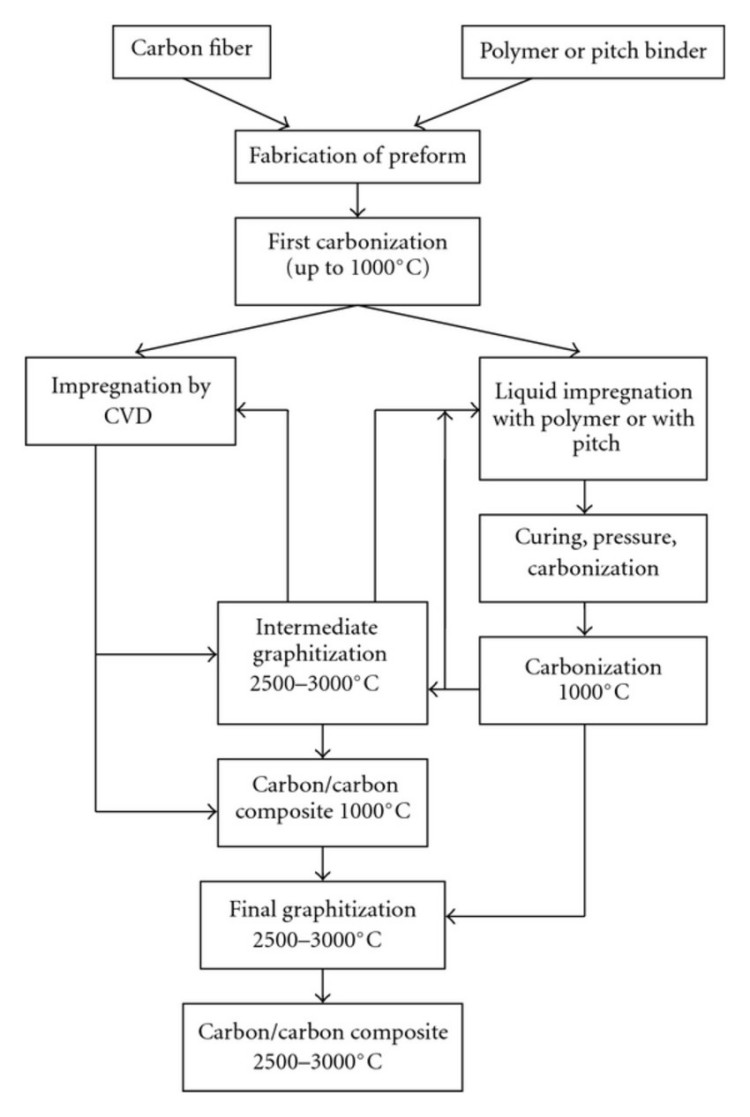
Skystos fazės impregnavimas-karbonizavimas
Skystos fazės impregnavimo metodas yra gana paprastas įrangoje ir plačiai pritaikomas, todėl skystosios fazės impregnavimo metodas yra svarbus C / C kompozicinių medžiagų paruošimo metodas. Iš anglies pluošto pagamintą ruošinį reikia panardinti į skystą impregnantą, kad impregnantas visiškai prasiskverbtų į ruošinio tuštumas, veikiant slėgiui, o po to per daugybę procesų, tokių kaip kietėjimas, karbonizavimas ir grafitinimas, galiausiai gaunama.C/C kompozicinės medžiagos. Jo trūkumas yra tas, kad norint pasiekti tankio reikalavimus, reikia pakartotinių impregnavimo ir karbonizavimo ciklų. Impregnanto sudėtis ir struktūra skystos fazės impregnavimo metodu yra labai svarbūs. Tai turi įtakos ne tik tankinimo efektyvumui, bet ir mechaninėms bei fizinėms produkto savybėms. Impregnanto karbonizacijos išeiga gerinimas ir impregnanto klampumo mažinimas visada buvo vienas iš pagrindinių klausimų, kuriuos reikia spręsti ruošiant C/C kompozitines medžiagas skystosios fazės impregnavimo metodu. Didelis impregnanto klampumas ir maža karbonizacijos išeiga yra viena iš svarbių priežasčių, lemiančių aukštą C/C kompozitinių medžiagų kainą. Impregnanto eksploatacinių savybių gerinimas gali ne tik pagerinti C/C kompozitinių medžiagų gamybos efektyvumą ir sumažinti jų savikainą, bet ir pagerinti įvairias C/C kompozitinių medžiagų savybes. C/C kompozitinių medžiagų apdorojimas antioksidaciniu būdu Anglies pluoštas ore pradeda oksiduotis 360°C temperatūroje. Grafito pluoštas yra šiek tiek geresnis nei anglies pluoštas, o jo oksidacijos temperatūra pradeda oksiduotis 420 ° C temperatūroje. C/C kompozitinių medžiagų oksidacijos temperatūra yra apie 450°C. C/C kompozitines medžiagas labai lengva oksiduoti aukštos temperatūros oksidacinėje atmosferoje, o oksidacijos greitis sparčiai didėja didėjant temperatūrai. Jei nebus antioksidacinių priemonių, ilgalaikis C/C kompozitinių medžiagų naudojimas aukštos temperatūros oksidacinėje aplinkoje neišvengiamai sukels katastrofiškų pasekmių. Todėl C/C kompozitinių medžiagų antioksidacinis apdorojimas tapo nepakeičiama jo paruošimo proceso dalimi. Antioksidacinės technologijos požiūriu ją galima suskirstyti į vidinę antioksidacinę technologiją ir antioksidacinės dangos technologiją.
Cheminė garų fazė
Cheminis nusodinimas iš garų (CVD arba CVI) – tai anglies nusodinimas tiesiai į ruošinio poras, siekiant užpildyti poras ir padidinti tankį. Nusėdusią anglį lengva grafitinti, ji gerai fiziškai suderinama su pluoštu. Karbonizacijos metu jis nesusitrauks, kaip impregnavimo metodas, o šio metodo fizinės ir mechaninės savybės yra geresnės. Tačiau CVD proceso metu, jei ant ruošinio paviršiaus nusėda anglis, tai neleis dujoms pasklisti į vidines poras. Ant paviršiaus nusėdusi anglis turi būti pašalinta mechaniškai, o tada atlikti naują nusodinimo etapą. Storiems gaminiams CVD metodas taip pat turi tam tikrų sunkumų, o šio metodo ciklas taip pat labai ilgas.

Paskelbimo laikas: 2024-12-31