基本的なプロセスSiC結晶成長は、高温下での原料の昇華・分解、温度勾配の作用による気相物質の輸送、そして種結晶における気相物質の再結晶成長に分けられる。これに基づき、るつぼ内部は原料エリア、成長室、種結晶の3つの部分に分けられる。実際の抵抗率に基づいて数値シミュレーションモデルが作成された。SiC単結晶成長装置(図1参照)。計算では、坩堝側面ヒーターの底から90mm離れたところ、るつぼ上部温度は2100℃、原料粒子径は1000μm、気孔率は0.6、成長圧力は300Pa、成長時間は100時間とする。PGの厚さは5mmで、直径はるつぼの内径と等しく、原料から30mm上に配置されている。計算では原料ゾーンの昇華、炭化、再結晶化プロセスを考慮しており、PGと気相物質の反応は考慮していない。計算に関連する物性パラメータを表1に示す。
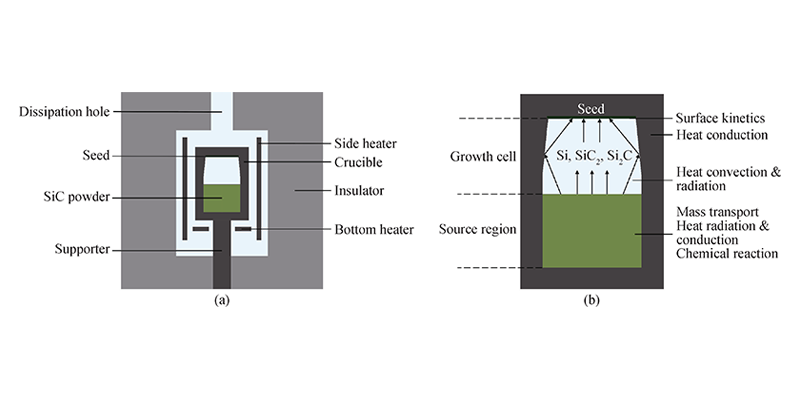
図1 シミュレーション計算モデル。(a) 結晶成長シミュレーションのための熱場モデル、(b) るつぼ内部領域の分割と関連する物理的問題
表1 計算に使用した物理パラメータ
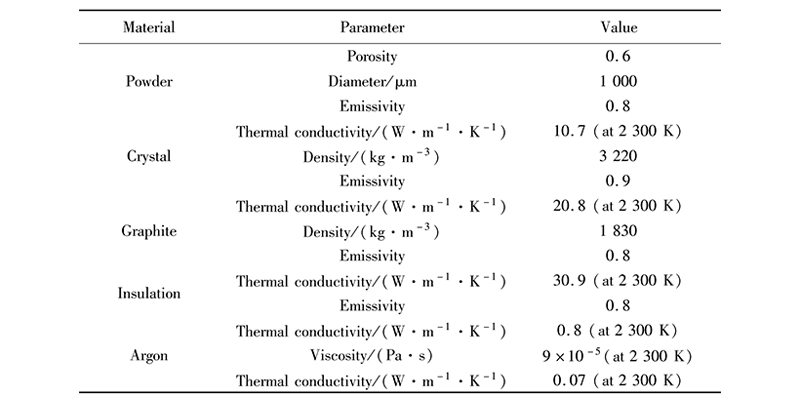
図2(a)は、PG含有構造(構造1と表記)の温度が、PG下側ではPGを含まない構造(構造0と表記)の温度よりも高く、PG上側では構造0の温度よりも低いことを示しています。全体的な温度勾配が増加し、PGは断熱剤として機能します。図2(b)と2(c)によると、原料ゾーンでの構造1の軸方向と放射状の温度勾配は小さく、温度分布はより均一で、材料の昇華はより完全です。図2(c)は、原料ゾーンとは異なり、構造1の種結晶での放射状の温度勾配が大きいことを示しています。これは、異なる熱伝達モードの異なる割合によって引き起こされる可能性があり、凸状の界面で結晶が成長するのに役立ちます。図2(d)では、成長が進むにつれてるつぼ内の各位置の温度が上昇傾向を示していますが、構造0と構造1の温度差は原料ゾーンでは徐々に減少し、成長チャンバーでは徐々に増加しています。
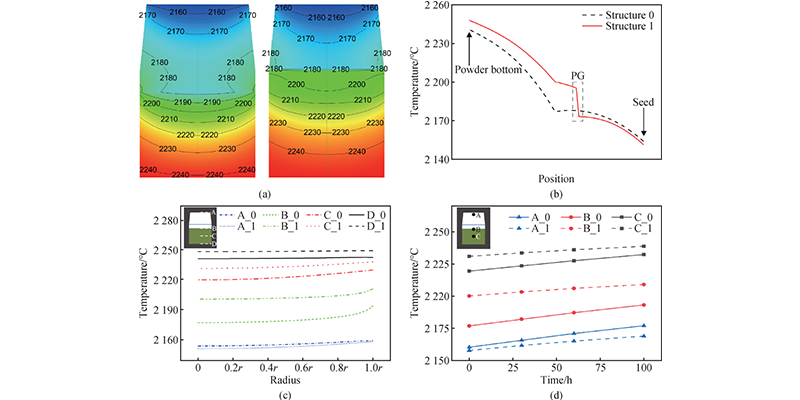 図2 るつぼ内の温度分布と変化。 (a) 0時間における構造0(左)と構造1(右)のるつぼ内の温度分布、単位:℃。 (b) 0時間における構造0と構造1のるつぼ中心線上の原料底から種結晶までの温度分布。 (c) 0時間におけるるつぼ中心から端までの種結晶表面(A)と原料表面(B)、中間(C)、および底面(D)の温度分布、横軸rはAの場合、種結晶半径、B~Dの場合、原料領域半径。 (d) 0、30、60、および100時間における構造0と構造1の成長チャンバー上部(A)、原料表面(B)、および中間(C)の中心温度変化。
図2 るつぼ内の温度分布と変化。 (a) 0時間における構造0(左)と構造1(右)のるつぼ内の温度分布、単位:℃。 (b) 0時間における構造0と構造1のるつぼ中心線上の原料底から種結晶までの温度分布。 (c) 0時間におけるるつぼ中心から端までの種結晶表面(A)と原料表面(B)、中間(C)、および底面(D)の温度分布、横軸rはAの場合、種結晶半径、B~Dの場合、原料領域半径。 (d) 0、30、60、および100時間における構造0と構造1の成長チャンバー上部(A)、原料表面(B)、および中間(C)の中心温度変化。
図3は、構造0と構造1のるつぼ内で異なる時間における材料輸送を示しています。原料エリアと成長チャンバー内の気相材料流量は位置の増加に伴って増加し、成長が進むにつれて材料輸送は弱まります。 図3はまた、シミュレーション条件下では、原料が最初にるつぼの側壁で黒鉛化し、次にるつぼの底で黒鉛化することを示しています。 さらに、原料の表面では再結晶化が起こり、成長が進むにつれて徐々に厚くなります。 図4(a)と4(b)は、原料内の材料流量が成長の進行とともに減少し、100時間での材料流量が初期の約50%であることを示しています。 ただし、原料の黒鉛化により、端での流量は比較的大きく、端での流量は100時間で中央領域の流量の10倍以上です。さらに、構造1のPGの効果により、構造1の原料エリアの材料流量は構造0よりも低くなります。図4(c)では、成長が進むにつれて原料エリアと成長チャンバーの両方で材料の流れが徐々に弱まり、原料エリアの材料流量は減少し続けています。これは、るつぼの端にある空気流路の開口部と上部の再結晶化の阻害によって引き起こされます。成長チャンバーでは、構造0の材料流量は最初の30時間で急速に16%まで減少し、その後は3%しか減少しませんが、構造1は成長プロセス全体を通じて比較的安定しています。したがって、PGは成長チャンバー内の材料流量を安定させるのに役立ちます。図4(d)は、結晶成長前線での材料流量を比較しています。初期および100時間後、構造0の成長領域における物質輸送は構造1よりも強力であるが、構造0のエッジには常に高流量領域が存在し、エッジでの過剰な成長につながる。構造1にPGが存在することで、この現象は効果的に抑制される。
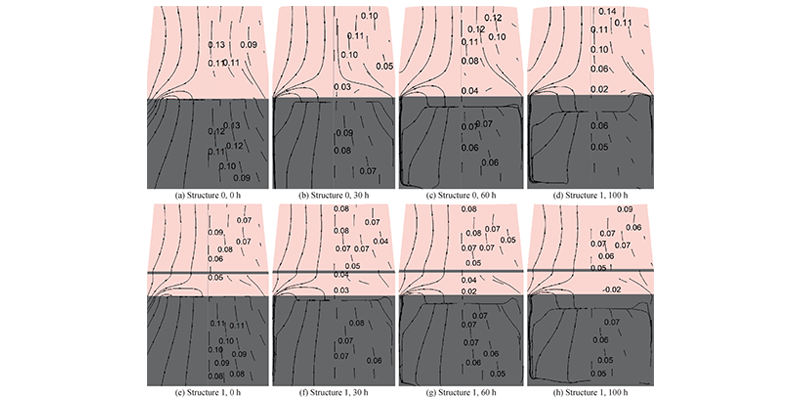
図3 るつぼ内の物質の流れ。異なる時間における構造0と1におけるガス物質輸送の流線(左)と速度ベクトル(右)。速度ベクトルの単位:m/s
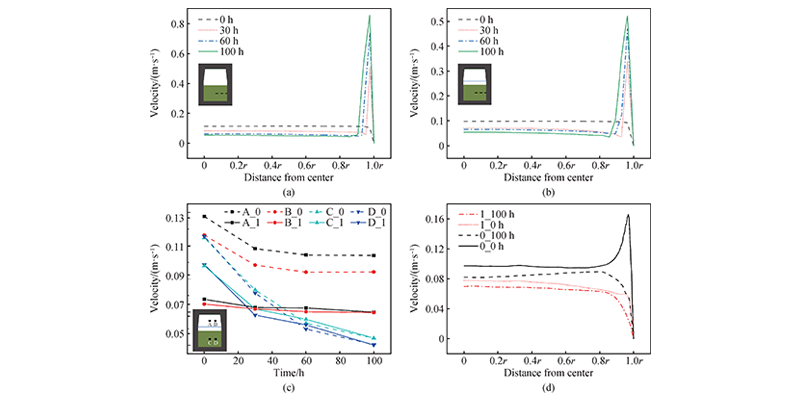
図4 物質流量の変化。(a) 構造0の原料中央における物質流量分布の0、30、60、100時間における変化。rは原料領域の半径。(b) 構造1の原料中央における物質流量分布の0、30、60、100時間における変化。rは原料領域の半径。(c) 構造0と1の成長チャンバー内(A、B)と原料内部(C、D)の物質流量の経時変化。(d) 構造0と1の種結晶表面付近における0および100時間における物質流量分布。rは種結晶の半径。
C/Si は、SiC 結晶成長の結晶安定性と欠陥密度に影響します。図 5(a) は、2 つの構造の初期瞬間の C/Si 比の分布を比較したものです。C/Si 比はるつぼの底から上に向かって徐々に減少し、構造 1 の C/Si 比は、さまざまな位置で常に構造 0 の C/Si 比よりも高くなっています。図 5(b) と 5(c) は、C/Si 比が成長とともに徐々に増加していることを示しています。これは、成長後期の内部温度の上昇、原料の黒鉛化の促進、および気相中の Si 成分と黒鉛るつぼとの反応に関連しています。図 5(d) では、構造 0 と構造 1 の C/Si 比は、PG (0、25 mm) 未満ではかなり異なりますが、PG (50 mm) を超えるとわずかに異なり、結晶に近づくにつれてその差は徐々に大きくなります。一般に、構造 1 の C/Si 比は高く、結晶形態を安定させ、相転移の確率を低減するのに役立ちます。
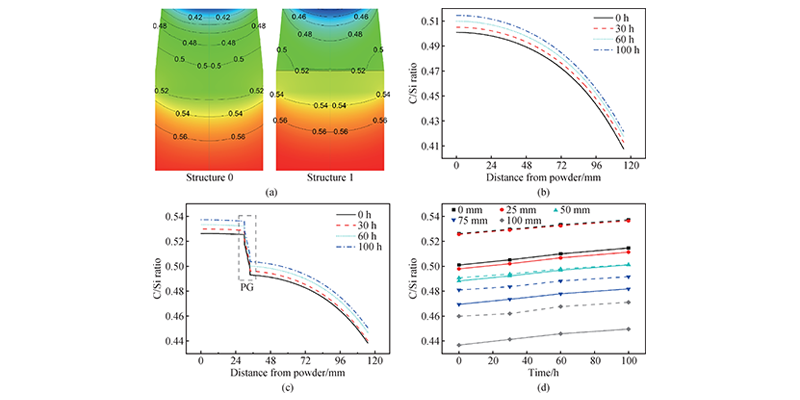
図5 C/Si比の分布と変化。(a) 0時間における構造0(左)と構造1(右)のるつぼのC/Si比の分布。(b) 異なる時間(0、30、60、100時間)における構造0のるつぼの中心線からの異なる距離におけるC/Si比。(c) 異なる時間(0、30、60、100時間)における構造1のるつぼの中心線からの異なる距離におけるC/Si比。(d) 異なる時間(0、30、60、100時間)における構造0(実線)と構造1(破線)のるつぼの中心線からの異なる距離(0、25、50、75、100 mm)におけるC/Si比の比較。
図6は、2つの組織の原料領域の粒径と気孔率の変化を示しています。図を見ると、るつぼ壁付近では原料径が減少し気孔率が上昇し、成長が進むにつれてエッジ気孔率は増加し続け、粒径は減少し続けていることがわかります。エッジ気孔率は100時間で最大約0.99、最小粒径は約300μmです。原料の上面では粒径が増加し気孔率は減少しており、これは再結晶に対応しています。成長が進むにつれて再結晶領域の厚さが増加し、粒径と気孔率は変化し続けています。最大粒径は1500μm以上に達し、最小気孔率は0.13です。また、PGにより原料領域の温度が上昇し、ガス過飽和度が小さいため、構造1の原料上部の再結晶厚さが小さくなり、原料利用率が向上する。
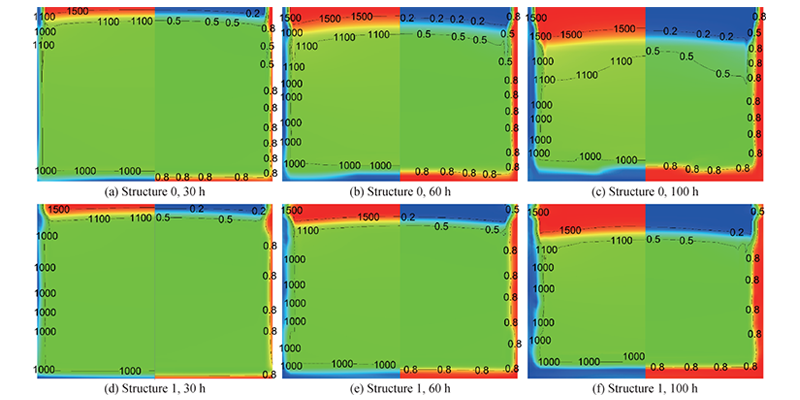 図6 構造0と構造1の原料領域の異なる時間における粒子径(左)と気孔率(右)の変化、粒子径単位:μm
図6 構造0と構造1の原料領域の異なる時間における粒子径(左)と気孔率(右)の変化、粒子径単位:μm
図7は、構造0が成長初期に反り返っていることを示しています。これは、原料端の黒鉛化によって引き起こされた過剰な材料流量に関連している可能性があります。その後の成長プロセスでは、反りの程度は弱まり、これは図4(d)の構造0の結晶成長前線における材料流量の変化に対応しています。構造1では、PGの効果により、結晶界面は反りを示しません。さらに、PGは構造1の成長速度を構造0の成長速度よりも大幅に低下させます。100時間後の構造1の結晶中心の厚さは、構造0のわずか68%です。
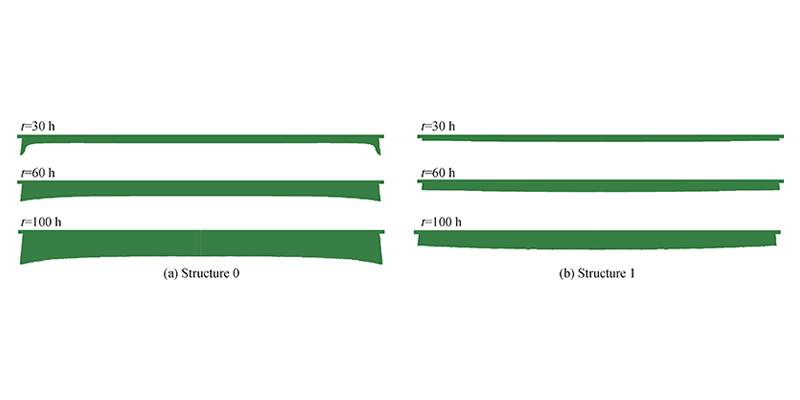
図7 構造0と構造1の結晶の30、60、100時間後の界面変化
数値シミュレーションのプロセス条件下で結晶成長を行った。構造0と構造1で成長した結晶をそれぞれ図8(a)と図8(b)に示している。構造0の結晶は凹状の界面を示し、中央部にはうねりがあり、エッジでは相転移が見られる。表面の凸状は、気相物質の輸送におけるある程度の不均一性を表しており、相転移の発生はC/Si比の低さに対応している。構造1で成長した結晶の界面はわずかに凸状で、相転移は見られず、厚さはPGなしの結晶の65%である。一般に、結晶成長の結果はシミュレーション結果と一致しており、構造1の結晶界面での径方向の温度差が大きく、エッジでの急速な成長が抑制され、全体的な材料流量が遅くなっています。全体的な傾向は数値シミュレーション結果と一致している。
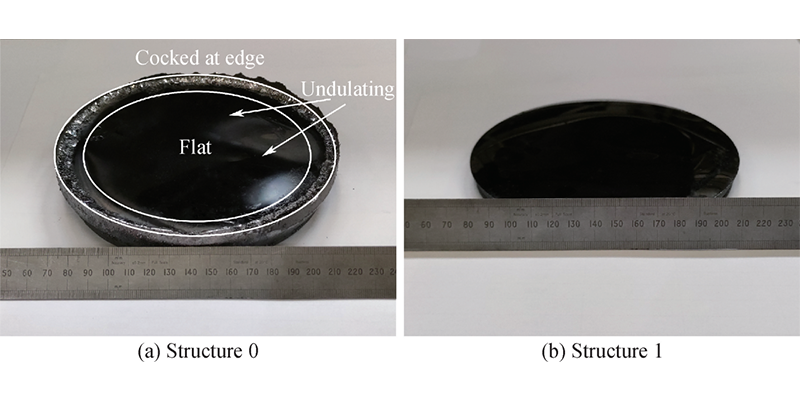
図8 構造0と構造1で成長したSiC結晶
結論
PGは、原料エリア全体の温度向上と軸方向および径方向の温度均一性の向上に役立ち、原料の完全な昇華と利用を促進します。上下の温度差が大きくなり、種結晶表面の径方向の勾配が大きくなるため、凸状の界面成長が維持されます。質量移動の観点から見ると、PGの導入により全体の質量移動速度が低下し、PGを含む成長チャンバー内の材料流量の時間変化が少なくなり、成長プロセス全体がより安定します。同時に、PGは過剰なエッジ質量移動の発生を効果的に抑制します。さらに、PGは成長環境、特に種結晶界面の前端におけるC/Si比を高め、成長プロセス中の相変化の発生を低減するのに役立ちます。同時に、PGの断熱効果により、原料上部の再結晶化の発生がある程度減少します。結晶成長において、PGは結晶成長速度を低下させますが、成長界面はより凸状になります。したがって、PG は SiC 結晶の成長環境を改善し、結晶品質を最適化するための効果的な手段です。
投稿日時: 2024年6月18日