リチウムイオン電池は主に高エネルギー密度の方向に発展しています。室温では、シリコン系負極材料はリチウムと合金化し、リチウムを豊富に含む生成物であるLi3.75Si相を生成します。その比容量は最大3572mAh/gに達し、これはグラファイト負極の理論上の比容量372mAh/gを大幅に上回ります。しかし、シリコン系負極材料の繰り返し充放電プロセス中に、SiとLi3.75Siの相転移により、体積が大きく膨張する可能性があり(約300%)、電極材料の構造的な粉末化とSEI膜の継続的な形成につながり、最終的に容量が急速に低下します。業界では、ナノサイズ化、カーボンコーティング、細孔形成などの技術を通じて、シリコン系負極材料の性能とシリコン系電池の安定性を主に向上させています。
炭素材料は導電性に優れ、コストが低く、入手源も広いため、シリコン系材料の導電性と表面安定性を向上させることができます。シリコン系負極の性能向上添加剤として、特にシリコン系炭素材料が主流となっています。炭素コーティングはシリコン系材料の表面安定性を向上させることができますが、シリコンの体積膨張を抑制する効果は限定的であり、シリコンの体積膨張の問題を解決することはできません。そのため、シリコン系材料の安定性を向上させるには、多孔質構造を構築する必要があります。ボールミリングは、ナノ材料を製造するための工業化された方法です。ボールミリングで得られたスラリーには、複合材料の設計要件に応じて、様々な添加剤や材料成分を添加することができます。得られたスラリーは、様々なスラリーに均一に分散され、噴霧乾燥されます。瞬間乾燥プロセス中に、スラリー中のナノ粒子やその他の成分は、自発的に多孔質構造特性を形成します。本論文では、工業化された環境に優しいボールミリングと噴霧乾燥技術を用いて、多孔質シリコン系材料を製造します。
シリコン系材料の性能は、シリコンナノ材料の形態と分布特性を制御することによっても向上させることができます。現在、シリコンナノロッド、多孔質グラファイト埋め込みナノシリコン、炭素球に分散したナノシリコン、シリコン/グラフェンアレイ多孔質構造など、様々な形態と分布特性を持つシリコン系材料が開発されています。同じスケールで見ると、ナノ粒子と比較して、ナノシートは体積膨張による破砕問題をより抑制でき、材料の圧縮密度も高くなります。ナノシートの無秩序な積層によって多孔質構造を形成することもできます。シリコン負極交換基に結合し、シリコン材料の体積膨張のための緩衝空間を提供します。カーボンナノチューブ(CNT)の導入は、材料の導電性を向上させるだけでなく、その一次元形態特性により、材料の多孔質構造の形成を促進します。シリコンナノシートとCNTによって構築された多孔質構造に関する報告はありません。本論文では、工業的に適用可能なボールミル、粉砕・分散、噴霧乾燥、カーボンプレコーティングおよび焼成法を採用し、調製プロセスに多孔質促進剤を導入して、シリコンナノシートおよびCNTの自己組織化によって形成された多孔質シリコンベースの負極材料を調製する。調製プロセスは簡単で環境に優しく、廃液や廃棄物の残留物は生成されません。シリコンベースの材料のカーボンコーティングに関する文献報告は多数ありますが、コーティングの効果に関する詳細な議論はほとんどありません。本論文では、アスファルトを炭素源として、液相コーティングと固相コーティングの2つのカーボンコーティング方法がコーティング効果とシリコンベースの負極材料の性能に及ぼす影響を調査します。
1つの実験
1.1 材料の準備
多孔質シリコンカーボン複合材料の製造は、主にボールミル粉砕、粉砕分散、噴霧乾燥、カーボンプレコーティング、炭化の5つのステップで構成されている。まず、初期シリコン粉末(国産、純度99.99%)500gを秤量し、イソプロパノール2000gを加え、ボールミル回転速度2000r/minで24時間湿式ボールミル粉砕を行い、ナノスケールシリコンスラリーを得る。得られたシリコンスラリーを分散液移送タンクに移し、シリコン:グラファイト(上海産、電池グレード):カーボンナノチューブ(天津産、電池グレード):ポリビニルピロリドン(天津産、分析グレード)=40:60:1.5:2の質量比で材料を加える。イソプロパノールで固形分濃度を調整し、固形分濃度が15%になるように設計する。粉砕および分散は、分散速度3500 r/minで4時間行われます。CNTを添加していない別のグループのスラリーを比較し、他の材料は同じです。得られた分散スラリーは、次に噴霧乾燥供給タンクに移され、窒素保護雰囲気下で噴霧乾燥が行われ、入口温度と出口温度はそれぞれ180℃と90℃です。次に、固相コーティングと液相コーティングの2種類の炭素コーティングを比較しました。固相コーティング法は、噴霧乾燥粉末を20%のアスファルト粉末(韓国製、D50は5μm)と混合し、機械式ミキサーで10分間混合し、混合速度を2000 r/minにしてプレコート粉末を得る方法です。液相コーティング法は、噴霧乾燥粉末を、固形分55%のアスファルトを粉末に溶解した20%のキシレン溶液(天津製、分析グレード)に加え、真空中で均一に撹拌する。真空オーブンで85℃で4時間焼成し、機械式ミキサーに入れて混合し、混合速度は2000r/min、混合時間は10分でプレコート粉末を得る。最後に、プレコート粉末を窒素雰囲気下で回転窯で加熱速度5℃/分で焼成する。まず550℃の一定温度で2時間保持し、その後800℃まで加熱を続け、一定温度で2時間保持した後、100℃以下に自然冷却して排出し、シリコンカーボン複合材料を得る。
1.2 特性評価方法
材料の粒度分布は、粒度分布計(Mastersizer 2000版、英国製)を用いて分析した。各工程で得られた粉末は、走査型電子顕微鏡(Regulus8220、日本製)を用いて粉末の形態とサイズを調べた。材料の相構造は、X線粉末回折装置(D8 ADVANCE、ドイツ製)を用いて分析し、材料の元素組成はエネルギースペクトル分析装置を用いて分析した。得られたシリコンカーボン複合材料を用いて、モデルCR2032のボタン型半電池を作製した。シリコンカーボン:SP:CNT:CMC:SBRの質量比は92:2:2:1.5:2.5であった。対極は金属リチウムシート、電解液は市販の電解液(モデル1901、韓国製)、振動板はCelgard 2320を使用し、充放電電圧範囲は0.005~1.5V、充放電電流は0.1C(1C=1A)、放電カットオフ電流は0.05Cです。
シリコンカーボン複合材料の性能をさらに調査するために、ラミネート小型ソフトパック電池408595を作製した。正極にはNCM811(湖南省製、電池グレード)を使用し、負極グラファイトに8%のシリコンカーボン材料をドープした。正極スラリーの配合は、NCM811 96%、ポリフッ化ビニリデン(PVDF)1.2%、導電剤SP 2%、CNT 0.8%、分散剤としてNMPを使用した。負極スラリーの配合は、複合負極材料96%、CMC 1.3%、SBR 1.5%、CNT 1.2%、分散剤として水を使用した。攪拌、コーティング、圧延、切断、ラミネート、タブ溶接、包装、焼成、注液、成形、容量分割を経て、定格容量3Ahのラミネート小型ソフトパック電池408595を作製した。 0.2C、0.5C、1C、2C、3Cのレート特性と、0.5C充電および1C放電のサイクル特性を試験した。充放電電圧範囲は2.8~4.2V、定電流充電および定電圧充電、カットオフ電流は0.5Cであった。
2 結果と考察
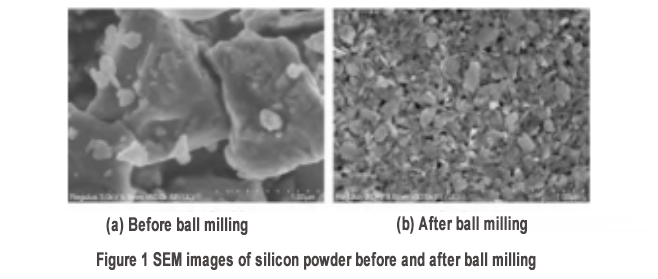
初期のシリコン粉末を走査型電子顕微鏡(SEM)で観察しました。図1(a)に示すように、シリコン粉末は不規則な粒状で、粒径は2μm未満でした。ボールミル処理後、シリコン粉末のサイズは約100nmまで大幅に縮小しました(図1(b))。粒度試験の結果、ボールミル処理後のシリコン粉末のD50は110nm、D90は175nmでした。ボールミル処理後のシリコン粉末の形態を注意深く観察すると、薄片状構造が示されています(薄片状構造の形成は、後で断面SEMからさらに検証されます)。したがって、粒度試験から得られたD90データは、ナノシートの長さ寸法であるはずです。SEMの結果と組み合わせると、得られたナノシートのサイズは、少なくとも1つの方向で充放電中にシリコン粉末が破損する臨界値150nmよりも小さいと判断できます。薄片状構造の形成は、主に結晶シリコンの結晶面の解離エネルギーの違いに起因しており、中でも{111}面は{100}面や{110}面よりも解離エネルギーが低い。そのため、この結晶面はボールミル粉砕によって容易に薄片化され、最終的に薄片状構造を形成する。この薄片状構造は、緩い構造の蓄積を促し、シリコンの体積膨張のための空間を確保し、材料の安定性を向上させる。
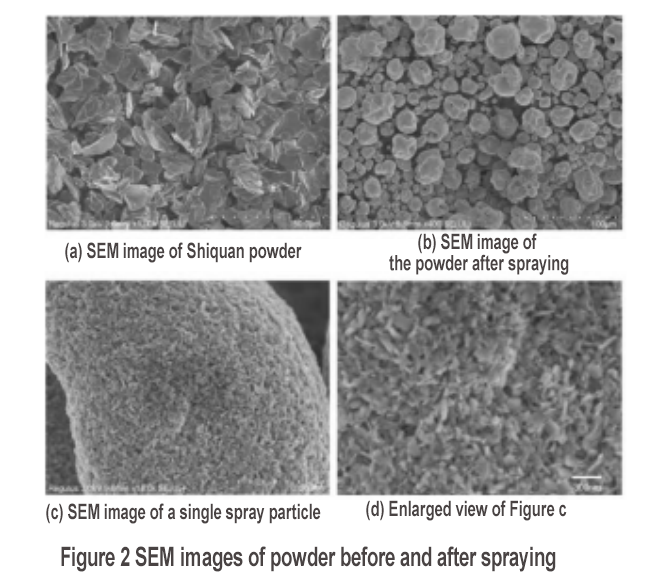
ナノシリコン、CNT、グラファイトを含むスラリーを噴霧し、噴霧前後の粉末をSEMで観察しました。結果を図2に示します。噴霧前に添加したグラファイトマトリックスは、サイズが5〜20μmの典型的なフレーク構造です[図2(a)]。グラファイトの粒度分布試験では、D50が15μmでした。噴霧後に得られた粉末は球状の形態を有し[図2(b)]、噴霧後にグラファイトがコーティング層でコーティングされていることがわかります。噴霧後の粉末のD50は26.2μmでした。二次粒子の形態特性をSEMで観察したところ、ナノ材料が蓄積した緩い多孔質構造の特性を示していました[図2(c)]。多孔質構造は、シリコンナノシートとCNTが互いに絡み合って構成されており[図2(d)]、試験比表面積(BET)は53.3 m2 / gと高くなっています。そのため、スプレー後、シリコンナノシートとCNTが自己組織化して多孔質構造を形成します。
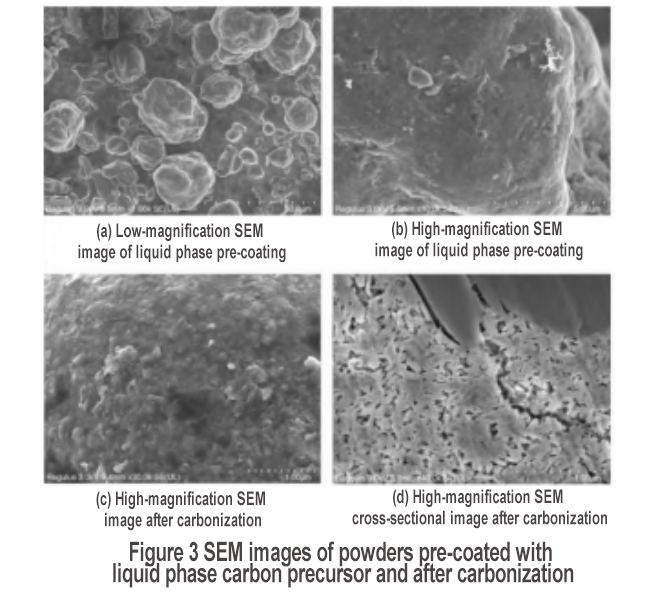
多孔質層を液体カーボンコーティングで処理し、カーボンコーティング前駆体ピッチを添加して炭化した後、SEM観察を行った。結果を図3に示す。カーボンプレコーティング後、二次粒子の表面は滑らかになり、明らかなコーティング層が形成され、コーティングが完了した(図3(a)および(b))。炭化後、表面コーティング層は良好なコーティング状態を維持している(図3(c))。また、断面SEM像には、ナノシートの形態特性に対応する帯状のナノ粒子が示されており(図3(d))、ボールミル処理後のシリコンナノシートの形成をさらに確認している。さらに、図3(d)は、いくつかのナノシートの間にフィラーがあることを示しています。これは主に液相コーティング法を使用しているためです。アスファルト溶液が材料に浸透し、内部のシリコンナノシートの表面にカーボンコーティング保護層が形成されます。したがって、液相コーティングを用いることで、二次粒子コーティング効果に加え、一次粒子コーティングによる二重の炭素コーティング効果も得られる。炭化粉末をBET法で試験したところ、22.3 m2/gという結果となった。
炭化粉末を断面エネルギースペクトル分析(EDS)にかけた結果を図4(a)に示す。ミクロンサイズのコアはC成分で、グラファイトマトリックスに対応し、外側のコーティングにはシリコンと酸素が含まれている。シリコンの構造をさらに詳しく調べるために、X線回折(XRD)試験を実施し、その結果を図4(b)に示す。この材料は主にグラファイトと単結晶シリコンで構成されており、明らかなシリコン酸化物の特徴は見られなかった。これは、エネルギースペクトル試験における酸素成分が主にシリコン表面の自然酸化に由来していることを示す。シリコン-炭素複合材料はS1として記録されている。

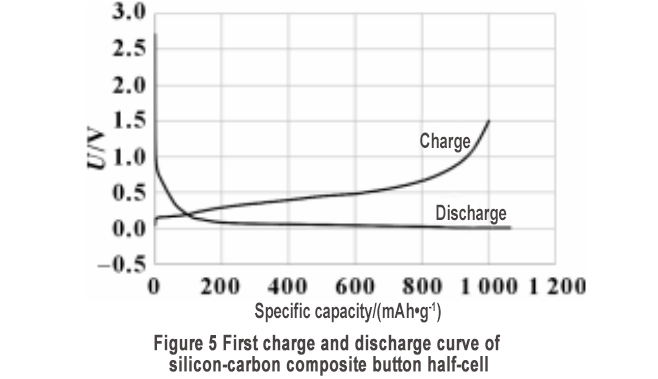
作製したシリコンカーボン材料S1を用いて、ボタン型半電池の製造および充放電試験を行った。図5に最初の充放電曲線を示す。可逆比容量は1000.8mAh/g、最初のサイクル効率は93.9%と高く、文献で報告されているプレリチウム化処理を行わないほとんどのシリコン系材料の初効率を上回っている。この高い初効率は、作製したシリコンカーボン複合材料の安定性が高いことを示している。多孔質構造、導電性ネットワーク、およびカーボンコーティングがシリコンカーボン材料の安定性に及ぼす影響を検証するために、CNTを添加せず、一次カーボンコーティングを行わない2種類のシリコンカーボン材料を作製した。
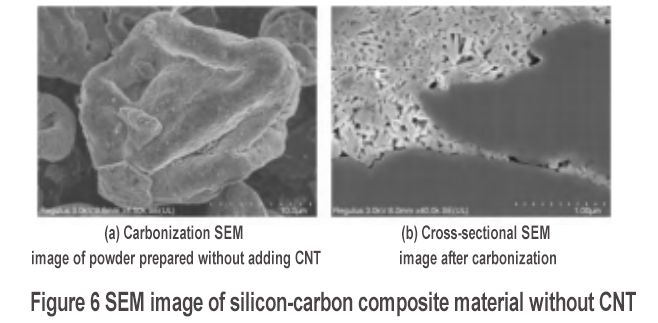
CNTを添加していないシリコンカーボン複合材料の炭化粉末の形態を図6に示す。液相コーティングおよび炭化後、図6(a)に示すように、二次粒子の表面にコーティング層がはっきりと見える。炭化材料の断面SEMを図6(b)に示す。シリコンナノシートの積み重ねは多孔質特性を有し、BET試験は16.6 m2/gである。しかし、CNTの場合(図3(d)に示すように、その炭化粉末のBET試験は22.3 m2/g)と比較すると、内部のナノシリコンの積み重ね密度が高く、CNTの添加により多孔質構造の形成が促進されることがわかる。また、この材料はCNTによって構築された3次元導電ネットワークを有していない。このシリコンカーボン複合材料はS2として記録されている。
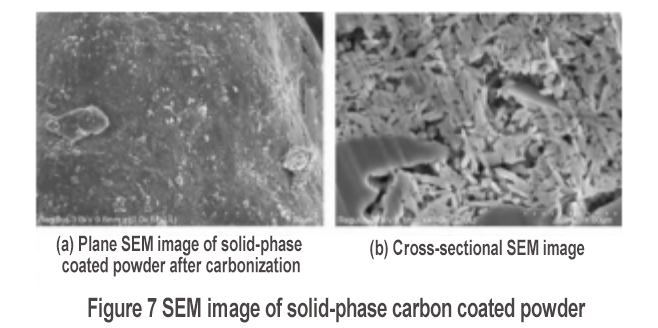
固相炭素コーティングによって作製されたシリコン-カーボン複合材料の形態特性を図7に示す。炭化後、図7(a)に示すように、表面に明らかなコーティング層が存在する。図7(b)は、断面に帯状のナノ粒子が存在することを示しており、これはナノシートの形態特性に対応している。ナノシートが蓄積することで多孔質構造が形成される。内部のナノシート表面には明らかな充填剤が見られないことから、固相炭素コーティングは多孔質構造のカーボンコーティング層のみを形成し、シリコンナノシートの内部コーティング層は存在しないことがわかる。このシリコン-カーボン複合材料をS3と記録する。
S2とS3のボタン型ハーフセル充放電試験を行った。S2の比容量と初回効率はそれぞれ1120.2mAh/gと84.8%、S3の比容量と初回効率はそれぞれ882.5mAh/gと82.9%であった。固相コーティングされたS3サンプルの比容量と初回効率は最も低く、多孔質構造のカーボンコーティングのみが行われ、内部のシリコンナノシートのカーボンコーティングが行われていないため、シリコンベース材料の比容量を十分に発揮できず、シリコンベース材料の表面を保護できなかったことがわかる。CNTを含まないS2サンプルの初回効率も、CNTを含むシリコンカーボン複合材料の初回効率よりも低く、良好なコーティング層に基づいて、導電ネットワークと高度な多孔質構造がシリコンカーボン材料の充放電効率の向上に寄与していることがわかる。
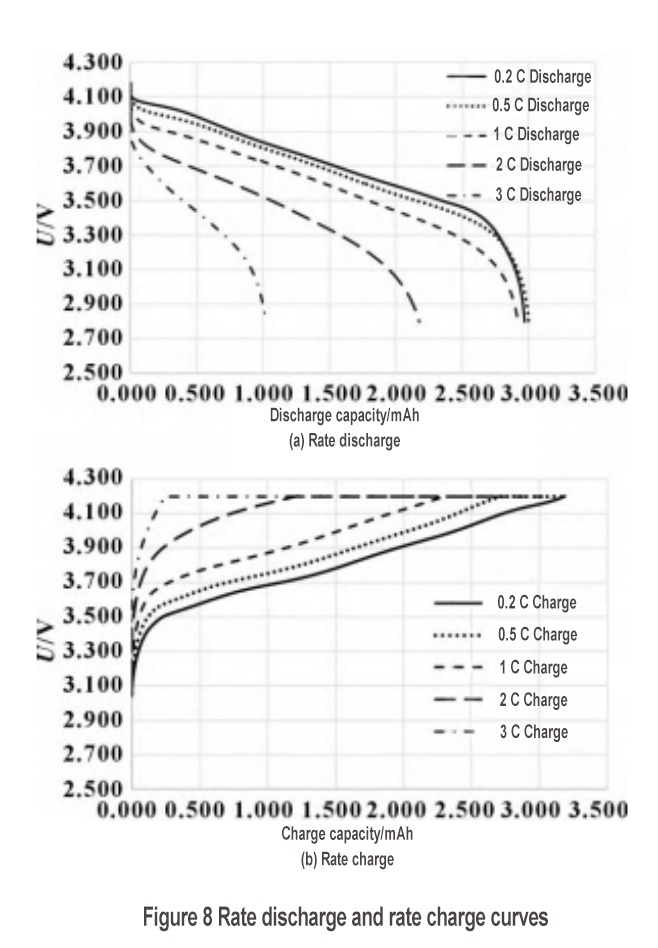
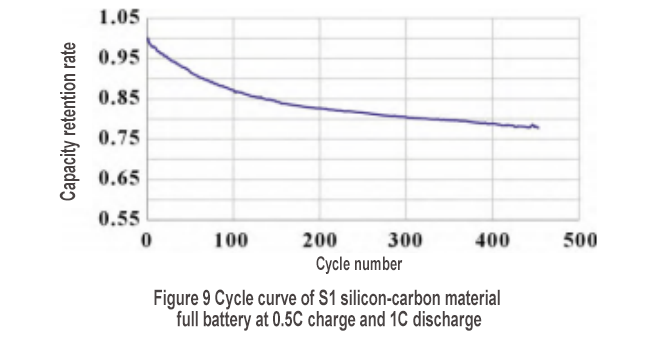
S1シリコンカーボン材料を用いて小型ソフトパックフルバッテリーを作製し、レート特性とサイクル特性を検証しました。放電レート曲線を図8(a)に示します。0.2C、0.5C、1C、2C、3Cの放電容量はそれぞれ2.970、2.999、2.920、2.176、1.021Ahでした。1C放電率は98.3%と高いですが、2C放電率は73.3%に低下し、3C放電率はさらに34.4%に低下します。シリコン負極交換グループに参加するには、WeChat:shimobangを追加してください。充電率に関して、0.2C、0.5C、1C、2C、3Cの充電容量はそれぞれ3.186、3.182、3.081、2.686、2.289Ahです。 1C充電率は96.7%で、2C充電率は依然として84.3%に達しています。 しかし、図8(b)の充電曲線を観察すると、2C充電プラットフォームは1C充電プラットフォームよりも大幅に大きく、その定電圧充電容量が大部分(55%)を占めており、2C充電式バッテリーの分極がすでに非常に大きいことを示しています。 シリコンカーボン材料は1Cで良好な充放電性能を備えていますが、より高いレート性能を実現するには、材料の構造特性をさらに改善する必要があります。 図9に示すように、450サイクル後、容量維持率は78%であり、良好なサイクル性能を示しています。
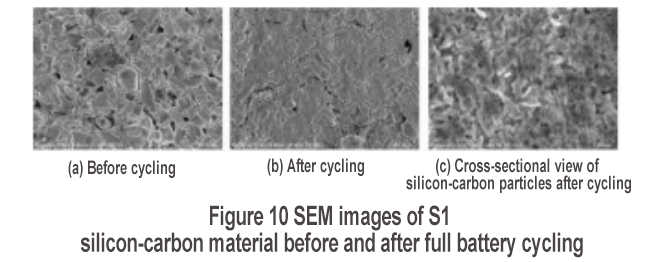
サイクル前後の電極の表面状態をSEMで調査し、その結果を図10に示します。サイクル前は、グラファイトとシリコンカーボン材料の表面は明瞭です[図10(a)]。サイクル後は、表面にコーティング層が明らかに生成されています[図10(b)]。これは厚いSEI膜です。SEI膜の粗さは、活性リチウムの消費量が高く、サイクル性能に役立ちません。したがって、滑らかなSEI膜の形成を促進すること(人工SEI膜の構築、適切な電解質添加剤の添加など)により、サイクル性能を向上させることができます。サイクル後のシリコンカーボン粒子の断面SEM観察[図10(c)]は、元のストリップ状のシリコンナノ粒子が粗くなり、多孔質構造が基本的に消失していることを示しています。これは主に、サイクル中のシリコンカーボン材料の継続的な体積膨張と収縮によるものです。したがって、シリコン系材料の体積膨張に十分な緩衝空間を提供するために、多孔質構造をさらに強化する必要がある。
3 結論
本論文では、シリコン系負極材料の体積膨張、導電性の低さ、界面安定性の低さという問題を踏まえ、シリコンナノシートの形態制御、多孔質構造の構築、導電ネットワークの構築、二次粒子全体の完全な炭素コーティングといった重点的な改善を行い、シリコン系負極材料全体の安定性を向上させる。シリコンナノシートの集積により多孔質構造を形成できる。CNTの導入は、多孔質構造の形成をさらに促進する。液相コーティング法で作製したシリコン-炭素複合材料は、固相コーティング法で作製したものよりも2倍の炭素コーティング効果を有し、より高い比容量と一次効率を示す。さらに、CNTを含むシリコン-炭素複合材料の一次効率は、CNTを含まないものよりも高い。これは主に、多孔質構造がシリコン系材料の体積膨張を緩和する能力が高いことによる。CNTの導入は、3次元導電ネットワークを構築し、シリコン系材料の導電性を向上させ、1Cにおける良好なレート特性を示し、良好なサイクル特性を示す。しかし、シリコンの体積膨張に十分な緩衝空間を提供し、滑らかな表面の形成を促進するために、材料の多孔質構造をさらに強化する必要がある。緻密なSEI膜によりシリコンカーボン複合材料のサイクル性能がさらに向上します。
当社は、酸化、拡散、アニールなどのウェハ処理に広く使用される高純度グラファイトおよびシリコンカーバイド製品も供給しています。
世界中のお客様を歓迎し、さらなる話し合いの場を設けます!
https://www.vet-china.com/
投稿日時: 2024年11月13日