2 Experimentelle Ergebnisse und Diskussion
2.1Epitaxiale SchichtDicke und Gleichmäßigkeit
Die Dicke der Epitaxieschicht, die Dotierungskonzentration und deren Gleichmäßigkeit gehören zu den wichtigsten Indikatoren für die Qualität von Epitaxie-Wafern. Eine präzise kontrollierbare Dicke, Dotierungskonzentration und Gleichmäßigkeit innerhalb des Wafers sind entscheidend für die Leistungsfähigkeit und Konsistenz der Epitaxie.SiC-LeistungshalbleiterAuch die Dicke der Epitaxieschicht und die Gleichmäßigkeit der Dotierungskonzentration sind wichtige Grundlagen für die Messung der Prozessfähigkeit von Epitaxieanlagen.
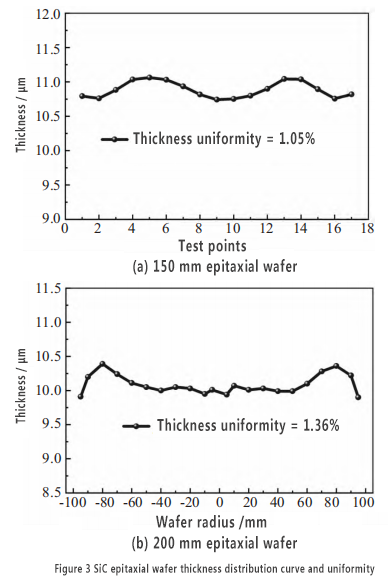
Abbildung 3 zeigt die Kurve der Dickengleichmäßigkeit und -verteilung bei 150 mm und 200 mm.SiC-Epitaxie-WaferWie aus der Abbildung ersichtlich, ist die Kurve der Epitaxieschichtdickenverteilung symmetrisch zum Mittelpunkt des Wafers. Die Epitaxieprozesszeit beträgt 600 s, die durchschnittliche Epitaxieschichtdicke des 150-mm-Epitaxie-Wafers liegt bei 10,89 µm, die Dickenhomogenität bei 1,05 %. Die berechnete Epitaxiewachstumsrate beträgt 65,3 µm/h, was typisch für schnelle Epitaxieprozesse ist. Bei gleicher Epitaxieprozesszeit beträgt die Epitaxieschichtdicke des 200-mm-Epitaxie-Wafers 10,10 µm, die Dickenhomogenität liegt unter 1,36 % und die Gesamtwachstumsrate bei 60,60 µm/h, was etwas niedriger ist als die Wachstumsrate des 150-mm-Wafers. Dies liegt an den offensichtlichen Verlusten beim Durchfluss der Silizium- und Kohlenstoffquelle von der Zuleitung der Reaktionskammer durch die Waferoberfläche zur Ableitung. Da die Fläche des 200-mm-Wafers größer ist als die des 150-mm-Wafers, durchströmt das Gas die Oberfläche des 200-mm-Wafers über eine längere Strecke, wodurch mehr Quellgas verbraucht wird. Bei rotierendem Wafer ist die Gesamtdicke der Epitaxieschicht geringer, was zu einer langsameren Wachstumsrate führt. Insgesamt weisen die 150-mm- und 200-mm-Epitaxiewafer eine ausgezeichnete Dickenhomogenität auf, und die Prozessfähigkeit der Anlage erfüllt die Anforderungen an hochwertige Bauelemente.
2.2 Dotierungskonzentration und Gleichmäßigkeit der Epitaxieschicht
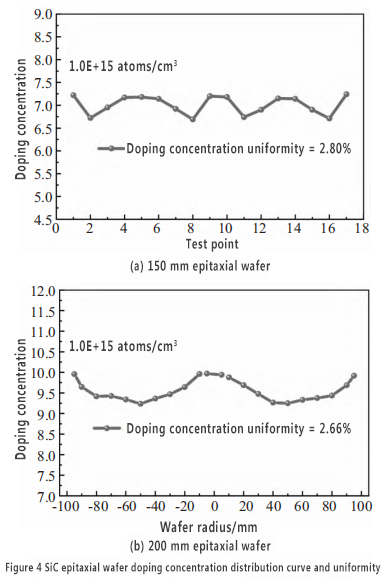
Abbildung 4 zeigt die Gleichmäßigkeit der Dotierungskonzentration und die Kurvenverteilung für 150 mm und 200 mm.SiC-Epitaxie-WaferWie aus der Abbildung ersichtlich, weist die Konzentrationsverteilungskurve auf dem Epitaxie-Wafer eine deutliche Symmetrie bezüglich der Wafermitte auf. Die Gleichmäßigkeit der Dotierungskonzentration der 150 mm und 200 mm dicken Epitaxieschichten beträgt 2,80 % bzw. 2,66 % und kann somit innerhalb von 3 % kontrolliert werden, was für vergleichbare internationale Anlagen ein hervorragendes Niveau darstellt. Die Dotierungskonzentrationskurve der Epitaxieschicht verläuft in Durchmesserrichtung in W-Form. Dies wird hauptsächlich durch das Strömungsfeld des horizontalen Heißwand-Epitaxieofens bestimmt, da die Luftströmung im horizontalen Luftstrom-Epitaxieofen laminar von der Lufteintrittsseite (stromaufwärts) zur stromabwärtigen Seite (stromabwärts) verläuft und die Waferoberfläche durchströmt. Da die „Entfernungsrate“ der Kohlenstoffquelle (C2H4) höher ist als die der Siliziumquelle (TCS), nimmt das tatsächliche C/Si-Verhältnis auf der Waferoberfläche bei Rotation des Wafers vom Rand zur Mitte hin allmählich ab (die Kohlenstoffquelle ist in der Mitte geringer). Gemäß der „Theorie der konkurrierenden Positionen“ von C und N nimmt die Dotierungskonzentration in der Mitte des Wafers zum Rand hin allmählich ab. Um eine ausgezeichnete Konzentrationsgleichmäßigkeit zu erzielen, wird während des Epitaxieprozesses am Rand N2 als Kompensation hinzugefügt, um den Abfall der Dotierungskonzentration von der Mitte zum Rand zu verlangsamen, sodass die endgültige Dotierungskonzentrationskurve eine „W“-Form aufweist.
2.3 Epitaxiale Schichtdefekte
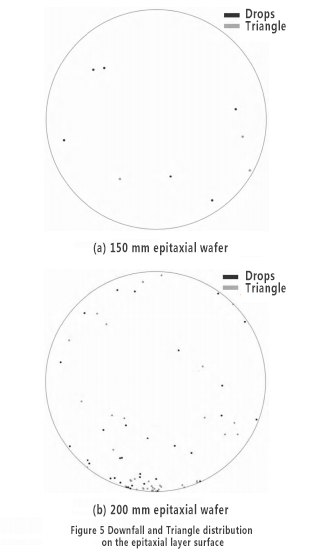
Neben Schichtdicke und Dotierungskonzentration ist die Kontrolle von Epitaxieschichtdefekten ein zentraler Parameter für die Qualitätsmessung von Epitaxiewafern und ein wichtiger Indikator für die Prozessfähigkeit von Epitaxieanlagen. Obwohl SBDs und MOSFETs unterschiedliche Anforderungen an Defekte stellen, gelten auffällige Oberflächenmorphologiedefekte wie Tropfen-, Dreiecks-, Karotten- und Kometendefekte als kritische Defekte für SBD- und MOSFET-Bauelemente. Die Ausfallwahrscheinlichkeit von Chips mit diesen Defekten ist hoch, daher ist die Kontrolle ihrer Anzahl extrem wichtig für die Verbesserung der Chipausbeute und die Kostensenkung. Abbildung 5 zeigt die Verteilung kritischer Defekte auf 150 mm und 200 mm dicken SiC-Epitaxiewafern. Bei einem ausgeglichenen C/Si-Verhältnis lassen sich Karotten- und Kometendefekte weitgehend eliminieren, während Tropfen- und Dreiecksdefekte von der Reinheitskontrolle während des Betriebs der Epitaxieanlage, dem Verunreinigungsgrad der Graphitkomponenten in der Reaktionskammer und der Substratqualität abhängen. Aus Tabelle 2 geht hervor, dass die Dichte kritischer Defekte bei 150-mm- und 200-mm-Epitaxie-Wafern unter 0,3 Partikeln/cm² gehalten werden kann. Dies ist ein hervorragender Wert für Anlagen dieser Art. Die Kontrolle der kritischen Defektdichte ist bei 150-mm-Epitaxie-Wafern besser als bei 200-mm-Wafern. Dies liegt daran, dass der Substratherstellungsprozess bei 150-mm-Wafern ausgereifter ist als bei 200-mm-Wafern, die Substratqualität höher ist und die Reinheit der Graphitreaktionskammer bei 150-mm-Wafern besser kontrolliert wird.

2.4 Oberflächenrauheit von Epitaxialwafern
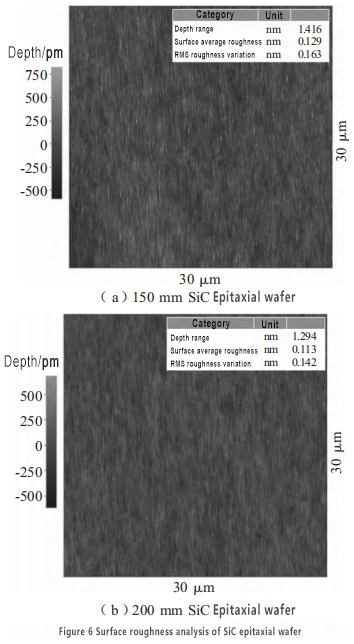
Abbildung 6 zeigt AFM-Aufnahmen der Oberfläche von 150 mm und 200 mm großen SiC-Epitaxie-Wafern. Die mittlere quadratische Oberflächenrauheit Ra beträgt 0,129 nm bzw. 0,113 nm. Die Oberfläche der Epitaxieschicht ist glatt und weist keine ausgeprägte Stufenaggregation auf. Dies belegt, dass das Wachstum der Epitaxieschicht während des gesamten Prozesses im Stufenflussmodus verläuft und keine Stufenaggregation auftritt. Mit dem optimierten Epitaxieverfahren lassen sich somit glatte Epitaxieschichten auf 150 mm und 200 mm großen Substraten mit niedrigem Anisotropiewinkel erzielen.
3. Schlussfolgerung
Mithilfe der eigens entwickelten 200-mm-SiC-Epitaxieanlage wurden erfolgreich 150-mm- und 200-mm-4H-SiC-Epitaxie-Wafer auf inländischen Substraten hergestellt. Dabei wurde ein für diese Wafergrößen geeignetes homogenes Epitaxieverfahren entwickelt. Die Epitaxie-Wachstumsrate liegt bei über 60 µm/h. Neben der Erfüllung der Anforderungen an die Hochgeschwindigkeitsepitaxie ist die Qualität der Epitaxie-Wafer exzellent. Die Dickenhomogenität der 150-mm- und 200-mm-SiC-Epitaxie-Wafer liegt innerhalb von 1,5 %, die Konzentrationshomogenität unter 3 %, die Dichte fataler Defekte unter 0,3 Partikel/cm² und die mittlere quadratische Oberflächenrauheit Ra unter 0,15 nm. Die Prozesskennzahlen der Epitaxie-Wafer sind branchenweit führend.
Quelle: Spezialausrüstung der Elektronikindustrie
Autor: Xie Tianle, Li Ping, Yang Yu, Gong Xiaoliang, Ba Sai, Chen Guoqin, Wan Shengqiang
(48. Forschungsinstitut der China Electronics Technology Group Corporation, Changsha, Hunan 410111)
Veröffentlichungsdatum: 04.09.2024