Le dépôt de couches minces consiste à recouvrir le substrat principal du semi-conducteur d'une couche mince. Cette couche peut être composée de divers matériaux, tels que le dioxyde de silicium (un composé isolant), le polysilicium (un semi-conducteur) ou le cuivre (un métal). L'équipement utilisé pour ce dépôt est appelé équipement de dépôt de couches minces.
Du point de vue du processus de fabrication des puces semi-conductrices, il se situe dans la phase initiale du processus.

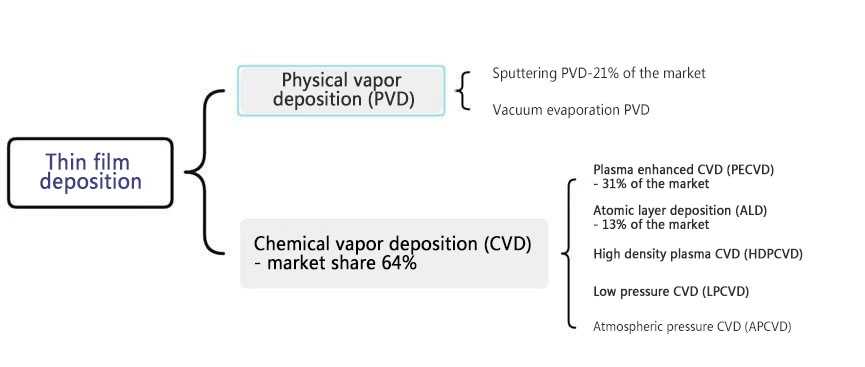
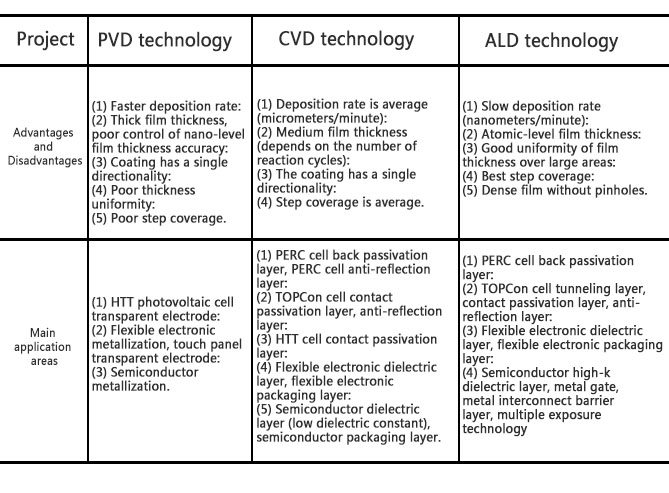
Le procédé de préparation des couches minces peut être divisé en deux catégories selon sa méthode de formation de film : le dépôt physique en phase vapeur (PVD) et le dépôt chimique en phase vapeur (CVD).(MCV), parmi lesquels les équipements de procédé CVD représentent une proportion plus importante.
Le dépôt physique en phase vapeur (PVD) fait référence à la vaporisation de la surface de la source de matériau et au dépôt sur la surface du substrat par un gaz/plasma à basse pression, y compris l'évaporation, la pulvérisation cathodique, le faisceau d'ions, etc. ;
dépôt chimique en phase vapeur (CVDLe terme « dépôt par pulvérisation cathodique » désigne le procédé de dépôt d'un film solide sur la surface d'une plaquette de silicium par réaction chimique d'un mélange gazeux. Selon les conditions de réaction (pression, précurseur), on distingue notamment le dépôt par pulvérisation cathodique à pression atmosphérique.CVD(APCVD), basse pressionCVD(LPCVD), CVD amélioré par plasma (PECVD), CVD plasma haute densité (HDPCVD) et dépôt de couches atomiques (ALD).
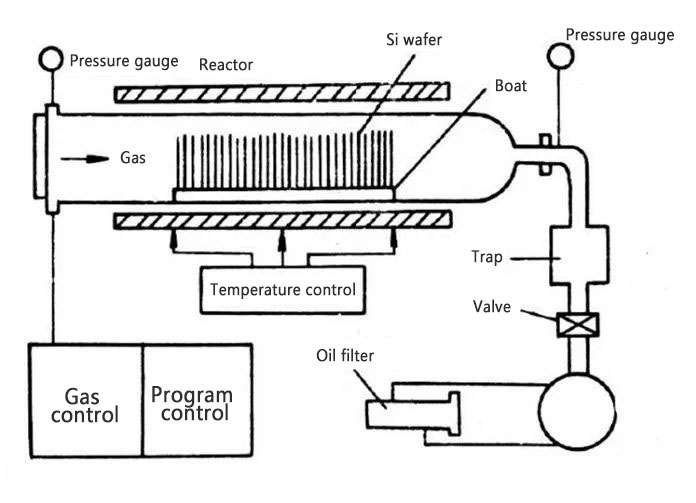
Dépôt chimique en phase vapeur à basse pression (LPCVD) : Le LPCVD offre une meilleure couverture des étapes, un contrôle précis de la composition et de la structure, une vitesse de dépôt et un rendement élevés, et réduit considérablement les émissions de particules polluantes. Le maintien de la réaction repose sur un système de chauffage ; le contrôle de la température et de la pression des gaz est donc crucial. Ce procédé est largement utilisé pour la fabrication de la couche polymère des cellules TopCon.
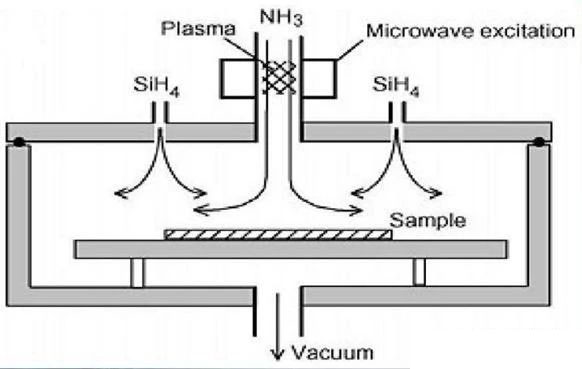
PECVD : Le procédé PECVD utilise le plasma généré par induction radiofréquence pour réaliser le dépôt de couches minces à basse température (inférieure à 450 °C). Ce dépôt à basse température constitue son principal avantage, permettant ainsi des économies d’énergie, une réduction des coûts, une augmentation de la capacité de production et une diminution de la dégradation de la durée de vie des porteurs minoritaires dans les plaquettes de silicium, dégradation causée par les hautes températures. Il peut être appliqué aux procédés de fabrication de diverses cellules photovoltaïques telles que PERC, TOPCON et HJT.
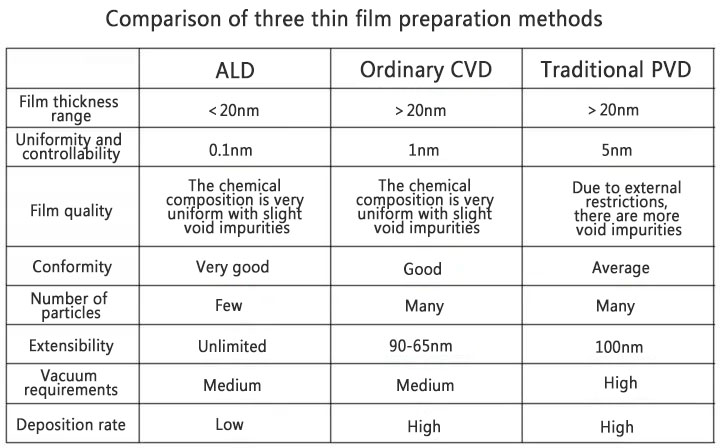
Dépôt de couches atomiques (ALD) : Ce procédé offre une bonne uniformité de film, une densité élevée et une absence de porosité, ainsi qu’une excellente couverture des marches. Il peut être mis en œuvre à basse température (de la température ambiante à 400 °C), permet un contrôle simple et précis de l’épaisseur du film, est largement applicable à des substrats de formes variées et ne nécessite pas de contrôle de l’uniformité du flux de réactifs. Son principal inconvénient réside dans sa lenteur de formation. On l’utilise notamment pour la fabrication de couches électroluminescentes à base de sulfure de zinc (ZnS) destinées à la production d’isolants nanostructurés (Al₂O₃/TiO₂) et d’écrans électroluminescents à couches minces (TFEL).
Le dépôt de couches atomiques (ALD) est un procédé de revêtement sous vide qui forme un film mince sur la surface d'un substrat, couche par couche, sous forme de monocouche atomique. Dès 1974, le physicien des matériaux finlandais Tuomo Suntola a développé cette technologie et a reçu le prix Millennium Technology Award, doté d'un million d'euros. Initialement utilisée pour les écrans électroluminescents plats, la technologie ALD n'a pas connu un grand succès. Ce n'est qu'au début du XXIe siècle qu'elle a commencé à être adoptée par l'industrie des semi-conducteurs. En fabriquant des matériaux ultra-minces à haute permittivité en remplacement de l'oxyde de silicium traditionnel, elle a permis de résoudre le problème des courants de fuite causés par la réduction de la largeur des pistes des transistors à effet de champ, contribuant ainsi à l'accélération de la loi de Moore et à la miniaturisation des composants. Tuomo Suntola a notamment affirmé que l'ALD pouvait augmenter considérablement la densité d'intégration des composants.
Les données publiques montrent que la technologie ALD a été inventée par le Dr Tuomo Suntola de PICOSUN en Finlande en 1974 et qu'elle a été industrialisée à l'étranger, notamment pour la fabrication des films diélectriques à haute permittivité des puces 45/32 nanomètres développées par Intel. En Chine, l'introduction de la technologie ALD a eu lieu plus de 30 ans après celle des autres pays. En octobre 2010, PICOSUN en Finlande et l'Université Fudan ont organisé la première rencontre d'échanges universitaires chinoise sur l'ALD, présentant ainsi cette technologie pour la première fois en Chine.
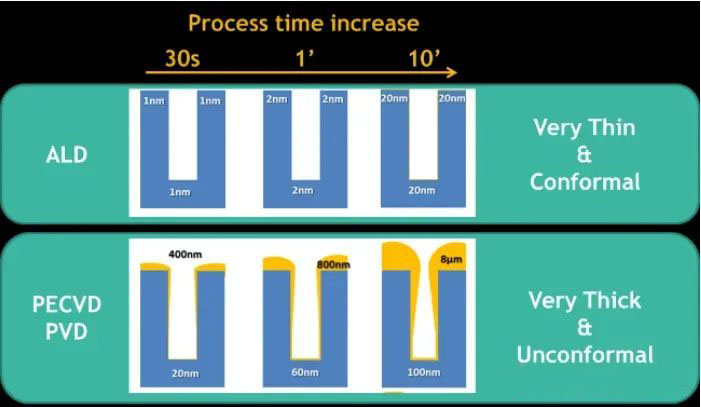
Comparé au dépôt chimique en phase vapeur traditionnel (CVD) et le dépôt physique en phase vapeur (PVD), les avantages de l'ALD sont une excellente conformité tridimensionnelle, une uniformité de film sur une grande surface et un contrôle précis de l'épaisseur, qui conviennent à la croissance de films ultra-minces sur des formes de surface complexes et des structures à rapport d'aspect élevé.
—Source des données : Plateforme de micro-nanotraitement de l’Université Tsinghua—
Après l'arrêt Moore, la complexité et le volume de production des plaquettes de silicium ont considérablement augmenté. Prenons l'exemple des puces logiques : avec la multiplication des lignes de production utilisant des procédés inférieurs à 45 nm, notamment celles utilisant des procédés de 28 nm et moins, les exigences en matière d'épaisseur de revêtement et de précision de contrôle sont plus élevées. L'introduction de la technologie de dépôt multicouche a entraîné une augmentation significative du nombre d'étapes et d'équipements nécessaires au procédé ALD. Dans le domaine des puces mémoire, le procédé de fabrication dominant est passé de la structure NAND 2D à la structure NAND 3D, le nombre de couches internes n'a cessé de croître et les composants présentent progressivement des structures à haute densité et à fort rapport d'aspect. Le rôle important de l'ALD commence ainsi à se révéler. Dans la perspective du développement futur des semi-conducteurs, la technologie ALD jouera un rôle de plus en plus crucial après l'arrêt Moore.
Par exemple, le dépôt de couches atomiques (ALD) est la seule technologie de dépôt capable de répondre aux exigences de couverture et de performance des films pour les structures 3D empilées complexes (telles que les mémoires 3D-NAND). Ceci est clairement visible sur la figure ci-dessous. Le film déposé par CVD A (en bleu) ne couvre pas entièrement la partie inférieure de la structure ; même après quelques ajustements du procédé CVD (CVD B) pour obtenir une couverture suffisante, la performance et la composition chimique du film dans cette zone restent très médiocres (zone blanche sur la figure). En revanche, la technologie ALD permet une couverture complète et des propriétés de film uniformes et de haute qualité sur l’ensemble de la structure.
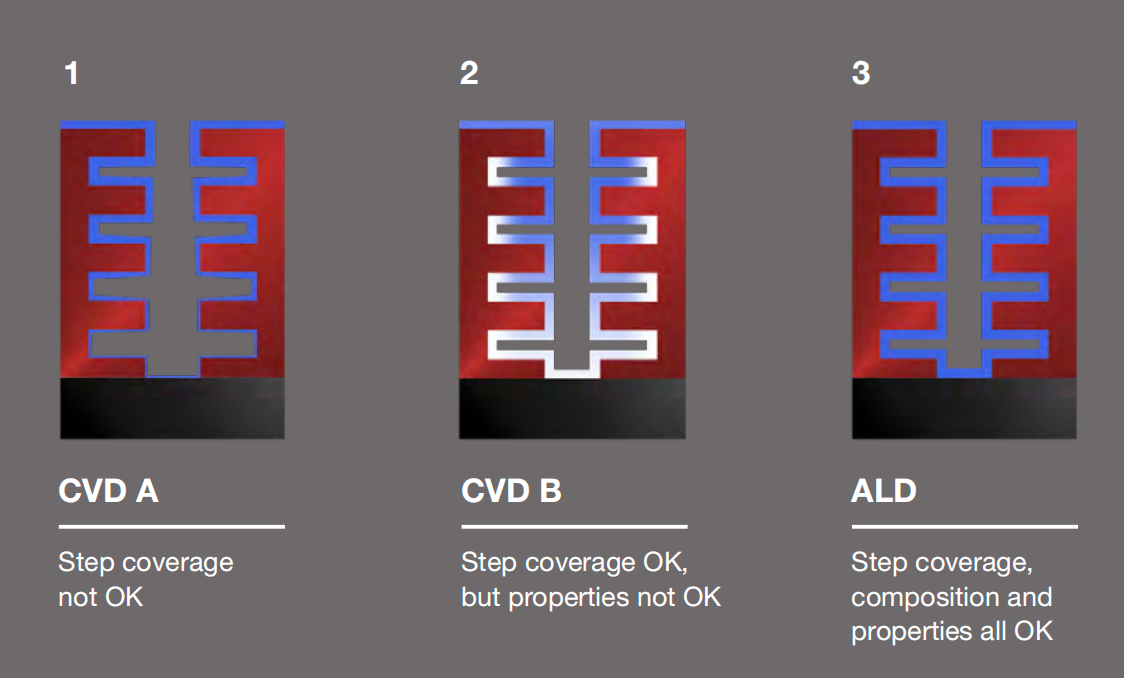
—Avantages de la technologie ALD par rapport à la CVD (Source : ASM)—
Bien que le dépôt chimique en phase vapeur (CVD) conserve la plus grande part de marché à court terme, le dépôt de couches atomiques (ALD) est devenu l'un des segments à la croissance la plus rapide du marché des équipements de fabrication de semi-conducteurs. Sur ce marché de l'ALD, caractérisé par un fort potentiel de croissance et un rôle clé dans la fabrication de puces, ASM est une entreprise leader dans le domaine des équipements ALD.
Date de publication : 12 juin 2024