1. Оглядпідкладка з карбіду кремніютехнологія обробки
Поточнийпідкладка з карбіду кремнію Етапи обробки включають: шліфування зовнішнього кола, нарізання, зняття фаски, шліфування, полірування, очищення тощо. Нарізання є важливим етапом обробки напівпровідникової підкладки та ключовим етапом перетворення злитка на підкладку. Наразі різання...підкладки з карбіду кремніюв основному це дротяне різання. Багатодротяне шліфувальне різання є найкращим методом дротяного різання на даний момент, але все ще існують проблеми низької якості різання та великих втрат при різанні. Втрати при дротяному різанні зростатимуть зі збільшенням розміру підкладки, що не сприяєпідкладка з карбіду кремніювиробники для досягнення зниження витрат та підвищення ефективності. У процесі скорочення8-дюймовий карбід кремнію субстрати, форма поверхні підкладки, отриманої шляхом різання дротом, погана, а числові характеристики, такі як WARP та BOW, не є хорошими.

Різання є ключовим кроком у виробництві напівпровідникових підкладок. Промисловість постійно випробовує нові методи різання, такі як алмазне різання та лазерне зачищення. Технологія лазерного зачищення останнім часом користується великим попитом. Впровадження цієї технології зменшує втрати на різання та підвищує ефективність різання з технічного принципу. Рішення для лазерного зачищення має високі вимоги до рівня автоматизації та вимагає технології витончення для взаємодії з ним, що відповідає майбутньому напрямку розвитку обробки карбід-кремнієвих підкладок. Вихід різання традиційного різання розчиновим дротом зазвичай становить 1,5-1,6. Впровадження технології лазерного зачищення може збільшити вихід різання приблизно до 2,0 (див. обладнання DISCO). У майбутньому, зі зростанням зрілості технології лазерного зачищення, вихід різання може бути ще більше покращений; водночас лазерне зачищення також може значно підвищити ефективність різання. Згідно з дослідженням ринку, лідер галузі DISCO ріже один різець приблизно за 10-15 хвилин, що набагато ефективніше, ніж поточне різання розчиновим дротом, яке займає 60 хвилин на різання.

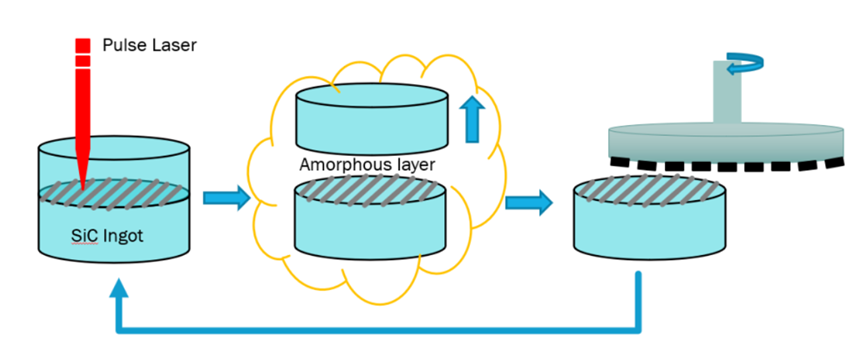
Етапи процесу традиційного різання дротом карбід-кремнієвих підкладок такі: різання дротом - грубе шліфування - тонке шліфування - грубе полірування та тонке полірування. Після того, як процес лазерного зачищення замінює різання дротом, процес витончення використовується для заміни шліфування, що зменшує втрати скибочок та підвищує ефективність обробки. Процес лазерного зачищення різання, шліфування та полірування карбід-кремнієвих підкладок поділяється на три етапи: лазерне сканування поверхні - зачищення підкладки - вирівнювання злитка: лазерне сканування поверхні полягає у використанні надшвидких лазерних імпульсів для обробки поверхні злитка з утворенням модифікованого шару всередині злитка; зачищення підкладки полягає у відділенні підкладки над модифікованим шаром від злитка фізичними методами; вирівнювання злитка полягає у видаленні модифікованого шару з поверхні злитка для забезпечення площинності поверхні злитка.
Процес лазерного зняття карбіду кремнію
2. Міжнародний прогрес у технології лазерного зачистки та компанії-учасники галузі
Процес лазерного зачистки вперше застосували закордонні компанії: у 2016 році японська DISCO розробила нову технологію лазерного різання KABRA, яка формує розділовий шар і розділяє пластини на заданій глибині шляхом безперервного опромінення злитка лазером, що може використовуватися для різних типів злитків SiC. У листопаді 2018 року Infineon Technologies придбала Siltectra GmbH, стартап з різання пластин, за 124 мільйони євро. Остання розробила процес холодного розщеплення, який використовує запатентовану лазерну технологію для визначення діапазону розщеплення, покриття спеціальних полімерних матеріалів, контролю напруги, викликаної охолодженням системи, точного розщеплення матеріалів, а також шліфування та очищення для досягнення різання пластин.
В останні роки деякі вітчизняні компанії також вийшли на ринок обладнання для лазерного зачищення: основними компаніями є Han's Laser, Delong Laser, West Lake Instrument, Universal Intelligence, China Electronics Technology Group Corporation та Інститут напівпровідників Китайської академії наук. Серед них компанії, що котируються на біржі, Han's Laser та Delong Laser вже давно займаються розробкою, а їхня продукція перевіряється клієнтами, але компанія має багато лінійок продуктів, і обладнання для лазерного зачищення - це лише один з її напрямків діяльності. Продукція таких зірок, що сходять, як West Lake Instrument, отримала офіційні замовлення на поставки; Universal Intelligence, China Electronics Technology Group Corporation 2, Інститут напівпровідників Китайської академії наук та інші компанії також представили прогрес у виробництві обладнання.
3. Рушійні фактори розвитку технології лазерного зачистки та ритм впровадження на ринок
Зниження цін на 6-дюймові карбід-кремнієві підкладки стимулює розвиток технології лазерного зняття ізоляції: наразі ціна на 6-дюймові карбід-кремнієві підкладки впала нижче 4000 юанів/шт., наближаючись до собівартості деяких виробників. Процес лазерного зняття ізоляції має високий коефіцієнт виходу та високу прибутковість, що сприяє збільшенню проникнення технології лазерного зняття ізоляції.
Зменшення товщини 8-дюймових карбідокремнієвих підкладок стимулює розвиток технології лазерного зняття ізоляції: товщина 8-дюймових карбідокремнієвих підкладок наразі становить 500 мкм і розвивається до товщини 350 мкм. Процес різання дротом неефективний при обробці 8-дюймового карбіду кремнію (поверхня підкладки погана), а значення BOW та WARP значно погіршилися. Лазерне зняття ізоляції вважається необхідною технологією обробки для обробки 350-мікронних карбідокремнієвих підкладок, що призводить до збільшення швидкості проникнення технології лазерного зняття ізоляції.
Ринкові очікування: Обладнання для лазерного зняття підкладок з карбіду кремнію (SiC) виграє від розширення 8-дюймового SiC та зниження вартості 6-дюймового SiC. Наближається поточна критична точка галузі, і розвиток галузі значно прискориться.
Час публікації: 08 липня 2024 р.