Литијум-јонске батерије се углавном развијају у правцу високе густине енергије. На собној температури, материјали негативних електрода на бази силицијума легирају се са литијумом да би се добио производ богат литијумом, фаза Li3.75Si, са специфичним капацитетом до 3572 mAh/g, што је знатно више од теоријског специфичног капацитета графитне негативне електроде од 372 mAh/g. Међутим, током поновљеног процеса пуњења и пражњења материјала негативних електрода на бази силицијума, фазна трансформација Si и Li3.75Si може произвести огромно ширење запремине (око 300%), што ће довести до структурног прашкања материјала електрода и континуираног формирања SEI филма, и на крају узроковати брзи пад капацитета. Индустрија углавном побољшава перформансе материјала негативних електрода на бази силицијума и стабилност батерија на бази силицијума кроз нано-димензионисање, угљенични премаз, формирање пора и друге технологије.
Угљенични материјали имају добру проводљивост, ниску цену и широке изворе примене. Могу побољшати проводљивост и површинску стабилност материјала на бази силицијума. Преференцијално се користе као адитиви за побољшање перформанси негативних електрода на бази силицијума. Силицијум-угљенични материјали су главни правац развоја негативних електрода на бази силицијума. Угљенични премаз може побољшати површинску стабилност материјала на бази силицијума, али његова способност да инхибира ширење запремине силицијума је општа и не може решити проблем ширења запремине силицијума. Стога, да би се побољшала стабилност материјала на бази силицијума, потребно је конструисати порозне структуре. Млевење куглицама је индустријски метод за припрему наноматеријала. Различити адитиви или компоненте материјала могу се додати у суспензију добијену мљевенем куглицама према захтевима дизајна композитног материјала. Суспензија се равномерно диспергује кроз различите суспензије и суши распршивањем. Током процеса тренутног сушења, наночестице и друге компоненте у суспензији ће спонтано формирати порозне структурне карактеристике. Овај рад користи индустријски развијену и еколошки прихватљиву технологију мљевења куглицама и сушења распршивањем за припрему порозних материјала на бази силицијума.
Перформансе материјала на бази силицијума могу се побољшати и регулисањем морфологије и карактеристика дистрибуције силицијумских наноматеријала. Тренутно су припремљени материјали на бази силицијума са различитим морфологијама и карактеристикама дистрибуције, као што су силицијумски наноштапићи, порозни графит уграђени наносилицијум, наносилицијум распоређен у угљеничне сфере, порозне структуре низа силицијума/графена итд. У истој размери, у поређењу са наночестицама, наноплоче могу боље да сузбију проблем дробљења изазван експанзијом запремине, а материјал има већу густину сабијања. Неуређено слагање наноплоча такође може формирати порозну структуру. Да би се спојила група за измену силицијумских негативних електрода, обезбеди се бафер простор за експанзију запремине силицијумских материјала. Увођење угљеничних наноцеви (CNT) не само да може побољшати проводљивост материјала, већ и подстаћи формирање порозних структура материјала због његових једнодимензионалних морфолошких карактеристика. Нема извештаја о порозним структурама конструисаним од силицијумских наноплоча и CNT. Овај рад усваја индустријски применљиве методе мљевења куглица, млевења и дисперзије, сушења распршивањем, претходног премазивања угљеником и калцинације, и уводи порозне промотере у процес припреме за припрему порозних материјала за негативне електроде на бази силицијума формираних самосклапањем силицијумских нанолистова и угљеничних наноцрвених трака. Процес припреме је једноставан, еколошки прихватљив и не ствара се отпадна течност или остаци отпада. Постоји много литературе о угљеничном премазивању материјала на бази силицијума, али постоји мало детаљних дискусија о ефекту премазивања. Овај рад користи асфалт као извор угљеника за испитивање ефеката две методе премазивања угљеником, премазивања течном фазом и премазивања чврстом фазом, на ефекат премазивања и перформансе материјала за негативне електроде на бази силицијума.
1 експеримент
1.1 Припрема материјала
Припрема порозних силицијум-угљеничних композитних материјала углавном обухвата пет корака: млевење куглицама, млевење и дисперзију, сушење распршивањем, претходно наношење угљеника и карбонизацију. Прво, измерити 500 г почетног силицијумског праха (домаћег, чистоће 99,99%), додати 2000 г изопропанола и извршити мокро млевење куглицама брзином млевења куглица од 2000 о/мин током 24 сата да би се добила силицијумска суспензија наноразмера. Добијена силицијумска суспензија се преноси у резервоар за пренос дисперзије, а материјали се додају према масеном односу силицијума: графита (произведеног у Шангају, квалитета за батерије): угљеничних наноцеви (произведених у Тјенђину, квалитета за батерије): поливинил пиролидона (произведеног у Тјенђину, аналитичког квалитета) = 40:60:1,5:2. Изопропанол се користи за подешавање садржаја чврсте материје, а садржај чврсте материје је пројектован да буде 15%. Млевење и дисперзија се врше брзином дисперзије од 3500 о/мин током 4 сата. Упоређена је још једна група суспензија без додавања угљеничних нанотријумских цеви, а остали материјали су исти. Добијена диспергована суспензија се затим преноси у резервоар за сушење распршивањем, а сушење распршивањем се врши у атмосфери заштићеној азотом, при чему су улазна и излазна температура 180 и 90 °C, респективно. Затим су упоређене две врсте угљеничног премаза, премаз у чврстој фази и премаз у течној фази. Метод премазивања у чврстој фази је: прах сушени распршивањем се меша са 20% асфалтног праха (произведено у Кореји, D50 је 5 μm), меша се у механичком миксеру 10 минута, а брзина мешања је 2000 о/мин да би се добио претходно обложени прах. Метод премазивања у течној фази је: прах сушени распршивањем се додаје у раствор ксилена (произведено у Тјенђину, аналитичког квалитета) који садржи 20% асфалта раствореног у праху са садржајем чврсте материје од 55%, и равномерно се меша у вакууму. Печење у вакуумској пећи на 85℃ током 4 сата, стављање у механички миксер за мешање, брзина мешања је 2000 о/мин, а време мешања је 10 минута да би се добио претходно обложени прах. Коначно, претходно обложени прах је калциниран у ротационој пећи под атмосфером азота брзином загревања од 5°C/мин. Прво је држан на константној температури од 550°C током 2 сата, затим је настављено загревање до 800°C и држано на константној температури 2 сата, а затим природно хлађење испод 100°C и испражњење да би се добио композитни материјал силицијум-угљеник.
1.2 Методе карактеризације
Расподела величине честица материјала анализирана је помоћу тестера величине честица (верзија Mastersizer 2000, произведен у Великој Британији). Прахови добијени у сваком кораку тестирани су скенирајућом електронском микроскопијом (Regulus8220, произведен у Јапану) како би се испитала морфологија и величина прахова. Фазна структура материјала анализирана је помоћу рендгенског анализатора дифракције праха (D8 ADVANCE, произведен у Немачкој), а елементарни састав материјала анализиран је помоћу анализатора енергетског спектра. Добијени композитни материјал силицијум-угљеник коришћен је за израду дугмасте полућелије модела CR2032, а однос масе силицијум-угљеник: SP:CNT:CMC:SBR био је 92:2:2:1,5:2,5. Контраелектрода је метални литијумски лим, електролит је комерцијални електролит (модел 1901, произведен у Кореји), користи се Celgard 2320 дијафрагма, опсег напона пуњења и пражњења је 0,005-1,5 V, струја пуњења и пражњења је 0,1 C (1C = 1A), а струја прекида пражњења је 0,05 C.
Ради даљег истраживања перформанси силицијум-угљеничних композитних материјала, направљена је ламинирана мала мека батерија 408595. Позитивна електрода користи NCM811 (произведено у Хунану, квалитета за батерије), а графит негативне електроде је допиран са 8% силицијум-угљеничног материјала. Формула суспензије позитивне електроде је 96% NCM811, 1,2% поливинилиден флуорида (PVDF), 2% проводног средства SP, 0,8% CNT, а NMP се користи као дисперзантно средство; формула суспензије негативне електроде је 96% композитног материјала негативне електроде, 1,3% CMC, 1,5% SBR, 1,2% CNT, а вода се користи као дисперзантно средство. Након мешања, премазивања, ваљања, сечења, ламинирања, заваривања језичака, паковања, печења, убризгавања течности, формирања и поделе капацитета, припремљене су ламиниране мале меке батерије 408595 номиналног капацитета 3 Ah. Тестиране су брзине пуњења и пражњења од 0,2C, 0,5C, 1C, 2C и 3C, као и циклус пуњења од 0,5C и пражњења од 1C. Опсег напона пуњења и пражњења био је 2,8-4,2 V, пуњење константном струјом и константним напоном, а струја прекида била је 0,5C.
2 Резултати и дискусија
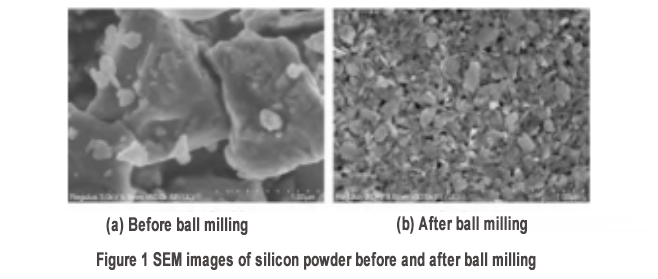
Почетни силицијумски прах је посматран скенирајућом електронском микроскопијом (СЕМ). Силицијумски прах је био неправилно гранулиран са величином честица мањом од 2μm, као што је приказано на слици 1(а). Након млевења куглицама, величина силицијумског праха је значајно смањена на око 100 nm [Слика 1(б)]. Тест величине честица је показао да је D50 силицијумског праха након млевења куглицама био 110 nm, а D90 175 nm. Пажљивим испитивањем морфологије силицијумског праха након млевења куглицама показује се љускаста структура (формирање љускасте структуре биће додатно потврђено касније из попречног пресека СЕМ). Стога, подаци о D90 добијени тестом величине честица требало би да буду димензија дужине нанолиста. У комбинацији са резултатима СЕМ-а, може се проценити да је величина добијеног нанолиста мања од критичне вредности од 150 nm ломљења силицијумског праха током пуњења и пражњења у најмање једној димензији. Формирање љускасте морфологије је углавном последица различитих енергија дисоцијације кристалних равни кристалног силицијума, међу којима раван {111} силицијума има нижу енергију дисоцијације од кристалних равни {100} и {110}. Стога се ова кристална раван лакше разређује кугличним млином и коначно формира љускасту структуру. Љускаста структура погодује акумулацији растреситих структура, резервише простор за запреминско ширење силицијума и побољшава стабилност материјала.
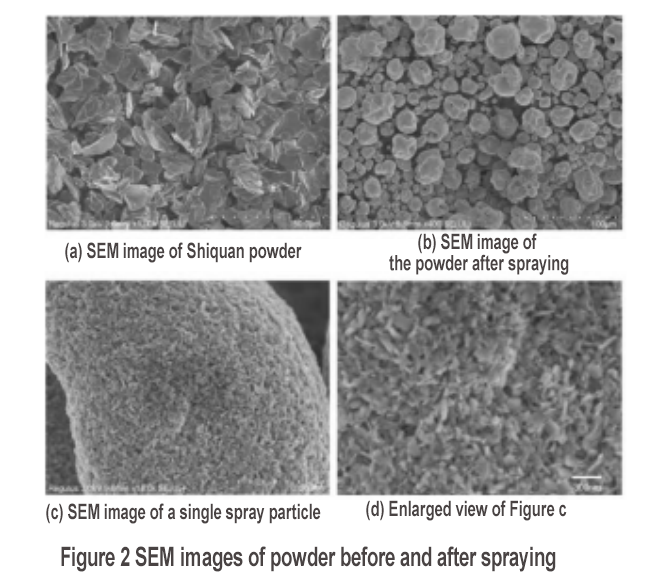
Суспензија која садржи нано-силицијум, угљеничне нанотријумске цеви и графит је распршена, а прах пре и после распршивања је испитана СЕМ-ом. Резултати су приказани на слици 2. Графитна матрица додата пре распршивања је типичне љуспичасте структуре величине од 5 до 20 μм [слика 2(а)]. Тест расподеле величине честица графита показује да је D50 15 μм. Прах добијен након распршивања има сферну морфологију [слика 2(б)], и може се видети да је графит прекривен слојем премаза након распршивања. D50 праха након распршивања је 26,2 μм. Морфолошке карактеристике секундарних честица су посматране СЕМ-ом, показујући карактеристике растресите порозне структуре акумулиране наноматеријалима [слика 2(ц)]. Порозна структура је састављена од силицијумских нанолистова и угљеничних нанотријумских цеви испреплетених једни са другима [слика 2(д)], а специфична површина теста (BET) је чак 53,3 м2/г. Стога, након прскања, силицијумске наноплоче и угљен-црне наноплоче се самостално склапају и формирају порозну структуру.
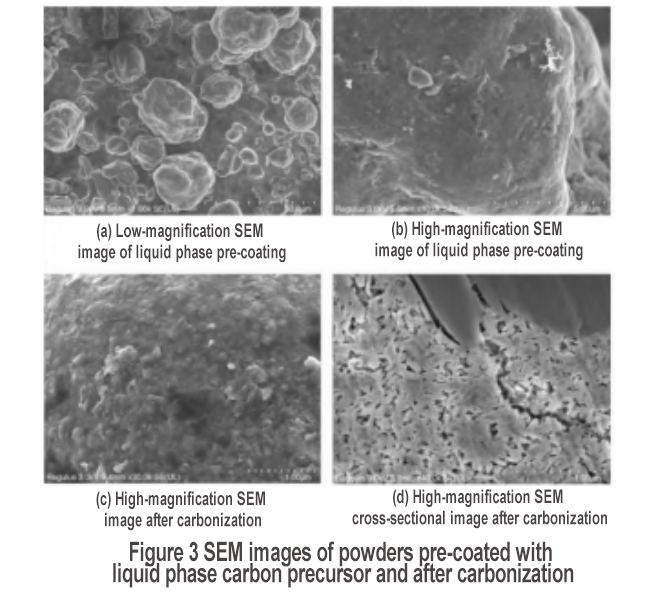
Порозни слој је третиран течним угљеничним премазом, а након додавања прекурсора угљеничног премаза и карбонизације, спроведено је СЕМ посматрање. Резултати су приказани на слици 3. Након претходног премазивања угљеником, површина секундарних честица постаје глатка, са очигледним слојем премаза, а премаз је комплетан, као што је приказано на сликама 3(а) и (б). Након карбонизације, површински слој премаза одржава добро стање премаза [слика 3(ц)]. Поред тога, СЕМ слика попречног пресека приказује наночестице у облику траке [слика 3(д)], које одговарају морфолошким карактеристикама нанолистова, што додатно потврђује формирање силицијумских нанолистова након мљевења куглица. Поред тога, слика 3(д) показује да постоје пунила између неких нанолистова. То је углавном због употребе методе премазивања течном фазом. Раствор асфалта ће продрети у материјал, тако да површина унутрашњих силицијумских нанолистова добија заштитни слој угљеничног премаза. Стога, употребом течног фазног премаза, поред добијања ефекта премазивања секундарним честицама, може се добити и ефекат двоструког угљеничног премаза примарног премаза честицама. Карбонизовани прах је тестиран БЕТ методом, а резултат теста је био 22,3 м2/г.
Карбонизовани прах је подвргнут анализи попречног пресека енергетског спектра (EDS), а резултати су приказани на слици 4(а). Језгро микронске величине је C компонента, што одговара графитној матрици, а спољни премаз садржи силицијум и кисеоник. Да би се даље испитала структура силицијума, извршен је тест дифракције X-зрака (XRD), а резултати су приказани на слици 4(б). Материјал је углавном састављен од графита и монокристалног силицијума, без очигледних карактеристика силицијум оксида, што указује да кисеоничка компонента теста енергетског спектра углавном потиче од природне оксидације површине силицијума. Композитни материјал силицијум-угљеник је означен као S1.

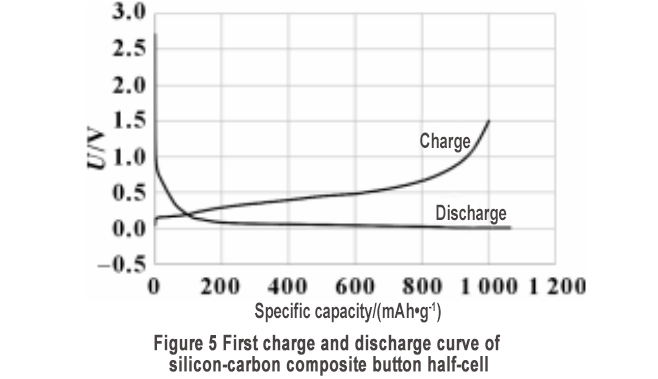
Припремљени силицијум-угљенични материјал S1 подвргнут је тестовима производње полућелија типа дугмета и тестовима пуњења и пражњења. Прва крива пуњења и пражњења приказана је на слици 5. Реверзибилни специфични капацитет је 1000,8 mAh/g, а ефикасност првог циклуса је чак 93,9%, што је више од прве ефикасности већине материјала на бази силицијума без претходне литификације пријављених у литератури. Висока прва ефикасност указује да припремљени силицијум-угљенични композитни материјал има високу стабилност. Да би се проверили ефекти порозне структуре, проводне мреже и угљеничног премаза на стабилност силицијум-угљеничних материјала, припремљене су две врсте силицијум-угљеничних материјала без додавања угљеничних нанотрубки и без примарног угљеничног премаза.
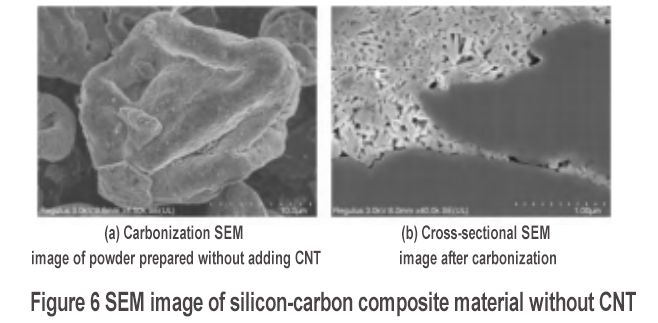
Морфологија карбонизованог праха силицијум-угљеничног композитног материјала без додавања CNT-а приказана је на слици 6. Након наношења течне фазе и карбонизације, слој премаза се јасно види на површини секундарних честица на слици 6(а). Попречни SEM снимци карбонизованог материјала приказани су на слици 6(б). Слагање силицијумских нанолистова има порозне карактеристике, а BET тест је 16,6 м2/г. Међутим, у поређењу са случајем са CNT-ом [као што је приказано на слици 3(д), BET тест његовог карбонизованог праха је 22,3 м2/г], унутрашња густина слагања наносилицијума је већа, што указује да додавање CNT-а може подстаћи формирање порозне структуре. Поред тога, материјал нема тродимензионалну проводну мрежу коју конструишу CNT. Силицијум-угљенични композитни материјал је обележен као S2.
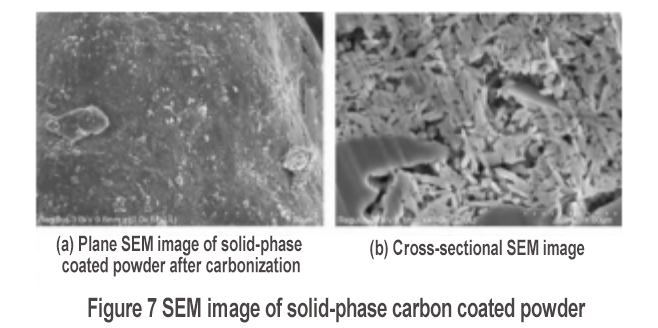
Морфолошке карактеристике силицијум-угљеничног композитног материјала припремљеног чврстофазним угљеничним премазом приказане су на слици 7. Након карбонизације, на површини се налази очигледан слој премаза, као што је приказано на слици 7(а). Слика 7(б) показује да у попречном пресеку постоје наночестице у облику траке, што одговара морфолошким карактеристикама нанолистова. Акумулација нанолистова формира порозну структуру. Нема очигледног пунила на површини унутрашњих нанолистова, што указује да чврстофазни угљенични премаз формира само слој угљеничног премаза са порозном структуром и да нема унутрашњег слоја премаза за силицијумске нанолистове. Овај силицијум-угљенични композитни материјал је означен као S3.
Тест пуњења и пражњења полућелија типа дугмета спроведен је на S2 и S3. Специфични капацитет и прва ефикасност S2 били су 1120,2 mAh/g и 84,8%, респективно, а специфични капацитет и прва ефикасност S3 били су 882,5 mAh/g и 82,9%, респективно. Специфични капацитет и прва ефикасност узорка S3 са чврстофазним премазом били су најнижи, што указује да је извршен само угљенични премаз порозне структуре, а угљенични премаз унутрашњих силицијумских нанолистова није извршен, што није могло у потпуности да искористи специфични капацитет материјала на бази силицијума и није могло да заштити површину материјала на бази силицијума. Прва ефикасност узорка S2 без угљеничних наноцелина (CNT) такође је била нижа од ефикасности композитног материјала силицијум-угљеник који садржи CNT, што указује да на основу доброг слоја премаза, проводна мрежа и већи степен порозне структуре доприносе побољшању ефикасности пуњења и пражњења силицијум-угљеничног материјала.
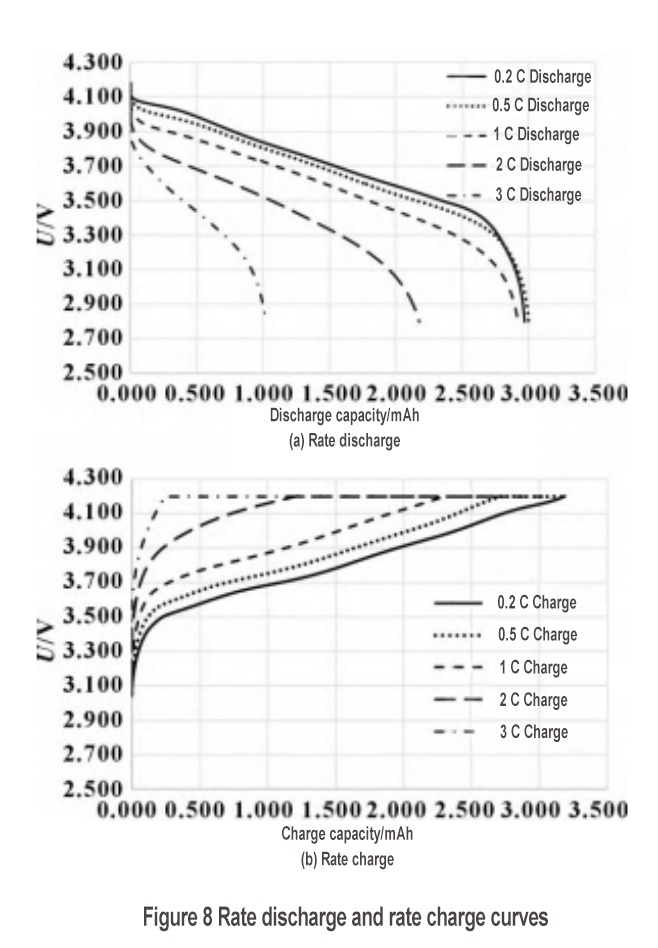
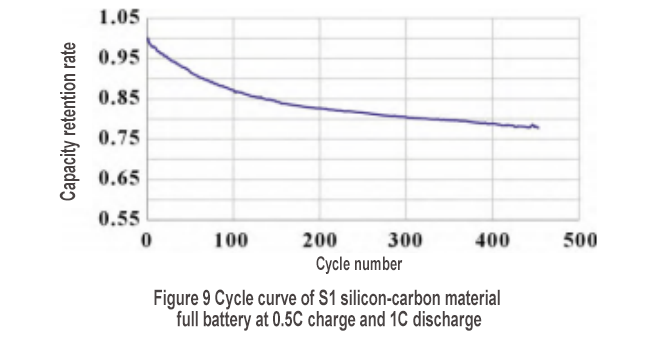
Силицијум-угљенични материјал S1 је коришћен за израду мале меке батерије како би се испитале перформансе брзине пражњења и циклуса. Крива брзине пражњења је приказана на слици 8(а). Капацитети пражњења за 0,2C, 0,5C, 1C, 2C и 3C су 2,970, 2,999, 2,920, 2,176 и 1,021 Ah, респективно. Брзина пражњења за 1C је чак 98,3%, али брзина пражњења за 2C пада на 73,3%, а брзина пражњења за 3C додатно пада на 34,4%. Да бисте се придружили групи за замену силицијумских негативних електрода, додајте WeChat: shimobang. Што се тиче брзине пуњења, капацитети пуњења за 0,2C, 0,5C, 1C, 2C и 3C су 3,186, 3,182, 3,081, 2,686 и 2,289 Ah, респективно. Брзина пуњења од 1C је 96,7%, а брзина пуњења од 2C и даље достиже 84,3%. Међутим, посматрајући криву пуњења на слици 8(б), платформа за пуњење од 2C је знатно већа од платформе за пуњење од 1C, а њен капацитет пуњења константним напоном чини највећи део (55%), што указује да је поларизација пуњиве батерије од 2C већ веома велика. Силицијум-угљенични материјал има добре перформансе пуњења и пражњења на 1C, али структурне карактеристике материјала треба додатно побољшати да би се постигле веће перформансе брзине. Као што је приказано на слици 9, након 450 циклуса, стопа задржавања капацитета је 78%, што показује добре перформансе циклуса.
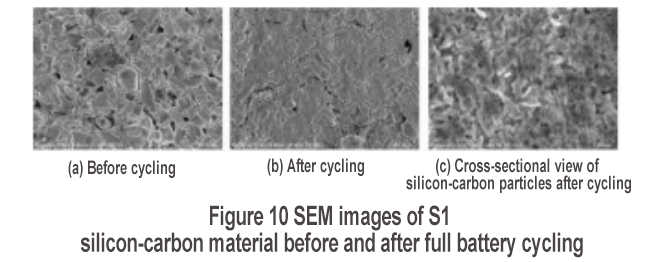
Површинско стање електроде пре и после циклуса испитано је СЕМ-ом, а резултати су приказани на слици 10. Пре циклуса, површина графита и силицијум-угљеничних материјала је чиста [слика 10(а)]; након циклуса, на површини се очигледно ствара слој премаза [слика 10(б)], који је дебели SEI филм. Храпавост SEI филма Активна потрошња литијума је велика, што не погодује перформансама циклуса. Стога, подстицање формирања глатког SEI филма (као што је вештачка конструкција SEI филма, додавање одговарајућих адитива за електролит итд.) може побољшати перформансе циклуса. Посматрање попречног пресека SEM честица силицијум-угљеника након циклуса [слика 10(ц)] показује да су оригиналне тракасте силицијумске наночестице постале грубље и да је порозна структура у основи елиминисана. То је углавном због континуираног ширења и скупљања запремине силицијум-угљеничног материјала током циклуса. Стога, порозна структура мора бити додатно побољшана како би се обезбедио довољан простор за запреминско ширење материјала на бази силицијума.
3 Закључак
На основу ширења запремине, лоше проводљивости и лоше стабилности међуповршине материјала негативних електрода на бази силицијума, овај рад даје циљана побољшања, од обликовања морфологије силицијумских нанолистова, конструкције порозне структуре, конструкције проводљиве мреже и потпуног угљеничног премаза свих секундарних честица, како би се побољшала стабилност материјала негативних електрода на бази силицијума у целини. Акумулација силицијумских нанолистова може формирати порозну структуру. Увођење CNT-а ће додатно подстаћи формирање порозне структуре. Силицијум-угљенични композитни материјал припремљен течнофазним премазом има двоструки ефекат угљеничног премаза од оног припремљеног чврстофазним премазом и показује већи специфични капацитет и прву ефикасност. Поред тога, прва ефикасност силицијум-угљеничног композитног материјала који садржи CNT је већа него без CNT-а, што је углавном због већег степена способности порозне структуре да ублажи ширење запремине материјала на бази силицијума. Увођење CNT-а ће конструисати тродимензионалну проводљиву мрежу, побољшати проводљивост материјала на бази силицијума и показати добре брзинске перформансе на 1C; а материјал показује и добре цикличне перформансе. Међутим, порозна структура материјала мора бити додатно ојачана како би се обезбедио довољан простор за запреминско ширење силицијума и подстакло формирање глатког слоја.и густи SEI филм за додатно побољшање цикличних перформанси силицијум-угљеничног композитног материјала.
Такође испоручујемо производе од графита и силицијум карбида високе чистоће, који се широко користе у обради плочица као што су оксидација, дифузија и жарење.
Поздрављамо све купце из целог света да нас посете ради даље дискусије!
хттпс://ввв.вет-цхина.цом/
Време објаве: 13. новембар 2024.