Махсус графит - югары чисталык, югары тыгызлык һәм югары көчграфитматериал һәм искиткеч коррозиягә каршы тору, югары температураның тотрыклылыгы һәм зур электр үткәрүчәнлеге бар. Ул югары температурада җылылык эшкәртүдән һәм югары басым эшкәртүдән соң табигый яки ясалма графиттан ясалган һәм гадәттә югары температурада, югары басымда һәм коррозив шартларда сәнәгать кушымталарында кулланыла.
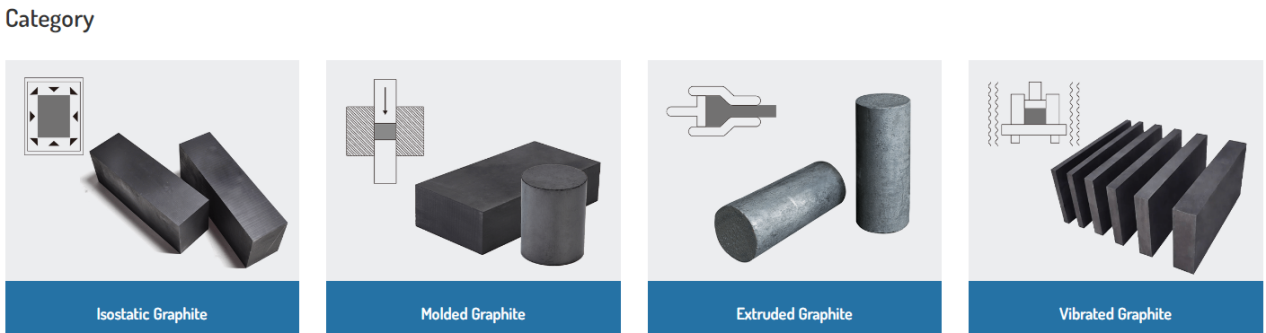
Аны изостатик кертеп, төрле төрләргә бүлеп булаграфит блоклары, экструди графит блоклары, формалашканграфит блокларыһәм тибрәндеграфит блоклары.
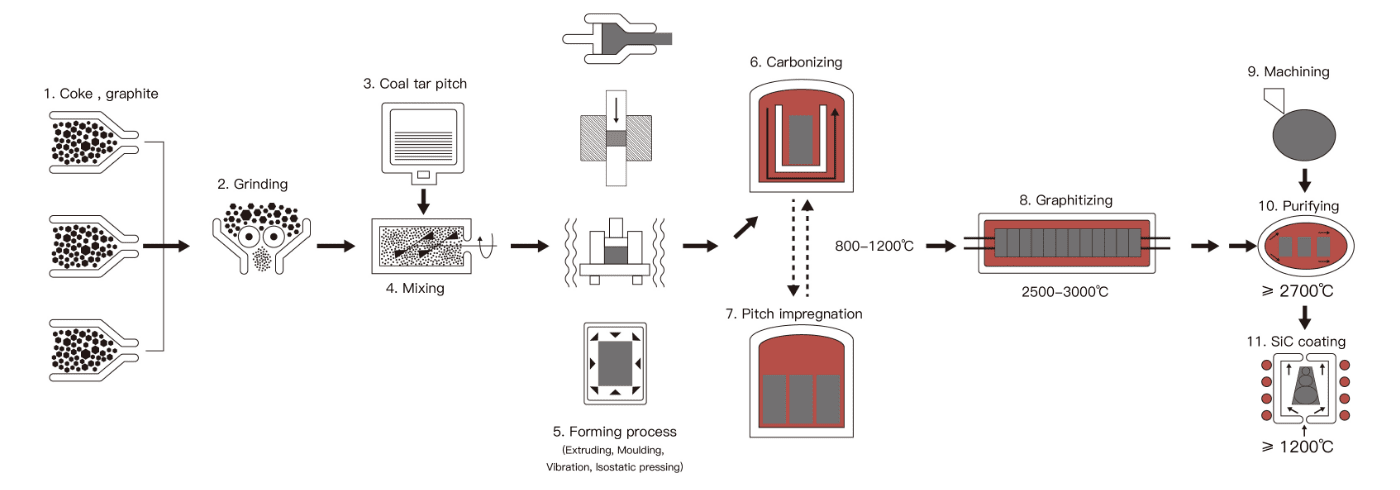
Manufactитештерү технологияләре:
Графиталты почмаклы такталар структурасында урнаштырылган углерод атомнарыннан торган уникаль металл булмаган элемент. Бу йомшак һәм ватык материал, гадәттә уникаль үзенчәлекләре аркасында төрле сәнәгать кушымталарында кулланыла. Графит 3600 ° C тан артык температурада да үз көчен һәм тотрыклылыгын саклый ала. Хәзер махсус графит җитештерү процессы белән таныштырам.
Изостатик графит, басу белән югары чисталыклы графиттан ясалган, бер кристалл мичләр җитештерүдә кулланыла торган алыштыргысыз материал, металл өзлексез кастинг графит кристаллизаторлары, һәм электр очкынын эшкәртү өчен графит электродлары. Бу төп кушымталарга өстәп, ул каты эретмәләр (вакуум мич җылыткычлары, синтеринг тәлинкәләр һ.б.), казу (бораулау формаларын җитештерү), химия сәнәгате (җылылык алмаштыргычлар, коррозиягә чыдам өлешләр), металлургия (крестибльләр), техника (механик мөһерләр) өлкәсендә киң кулланыла.

Формалаштыру технологиясе
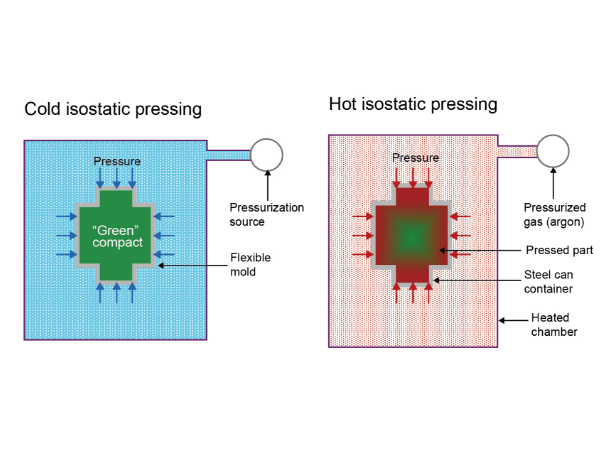
Изостатик басу технологиясе принцибы Паскаль законына нигезләнгән. Ул материалның бер юнәлешле (яки ике яклы) кысылуын күп юнәлешле (омнидираль) кысуга үзгәртә. Процесс вакытында углерод кисәкчәләре һәрвакыт тәртипсез хәлдә, һәм күләм тыгызлыгы изотроп үзлекләре белән чагыштырмача бертөрле. Моннан тыш, ул продуктның биеклегенә буйсынмый, шулай итеп изостатик графит ясау яисә җитештерүчәнлек аермасы юк.
Формалашу һәм ныгыту булган температура буенча, изостатик басу технологиясен салкын изостатик басуга, җылы изостатик басуга һәм кайнар изостатик басуга бүлеп була. Изостатик басу продуктлары югары тыгызлыкка ия, гадәттә бер юнәлешле яки ике яклы форма басу продуктларына караганда 5% - 15% югарырак. Изостатик басу продуктларының чагыштырма тыгызлыгы 99,8% - 99,09% ка җитә ала.
Күрсәтелгән графит механик көч, абразиягә каршы тору, тыгызлык, каты һәм электр үткәрүчәнлегендә искиткеч күрсәткечләргә ия, һәм бу спектакльләр резин яки металлны импрегинацияләү ярдәмендә тагын да яхшырырга мөмкин.
Күрсәтелгән графит яхшы электр үткәрүчәнлеге, югары температурага каршы тору, коррозиягә каршы тору, югары чисталык, үз-үзеңне майлау, җылылык шокына каршы тору һәм җиңел төгәл эшкәртү, һәм өзлексез кастинг, каты эретмә һәм электрон үлчәү синтеринг, электр очкычы, механик мөһер һ.б.

Формалаштыру технологиясе
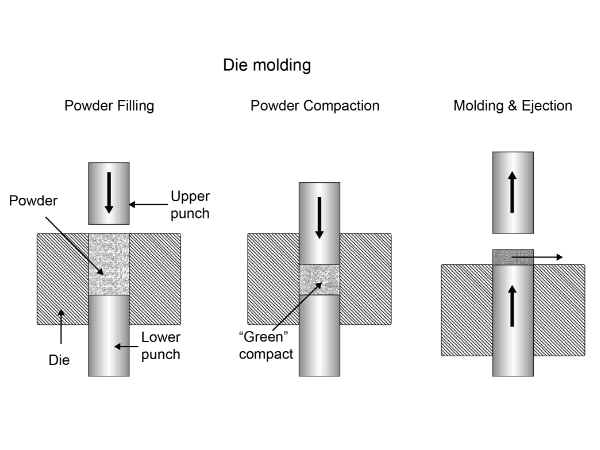
Формалаштыру ысулы, гадәттә, кечкенә күләмле салкын басылган графит яки нечкә структуралы продуктлар җитештерү өчен кулланыла. Принцип - билгеле бер күләмдә пастаны кирәкле форма һәм зурлык формасына тутыру, аннары өстән яки астыннан басым ясау. Кайвакыт, пастаны формада кысу өчен, ике якка да басым ясагыз. Басылган ярымфабрикатны эретәләр, суыталар, тикшерәләр һәм тезәләр.
Вертикаль һәм горизонталь формалаштыру машиналары бар. Молдинг ысулы, гадәттә, бер продуктны берьюлы гына баса ала, шуңа күрә җитештерү эффективлыгы чагыштырмача түбән. Ләкин, ул башка технологияләр белән ясалмый торган югары төгәл продуктлар җитештерә ала. Моннан тыш, производство эффективлыгы бер үк вакытта берничә форманы һәм автоматлаштырылган җитештерү линияләрен бастыру ярдәмендә яхшырырга мөмкин.
Экструдий графит югары чисталыклы графит кисәкчәләрен бәйләүче белән кушып, аннары аларны экструдерда экстрадицияләү ярдәмендә барлыкка килә. Изостатик графит белән чагыштырганда, экструди графит ашлыкның зурлыгы һәм түбән көче бар, ләкин ул җылылык һәм электр үткәрүчәнлеге югарырак.
Хәзерге вакытта күпчелек углерод һәм графит продуктлары экструзия ысулы белән җитештерелә. Алар, нигездә, югары температурада җылылык эшкәртү процессларында җылыту элементлары һәм җылылык үткәргеч компонентлары буларак кулланыла. Моннан тыш, графит блоклары электролиз процессларында агымны күчерү өчен электродлар буларак кулланылырга мөмкин. Шуңа күрә алар механик мөһерләр, җылылык үткәргеч материаллар һәм югары температура, югары басым һәм югары тизлек кебек экстремаль мохиттә электрод материаллары буларак киң кулланыла.
Формалаштыру технологиясе
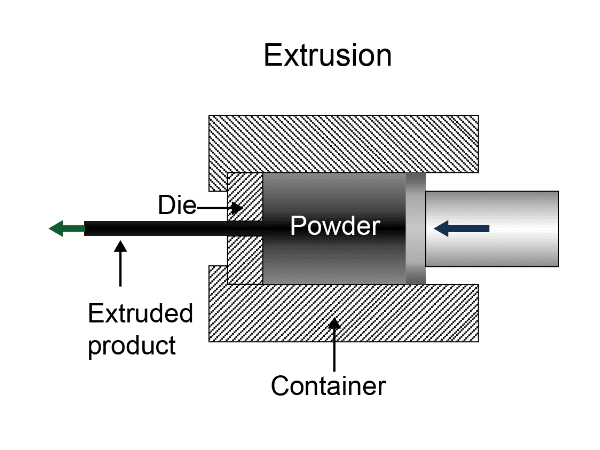
Экструзия ысулы - пастаны прессның цилиндрына йөкләү һәм аны чыгару. Пресс аның алдына алыштырыла торган экструзия боҗрасы белән җиһазландырылган (продуктның кисемтә формасын һәм күләмен үзгәртү өчен алыштырырга мөмкин), һәм экструзия боҗрасы алдында күчерелә торган бафл тәэмин ителә. Прессның төп чокыры паста цилиндры артында урнашкан.
Прессны кулланганчы, экструзия боҗрасы алдыннан кадак куегыз, пастаны кысу өчен каршы якка басым ясагыз. Баффл алынгач һәм басым куллануны дәвам иткәч, паста экструзия боҗрасыннан чыгарыла. Экструди полосаны кирәкле озынлыкка кисегез, салкынлагыз һәм тезелгәнче тикшерегез. Экструзия ысулы - ярым өзлексез җитештерү процессы, димәк, билгеле күләмдә паста кушылганнан соң, берничә (графит блоклары, графит материаллары) өзлексез экстрадицияләнергә мөмкин.
Хәзерге вакытта күпчелек углерод һәм графит продуктлары экструзия ысулы белән җитештерелә.
Тибрәнгән графит уртача ашлык зурлыгы белән бердәм структурага ия. Моннан тыш, ул көлнең аз булуы, көчәйтелгән механик көче, яхшы электр һәм җылылык тотрыклылыгы аркасында бик популярлаша, һәм зур күләмле эш кисәкләрен эшкәртү өчен киң кулланыла. Аны шулай ук резин импреграциясеннән яки анти-оксидлаштырудан соң тагын да ныгытырга мөмкин.
Фотовольта индустриясендә полисиликон һәм монокристалл кремний мичләрен җитештерүдә җылыту һәм изоляция элементы буларак киң кулланыла. Ул шулай ук җылыту капотларын, җылылык алмаштыргыч компонентларны җитештерүдә, эретү һәм крестикларны эретүдә, электролитик процессларда кулланылган n төеннәрен төзүдә, эретү һәм эретү өчен крестьяннар җитештерүдә киң кулланыла.
Формалаштыру технологиясе
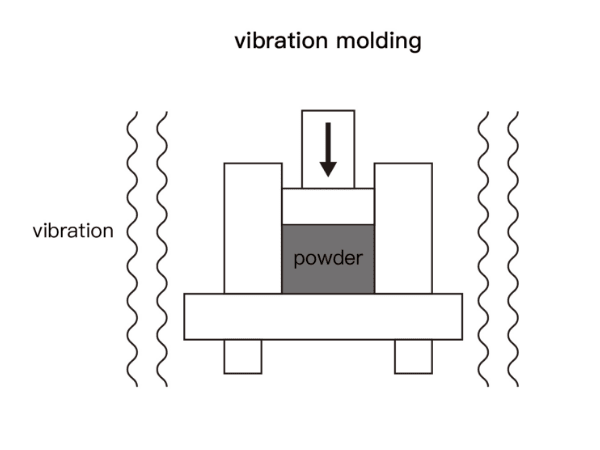
Тибрәнгән графит ясау принцибы - форманы пастага охшаган катнашма белән тутыру, аннары аның өстенә авыр металл тәлинкә кую. Киләсе адымда материал форманы тибрәнеп кысыла. Экструдий графит белән чагыштырганда, тибрәнүдән барлыкка килгән графит изотропиягә ия. графит продуктлары экструзия ысулы белән җитештерелә.
Пост вакыты: 17-2024 июнь