Proses asas bagiSiCpertumbuhan kristal dibahagikan kepada sublimasi dan penguraian bahan mentah pada suhu tinggi, pengangkutan bahan fasa gas di bawah tindakan kecerunan suhu, dan pertumbuhan penghabluran semula bahan fasa gas pada kristal benih. Berdasarkan ini, bahagian dalam pijar dibahagikan kepada tiga bahagian: kawasan bahan mentah, ruang pertumbuhan dan kristal benih. Model simulasi berangka telah dilukis berdasarkan rintangan sebenarSiCperalatan pertumbuhan kristal tunggal (lihat Rajah 1). Dalam pengiraan: bahagian bawahmangkuk pijaradalah 90 mm dari bahagian bawah pemanas sisi, suhu atas mangkuk pijar ialah 2100 ℃, diameter zarah bahan mentah ialah 1000 μm, keliangan ialah 0.6, tekanan pertumbuhan ialah 300 Pa, dan masa pertumbuhan ialah 100 jam. Ketebalan PG ialah 5 mm, diameter adalah sama dengan diameter dalam pijar, dan ia terletak 30 mm di atas bahan mentah. Proses pemejalwapan, pengkarbonan dan penghabluran semula zon bahan mentah dipertimbangkan dalam pengiraan, dan tindak balas antara PG dan bahan fasa gas tidak dipertimbangkan. Parameter sifat fizikal berkaitan pengiraan ditunjukkan dalam Jadual 1.
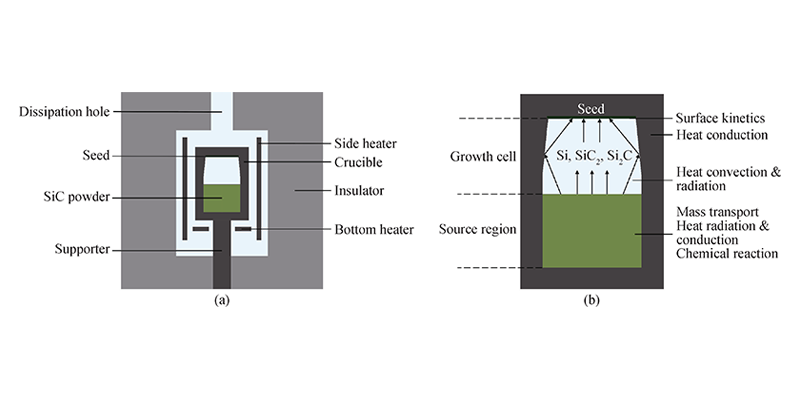
Rajah 1 Model pengiraan simulasi. (a) Model medan terma untuk simulasi pertumbuhan kristal; (b) Pembahagian kawasan dalaman pijar dan masalah fizikal yang berkaitan
Jadual 1 Beberapa parameter fizikal yang digunakan dalam pengiraan
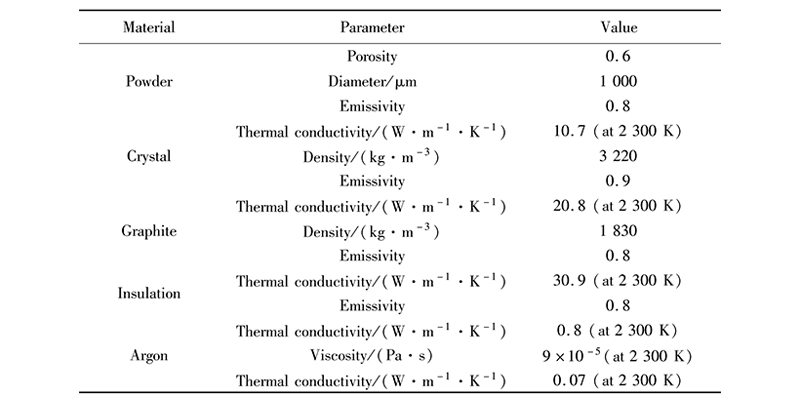
Rajah 2(a) menunjukkan bahawa suhu struktur yang mengandungi PG (ditandakan sebagai struktur 1) adalah lebih tinggi daripada struktur bebas PG (ditandakan sebagai struktur 0) di bawah PG, dan lebih rendah daripada struktur 0 di atas PG. Kecerunan suhu keseluruhan meningkat, dan PG bertindak sebagai agen penebat haba. Menurut Rajah 2(b) dan 2(c), kecerunan suhu paksi dan jejari struktur 1 dalam zon bahan mentah adalah lebih kecil, taburan suhu lebih seragam, dan pemejalwapan bahan lebih lengkap. Tidak seperti zon bahan mentah, Rajah 2(c) menunjukkan bahawa kecerunan suhu jejari pada hablur benih struktur 1 adalah lebih besar, yang mungkin disebabkan oleh perkadaran berbeza mod pemindahan haba yang berbeza, yang membantu kristal berkembang dengan antara muka cembung. Dalam Rajah 2(d), suhu pada kedudukan yang berbeza dalam pijar menunjukkan arah aliran yang semakin meningkat apabila pertumbuhan berkembang, tetapi perbezaan suhu antara struktur 0 dan struktur 1 secara beransur-ansur berkurangan dalam zon bahan mentah dan secara beransur-ansur meningkat dalam ruang pertumbuhan.
 Rajah 2 Taburan suhu dan perubahan dalam pijar. (a) Taburan suhu di dalam pijar struktur 0 (kiri) dan struktur 1 (kanan) pada 0 jam, unit: ℃; (b) Taburan suhu pada garis tengah pijar struktur 0 dan struktur 1 dari bahagian bawah bahan mentah ke hablur benih pada 0 jam; (c) Taburan suhu dari pusat ke tepi pijar pada permukaan hablur benih (A) dan permukaan bahan mentah (B), tengah (C) dan bawah (D) pada 0 h, paksi mendatar r ialah jejari hablur benih untuk A, dan jejari kawasan bahan mentah untuk B~D; (d) Perubahan suhu di tengah bahagian atas (A), permukaan bahan mentah (B) dan tengah (C) ruang pertumbuhan struktur 0 dan struktur 1 pada 0, 30, 60, dan 100 h.
Rajah 2 Taburan suhu dan perubahan dalam pijar. (a) Taburan suhu di dalam pijar struktur 0 (kiri) dan struktur 1 (kanan) pada 0 jam, unit: ℃; (b) Taburan suhu pada garis tengah pijar struktur 0 dan struktur 1 dari bahagian bawah bahan mentah ke hablur benih pada 0 jam; (c) Taburan suhu dari pusat ke tepi pijar pada permukaan hablur benih (A) dan permukaan bahan mentah (B), tengah (C) dan bawah (D) pada 0 h, paksi mendatar r ialah jejari hablur benih untuk A, dan jejari kawasan bahan mentah untuk B~D; (d) Perubahan suhu di tengah bahagian atas (A), permukaan bahan mentah (B) dan tengah (C) ruang pertumbuhan struktur 0 dan struktur 1 pada 0, 30, 60, dan 100 h.
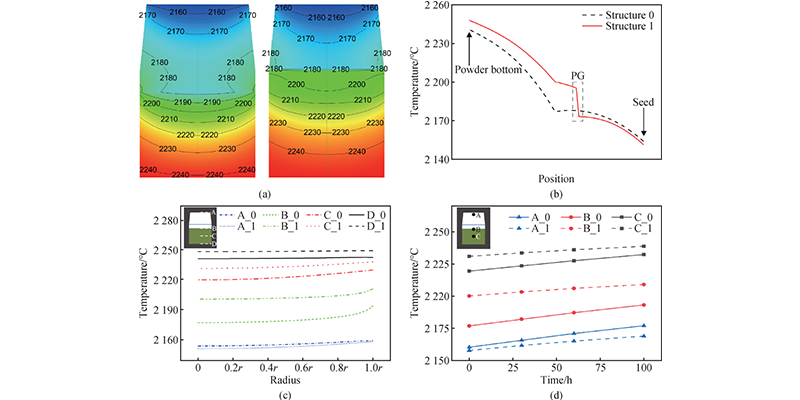
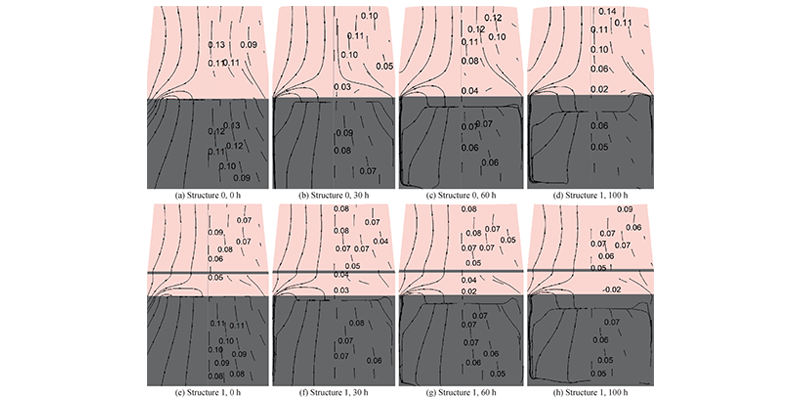
Rajah 3 menunjukkan pengangkutan bahan pada masa yang berbeza dalam pijar struktur 0 dan struktur 1. Kadar aliran bahan fasa gas di kawasan bahan mentah dan kebuk pertumbuhan meningkat dengan peningkatan kedudukan, dan pengangkutan bahan menjadi lemah apabila pertumbuhan berkembang. Rajah 3 juga menunjukkan bahawa di bawah keadaan simulasi, bahan mentah mula-mula bergrafit pada dinding sisi pijar dan kemudian pada bahagian bawah pijar. Di samping itu, terdapat penghabluran semula pada permukaan bahan mentah dan ia beransur-ansur menebal apabila pertumbuhan berkembang. Rajah 4(a) dan 4(b) menunjukkan bahawa kadar aliran bahan di dalam bahan mentah berkurangan apabila pertumbuhan berkembang, dan kadar aliran bahan pada 100 jam adalah kira-kira 50% daripada momen awal; walau bagaimanapun, kadar alir adalah agak besar di pinggir disebabkan oleh grafitisasi bahan mentah, dan kadar alir di tepi adalah lebih daripada 10 kali ganda daripada kadar aliran di kawasan tengah pada 100 h; di samping itu, kesan PG dalam struktur 1 menjadikan kadar aliran bahan dalam kawasan bahan mentah struktur 1 lebih rendah daripada struktur 0. Dalam Rajah 4(c), aliran bahan dalam kedua-dua kawasan bahan mentah dan ruang pertumbuhan secara beransur-ansur menjadi lemah apabila pertumbuhan berlangsung, dan aliran bahan dalam kawasan bahan mentah terus berkurangan, yang disebabkan oleh pembukaan saluran pengaliran udara di tepi penstrukturan semula di bahagian tepi. bahagian atas; dalam ruang pertumbuhan, kadar aliran bahan struktur 0 menurun dengan cepat dalam 30 jam awal hingga 16%, dan hanya berkurangan sebanyak 3% pada masa berikutnya, manakala struktur 1 kekal secara relatif stabil sepanjang proses pertumbuhan. Oleh itu, PG membantu menstabilkan kadar aliran bahan dalam ruang pertumbuhan. Rajah 4(d) membandingkan kadar aliran bahan di hadapan pertumbuhan hablur. Pada saat awal dan 100 jam, pengangkutan bahan dalam zon pertumbuhan struktur 0 adalah lebih kuat daripada struktur 1, tetapi sentiasa terdapat kawasan kadar alir yang tinggi di pinggir struktur 0, yang membawa kepada pertumbuhan berlebihan di pinggir. Kehadiran PG dalam struktur 1 berkesan menindas fenomena ini.
Rajah 3 Aliran bahan dalam pijar. Garisan (kiri) dan vektor halaju (kanan) pengangkutan bahan gas dalam struktur 0 dan 1 pada masa yang berbeza, unit vektor halaju: m/s
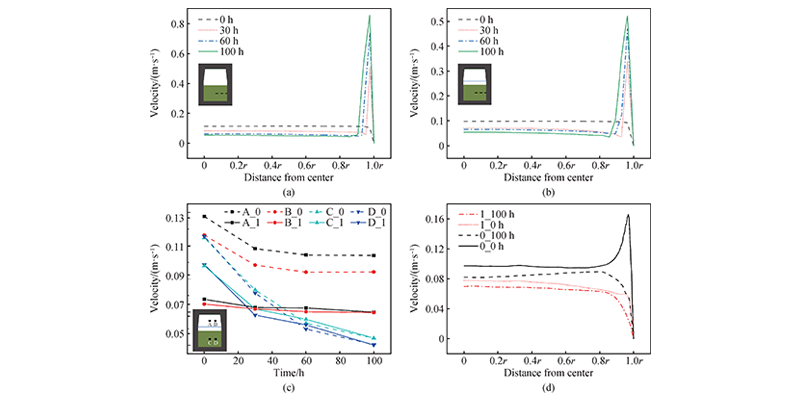
Rajah 4 Perubahan dalam kadar aliran bahan. (a) Perubahan dalam taburan kadar aliran bahan di tengah-tengah bahan mentah struktur 0 pada 0, 30, 60, dan 100 h, r ialah jejari kawasan bahan mentah; (b) Perubahan dalam taburan kadar aliran bahan di tengah-tengah bahan mentah struktur 1 pada 0, 30, 60, dan 100 h, r ialah jejari kawasan bahan mentah; (c) Perubahan dalam kadar aliran bahan di dalam ruang pertumbuhan (A, B) dan di dalam bahan mentah (C, D) struktur 0 dan 1 dari semasa ke semasa; (d) Taburan kadar aliran bahan berhampiran permukaan hablur benih bagi struktur 0 dan 1 pada 0 dan 100 h, r ialah jejari hablur benih
C/Si menjejaskan kestabilan kristal dan ketumpatan kecacatan pertumbuhan kristal SiC. Rajah 5(a) membandingkan taburan nisbah C/Si bagi kedua-dua struktur pada momen awal. Nisbah C/Si secara beransur-ansur berkurangan dari bahagian bawah ke bahagian atas pijar, dan nisbah C/Si bagi struktur 1 sentiasa lebih tinggi daripada struktur 0 pada kedudukan yang berbeza. Rajah 5(b) dan 5(c) menunjukkan nisbah C/Si meningkat secara beransur-ansur dengan pertumbuhan, yang berkaitan dengan peningkatan suhu dalaman pada peringkat pertumbuhan kemudian, peningkatan grafit bahan mentah, dan tindak balas komponen Si dalam fasa gas dengan mangkuk grafit. Dalam Rajah 5(d), nisbah C/Si bagi struktur 0 dan struktur 1 adalah agak berbeza di bawah PG (0, 25 mm), tetapi berbeza sedikit di atas PG (50 mm), dan perbezaan itu meningkat secara beransur-ansur apabila ia menghampiri kristal. Secara umum, nisbah C/Si bagi struktur 1 adalah lebih tinggi, yang membantu menstabilkan bentuk kristal dan mengurangkan kebarangkalian peralihan fasa.
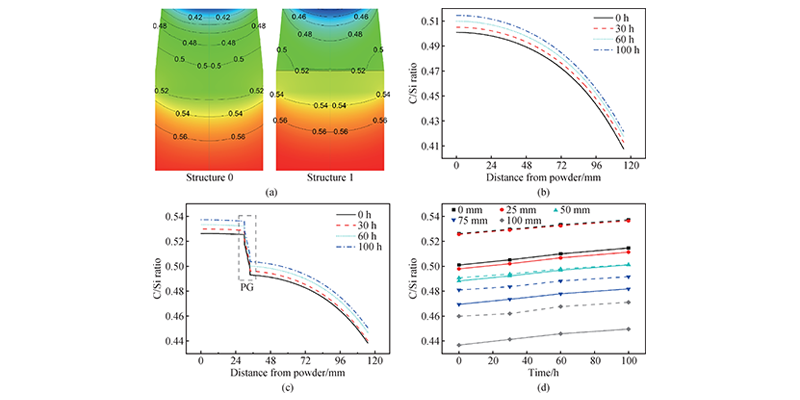
Rajah 5 Taburan dan perubahan nisbah C/Si. (a) Taburan nisbah C/Si dalam mangkuk pijar struktur 0 (kiri) dan struktur 1 (kanan) pada 0 jam; (b) Nisbah C/Si pada jarak yang berbeza dari garis tengah pijar struktur 0 pada masa yang berbeza (0, 30, 60, 100 h); (c) Nisbah C/Si pada jarak yang berbeza dari garis tengah pijar struktur 1 pada masa yang berbeza (0, 30, 60, 100 h); (d) Perbandingan nisbah C/Si pada jarak yang berbeza (0, 25, 50, 75, 100 mm) dari garis tengah pijar struktur 0 (garisan pepejal) dan struktur 1 (garis putus-putus) pada masa yang berbeza (0, 30, 60, 100 h).
Rajah 6 menunjukkan perubahan diameter zarah dan keliangan kawasan bahan mentah bagi kedua-dua struktur. Rajah menunjukkan bahawa diameter bahan mentah berkurangan dan keliangan meningkat berhampiran dinding pijar, dan keliangan tepi terus meningkat dan diameter zarah terus berkurangan apabila pertumbuhan berlangsung. Keliangan tepi maksimum ialah kira-kira 0.99 pada 100 jam, dan diameter zarah minimum ialah kira-kira 300 μm. Diameter zarah meningkat dan keliangan berkurangan pada permukaan atas bahan mentah, sepadan dengan penghabluran semula. Ketebalan kawasan penghabluran semula meningkat apabila pertumbuhan berkembang, dan saiz zarah dan keliangan terus berubah. Diameter zarah maksimum mencapai lebih daripada 1500 μm, dan keliangan minimum ialah 0.13. Di samping itu, oleh kerana PG meningkatkan suhu kawasan bahan mentah dan supertepu gas adalah kecil, ketebalan penghabluran semula bahagian atas bahan mentah struktur 1 adalah kecil, yang meningkatkan kadar penggunaan bahan mentah.
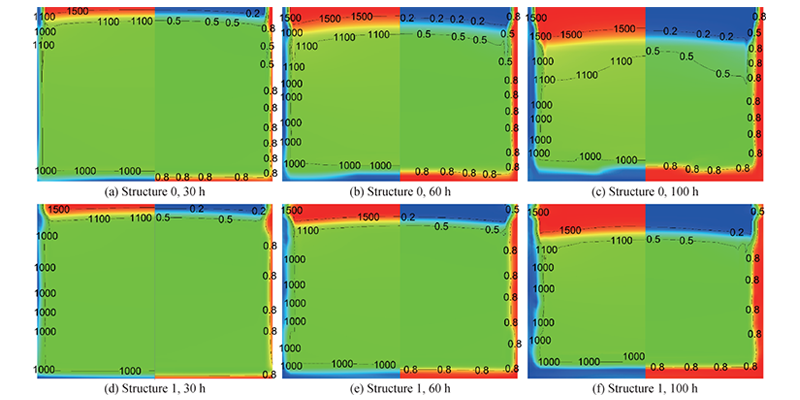 Rajah 6 Perubahan dalam diameter zarah (kiri) dan keliangan (kanan) kawasan bahan mentah struktur 0 dan struktur 1 pada masa yang berbeza, unit diameter zarah: μm
Rajah 6 Perubahan dalam diameter zarah (kiri) dan keliangan (kanan) kawasan bahan mentah struktur 0 dan struktur 1 pada masa yang berbeza, unit diameter zarah: μm
Rajah 7 menunjukkan bahawa struktur 0 meledingkan pada permulaan pertumbuhan, yang mungkin berkaitan dengan kadar aliran bahan yang berlebihan yang disebabkan oleh grafisasi tepi bahan mentah. Tahap ledingan menjadi lemah semasa proses pertumbuhan seterusnya, yang sepadan dengan perubahan dalam kadar aliran bahan di hadapan pertumbuhan kristal struktur 0 dalam Rajah 4 (d). Dalam struktur 1, disebabkan oleh kesan PG, antara muka kristal tidak menunjukkan meledingkan. Di samping itu, PG juga menjadikan kadar pertumbuhan struktur 1 jauh lebih rendah daripada struktur 0. Ketebalan tengah kristal struktur 1 selepas 100 jam hanya 68% daripada struktur 0.
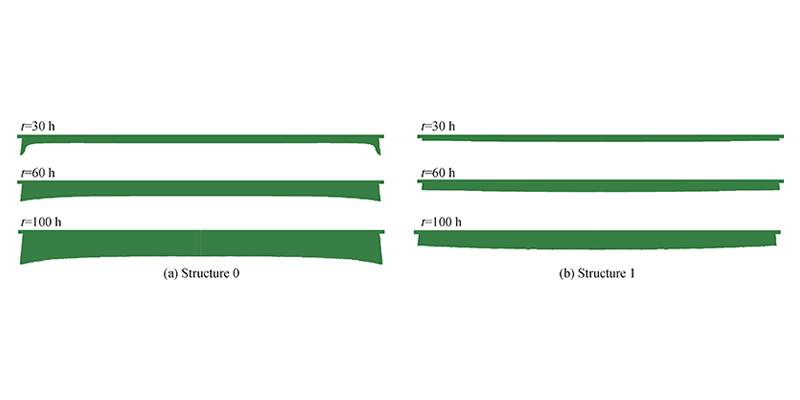
Rajah 7 Perubahan antara muka struktur 0 dan struktur 1 hablur pada 30, 60, dan 100 jam
Pertumbuhan kristal telah dijalankan di bawah keadaan proses simulasi berangka. Hablur yang ditanam oleh struktur 0 dan struktur 1 ditunjukkan dalam Rajah 8(a) dan Rajah 8(b), masing-masing. Hablur struktur 0 menunjukkan antara muka cekung, dengan beralun di kawasan tengah dan peralihan fasa di tepi. Kecembungan permukaan mewakili tahap ketidakhomogenan tertentu dalam pengangkutan bahan fasa gas, dan kejadian peralihan fasa sepadan dengan nisbah C/Si yang rendah. Antara muka kristal yang ditanam oleh struktur 1 sedikit cembung, tiada peralihan fasa ditemui, dan ketebalannya ialah 65% daripada kristal tanpa PG. Secara umum, hasil pertumbuhan kristal sepadan dengan hasil simulasi, dengan perbezaan suhu jejari yang lebih besar pada antara muka kristal struktur 1, pertumbuhan pesat di pinggir ditindas, dan kadar aliran bahan keseluruhan lebih perlahan. Trend keseluruhan adalah konsisten dengan hasil simulasi berangka.
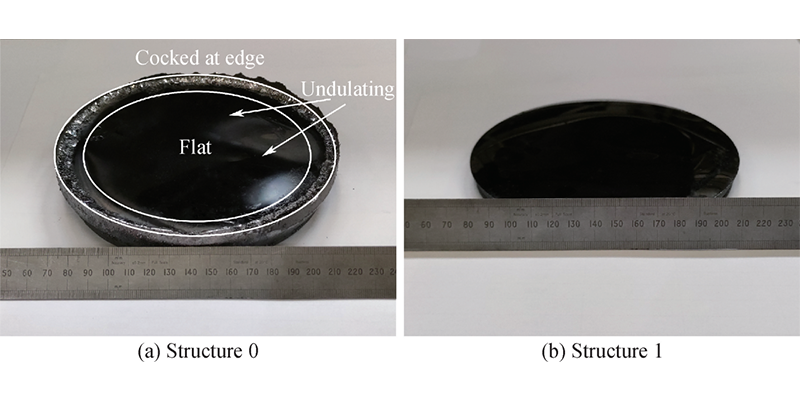
Rajah 8 Hablur SiC yang ditanam di bawah struktur 0 dan struktur 1
Kesimpulan
PG adalah kondusif untuk peningkatan suhu keseluruhan kawasan bahan mentah dan peningkatan keseragaman suhu paksi dan jejarian, menggalakkan pemejalwapan penuh dan penggunaan bahan mentah; perbezaan suhu atas dan bawah meningkat, dan kecerunan jejarian permukaan kristal benih meningkat, yang membantu mengekalkan pertumbuhan antara muka cembung. Dari segi pemindahan jisim, pengenalan PG mengurangkan kadar pemindahan jisim keseluruhan, kadar aliran bahan dalam ruang pertumbuhan yang mengandungi PG berubah kurang mengikut masa, dan keseluruhan proses pertumbuhan lebih stabil. Pada masa yang sama, PG juga berkesan menghalang berlakunya pemindahan jisim tepi yang berlebihan. Di samping itu, PG juga meningkatkan nisbah C/Si persekitaran pertumbuhan, terutamanya di pinggir hadapan antara muka kristal benih, yang membantu mengurangkan berlakunya perubahan fasa semasa proses pertumbuhan. Pada masa yang sama, kesan penebat haba PG mengurangkan berlakunya penghabluran semula di bahagian atas bahan mentah ke tahap tertentu. Untuk pertumbuhan kristal, PG memperlahankan kadar pertumbuhan kristal, tetapi antara muka pertumbuhan lebih cembung. Oleh itu, PG adalah cara yang berkesan untuk meningkatkan persekitaran pertumbuhan kristal SiC dan mengoptimumkan kualiti kristal.
Masa siaran: Jun-18-2024