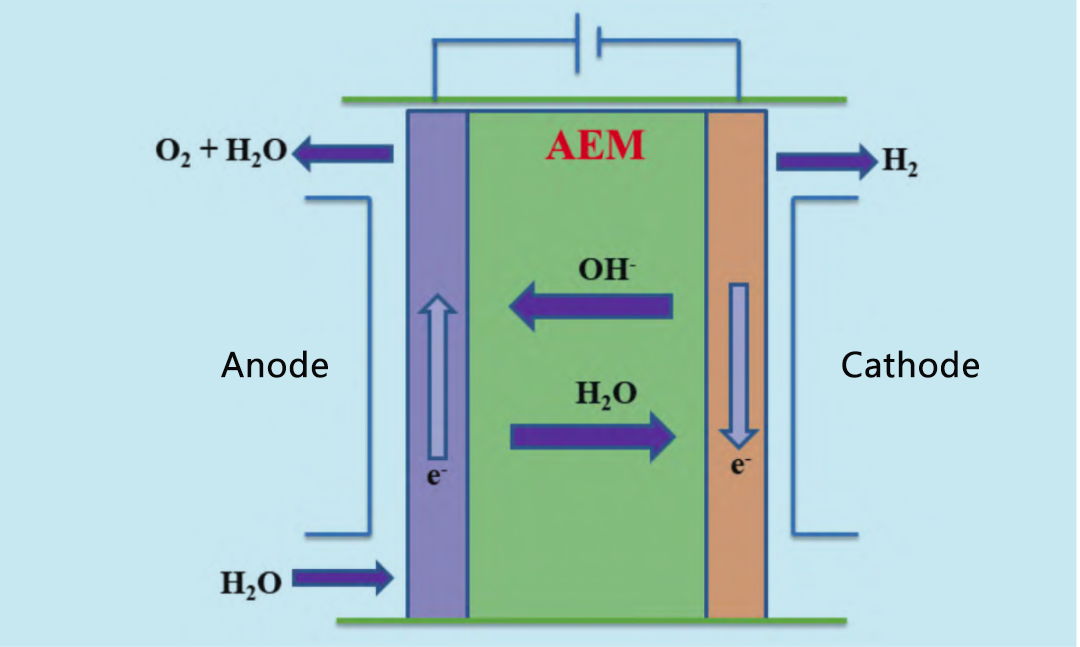
AEM は、ある程度、PEM と従来の隔膜ベースのアルカリ電解液のハイブリッドです。 AEM 電解槽の原理を図 3 に示します。陰極では水が還元されて水素と OH - が生成されます。 OH — ダイアフラムを通ってアノードに流れ、そこで再結合して酸素を生成します。
リーら。 [1-2] は、高度に四級化されたポリスチレンおよびポリフェニレン AEM 高性能水電解装置を研究し、その結果、電流密度は 85°C、電圧 1.8 V で 2.7 A/cm2 であることがわかりました。水素生成用の触媒として NiFe と PtRu/C を使用すると、電流密度は 906mA/cm2 まで大幅に減少しました。チェンら。 [5] は、アルカリ高分子膜電解槽における高効率非貴金属電解触媒の応用を研究しました。 NiMo 酸化物をさまざまな温度で H2/NH3、NH3、H2、および N2 ガスによって還元して、電解水素生成触媒を合成しました。結果は、H2/NH3 還元を備えた NiMo-NH3/H2 触媒が最高の性能を持ち、1.57V、80℃で最大 1.0A/cm2 の電流密度と 75% のエネルギー変換効率を備えていることを示しています。エボニック インダストリーズは、既存のガス分離膜技術に基づいて、AEM 電解セルで使用するための特許取得済みのポリマー材料を開発し、現在パイロット ラインで膜の生産を拡大しています。次のステップは、生産を拡大しながら、システムの信頼性を検証し、バッテリーの仕様を改善することです。
現在、AEM 電解槽が直面している主な課題は、AEM の高い導電性と耐アルカリ性の欠如であり、貴金属電極触媒により電解装置の製造コストが増加することです。同時に、CO2が細胞膜に侵入すると膜抵抗と電極抵抗が低下し、電解性能が低下します。 AEM 電解装置の将来の開発方向は次のとおりです。 1. 高い導電性、イオン選択性、長期アルカリ安定性を備えた AEM を開発します。 2. 貴金属触媒の高コストの問題を克服し、貴金属を使用せず高性能な触媒を開発します。 3. 現在、AEM 電解槽の目標コストは 20 ドル/m2 ですが、AEM 電解槽全体のコストを削減するには、安価な原材料と合成手順の削減を通じてコストを削減する必要があります。 4. 電解槽内の CO2 含有量を削減し、電解性能を向上させます。
[1] Liu L、Kohl P A. 異なるテザーカチオンを備えたアニオン伝導性マルチブロックコポリマー[J].Journal of Polymer Science Part A: Polymer Chemistry、2018、56(13): 1395 — 1403。
[2] Li D、Park EJ、Zhu W、他。高性能陰イオン交換膜水電解装置用の高度に四級化されたポリスチレンアイオノマー[J]。自然エネルギー、2020、5: 378 — 385。
投稿日時: 2023 年 2 月 2 日