Spetsiaalne grafiit on kõrge puhtusastmega, suure tihedusega ja suure tugevusegagrafiitmaterjalil on suurepärane korrosioonikindlus, kõrge temperatuuri stabiilsus ja suurepärane elektrijuhtivus. See on valmistatud looduslikust või tehislikust grafiidist pärast kõrgel temperatuuril kuumtöötlust ja kõrgsurvetöötlust ning seda kasutatakse tavaliselt tööstuslikes rakendustes kõrgel temperatuuril, kõrgsurvel ja söövitavas keskkonnas.
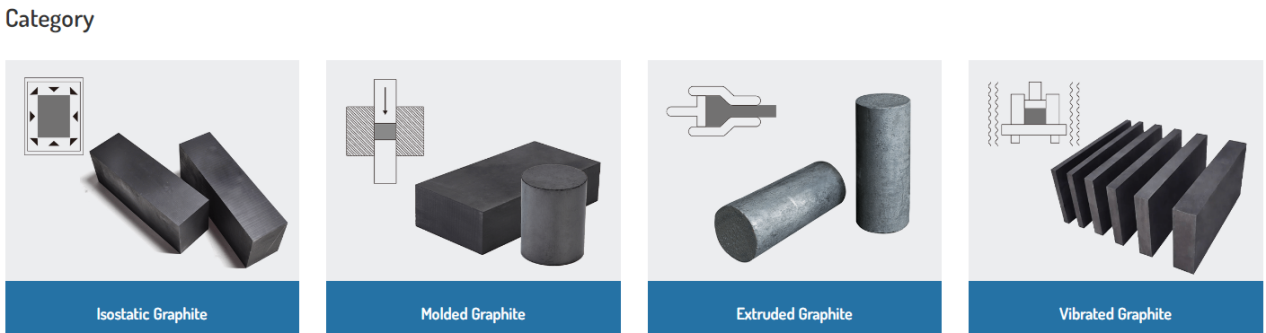
Seda saab jagada erinevatesse tüüpidesse, sealhulgas isostaatilisedgrafiidiplokid, ekstrudeeritud grafiidiplokid, vormitudgrafiidiplokidja vibreerisgrafiidiplokid.
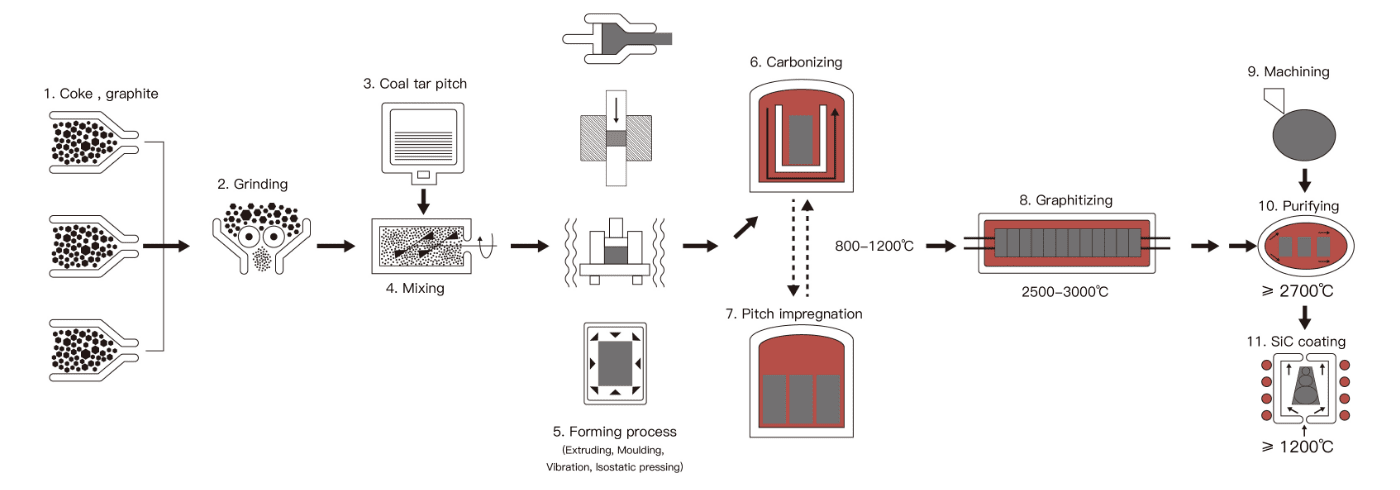
Tootmistehnoloogiad:
Grafiiton ainulaadne mittemetalliline element, mis koosneb kuusnurkse võrestruktuuri moodustavatest süsinikuaatomitest. See on pehme ja habras materjal, mida oma ainulaadsete omaduste tõttu kasutatakse laialdaselt erinevates tööstuslikes rakendustes. Grafiit säilitab oma tugevuse ja stabiilsuse isegi temperatuuridel üle 3600 °C. Nüüd lubage mul tutvustada spetsiaalse grafiidi tootmisprotsessi.
Isostaatiline grafiit, mis on pressimise teel valmistatud kõrge puhtusastmega grafiidist, on asendamatu materjal, mida kasutatakse monokristalliahjude, metalli pidevvalu grafiidikristallisaatorite ja elektrilise sädelahendustöötluse grafiitelektroodide tootmisel. Lisaks neile peamistele rakendustele kasutatakse seda laialdaselt kõvasulamite (vaakumaahjude kütteseadmed, paagutusplaadid jne), kaevandamise (puurterade vormide tootmine), keemiatööstuse (soojusvahetid, korrosioonikindlad osad), metallurgia (tiiglid) ja masinate (mehaanilised tihendid) valdkonnas.

Vormimise tehnoloogia
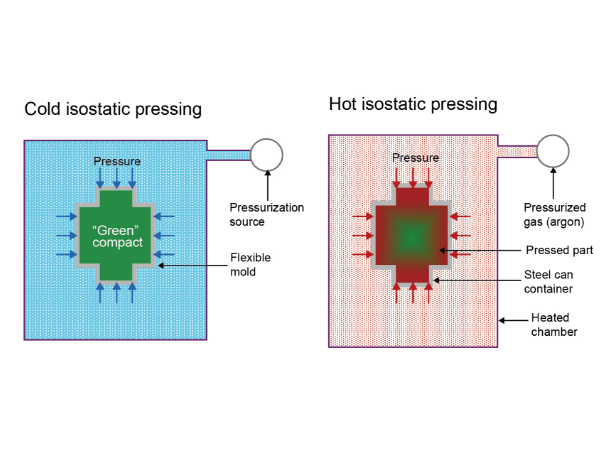
Isostaatilise pressimise tehnoloogia põhimõte põhineb Pascali seadusel. See muudab materjali ühesuunalise (või kahesuunalise) kokkusurumise mitmesuunaliseks (omnidirectional) kokkusurumiseks. Protsessi käigus on süsinikuosakesed alati korrastamata olekus ja mahutihedus on suhteliselt ühtlane, isotroopsete omadustega. Lisaks ei sõltu see toote kõrgusest, mistõttu isostaatilise grafiidi jõudluses puuduvad või on erinevused väikesed.
Sõltuvalt temperatuurist, mille juures toimub vormimine ja tahkumine, saab isostaatilise pressimise tehnoloogia jagada külmpressimiseks, soojaks pressimiseks ja kuumaks isostaatiliseks pressimiseks. Isostaatiliselt pressitud toodetel on suur tihedus, tavaliselt 5–15% suurem kui ühe- või kahesuunalistel vormipressitud toodetel. Isostaatiliselt pressitud toodete suhteline tihedus võib ulatuda 99,8–99,09%-ni.
Valatud grafiidil on suurepärased mehaanilise tugevuse, kulumiskindluse, tiheduse, kõvaduse ja elektrijuhtivuse omadused ning neid omadusi saab veelgi parandada vaigu või metalli immutamise teel.
Valatud grafiidil on hea elektrijuhtivus, kõrge temperatuurikindlus, korrosioonikindlus, kõrge puhtusaste, iseõlitamine, termiline löögikindlus ja lihtne täppistöötlus ning seda kasutatakse laialdaselt pidevvalus, kõvasulamites ja elektroonilises paagutamises, elektrilises sädemes, mehaanilises tihendis jne.

Vormimise tehnoloogia
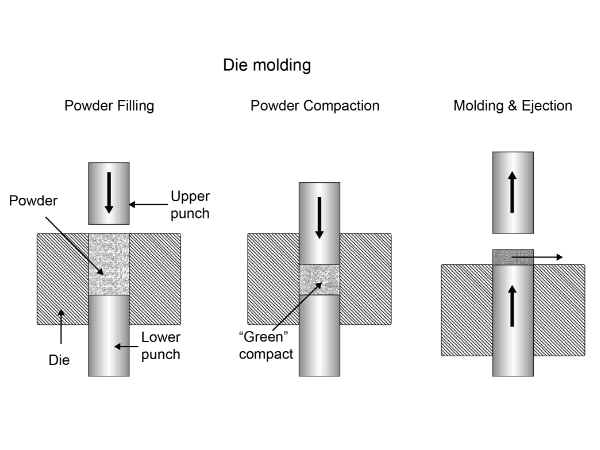
Vormimismeetodit kasutatakse üldiselt väikesemõõtmeliste külmpressitud grafiidi või peene struktuuriga toodete valmistamiseks. Põhimõte on valada teatud kogus pastat vajaliku kuju ja suurusega vormi ning seejärel rakendada survet ülevalt või alt. Mõnikord rakendatakse survet mõlemast suunast, et pasta vormis õigesse vormi suruda. Seejärel võetakse pressitud pooltoode vormist välja, jahutatakse, kontrollitakse ja virnastatakse.
Saadaval on nii vertikaalsed kui ka horisontaalsed vormimismasinad. Vormimismeetod võimaldab üldiselt korraga pressida ainult ühte toodet, seega on selle tootmise efektiivsus suhteliselt madal. Siiski saab sellega toota suure täpsusega tooteid, mida teiste tehnoloogiatega ei saa valmistada. Lisaks saab tootmise efektiivsust parandada mitme vormi samaaegse pressimise ja automatiseeritud tootmisliinide abil.
Ekstrudeeritud grafiit moodustatakse kõrge puhtusastmega grafiidiosakeste segamisel sideainega ja seejärel nende ekstruuderis ekstrudeerimisel. Võrreldes isostaatilise grafiidiga on ekstrudeeritud grafiidil jämedam terasuurus ja madalam tugevus, kuid sellel on suurem soojus- ja elektrijuhtivus.
Praegu toodetakse enamikku süsiniku- ja grafiiditooteid ekstrusioonimeetodil. Neid kasutatakse peamiselt kütteelementidena ja soojusjuhtivate komponentidena kõrgtemperatuuril toimuvates kuumtöötlusprotsessides. Lisaks saab grafiitplokke kasutada ka elektroodidena vooluülekande teostamiseks elektrolüüsiprotsessides. Seetõttu kasutatakse neid laialdaselt mehaaniliste tihenditena, soojusjuhtivate materjalidena ja elektroodimaterjalidena äärmuslikes keskkondades, nagu kõrge temperatuur, kõrge rõhk ja suur kiirus.
Vormimise tehnoloogia
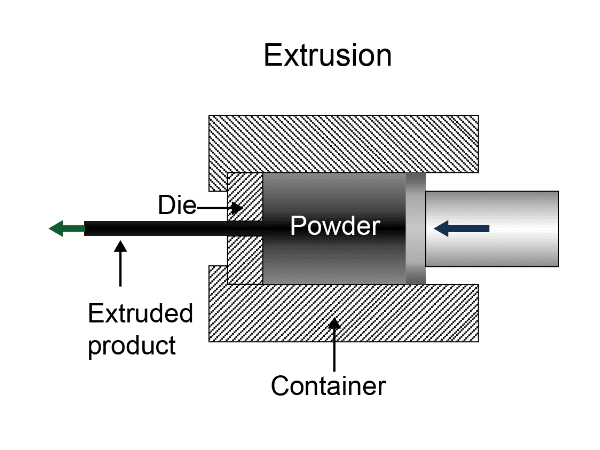
Ekstrusioonimeetod seisneb pasta laadimises pressi pastasilindrisse ja selle väljapressimises. Pressi ees on vahetatav ekstrusioonirõngas (mida saab vahetada toote ristlõike kuju ja suuruse muutmiseks) ning ekstrusioonirõnga ees on liikuv deflektor. Pressi peamine kolb asub pastasilindri taga.
Enne rõhu rakendamist asetatakse ekstrusioonirõnga ette deflektor ja surutakse pasta vastassuunast kokku. Kui deflektor eemaldatakse ja survet jätkatakse, ekstrudeeritakse pasta ekstrusioonirõngast välja. Lõigake ekstrudeeritud riba soovitud pikkuseks, jahutage ja kontrollige seda enne virnastamist. Ekstrusioonimeetod on poolpidev tootmisprotsess, mis tähendab, et pärast teatud koguse pasta lisamist saab pidevalt ekstrudeerida mitut (grafiitplokki, grafiitmaterjali) toodet.
Praegu toodetakse enamikku süsiniku- ja grafiiditooteid ekstrusioonimeetodil.
Vibratsiooniga grafiidil on ühtlane struktuur ja keskmise suurusega terad. Lisaks on see väga populaarne oma madala tuhasisalduse, parema mehaanilise tugevuse ning hea elektrilise ja termilise stabiilsuse tõttu ning seda kasutatakse laialdaselt suuremahuliste toorikute töötlemiseks. Seda saab ka vaiguga immutamise või antioksüdatsioonitöötluse abil veelgi tugevdada.
Seda kasutatakse laialdaselt kütte- ja isolatsioonielemendina fotogalvaanikatööstuses polükristallilise räni ja monokristallilise räni ahjude tootmisel. Seda kasutatakse laialdaselt ka küttekatete, soojusvaheti komponentide, sulatus- ja valutiiglite tootmisel, elektrolüütilistes protsessides kasutatavate n-sõlmede ehitamisel ning sulatamiseks ja legeerimiseks mõeldud tiiglite tootmisel.
Vormimise tehnoloogia
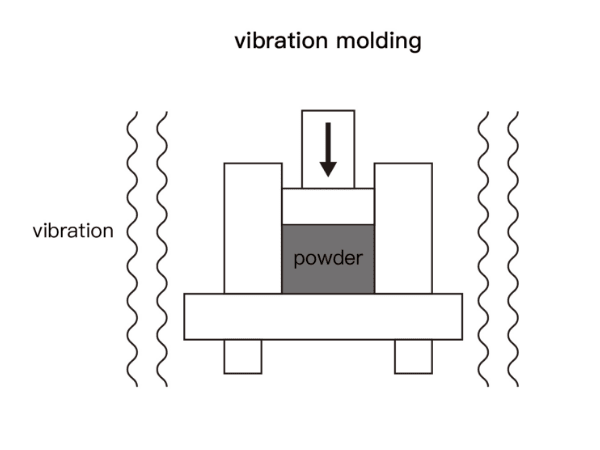
Vibratsiooniga grafiidi valmistamise põhimõte on vormi täitmine pastalaadse seguga ja seejärel raskmetallplaadi asetamine selle peale. Järgmises etapis tihendatakse materjal vormi vibreerimise teel. Võrreldes ekstrudeeritud grafiidiga on vibratsiooni teel moodustatud grafiidil suurem isotroopia. Grafiiditooteid toodetakse ekstrusioonimeetodil.
Postituse aeg: 17. juuni 2024