அடிப்படை செயல்முறைஎஸ்ஐசிபடிக வளர்ச்சி என்பது அதிக வெப்பநிலையில் மூலப்பொருட்களின் பதங்கமாதல் மற்றும் சிதைவு, வெப்பநிலை சாய்வின் செயல்பாட்டின் கீழ் வாயு கட்டப் பொருட்களின் போக்குவரத்து மற்றும் விதை படிகத்தில் வாயு கட்டப் பொருட்களின் மறுபடிகமாக்கல் வளர்ச்சி எனப் பிரிக்கப்பட்டுள்ளது. இதன் அடிப்படையில், சிலுவையின் உட்புறம் மூன்று பகுதிகளாகப் பிரிக்கப்பட்டுள்ளது: மூலப்பொருள் பகுதி, வளர்ச்சி அறை மற்றும் விதை படிகம். உண்மையான மின்தடையின் அடிப்படையில் ஒரு எண் உருவகப்படுத்துதல் மாதிரி வரையப்பட்டது.எஸ்ஐசிஒற்றை படிக வளர்ச்சி உபகரணங்கள் (படம் 1 ஐப் பார்க்கவும்). கணக்கீட்டில்: கீழேசிலுவைபக்கவாட்டு ஹீட்டரின் அடிப்பகுதியில் இருந்து 90 மிமீ தொலைவில் உள்ளது, சிலுவையின் மேல் வெப்பநிலை 2100 ℃, மூலப்பொருள் துகள் விட்டம் 1000 μm, போரோசிட்டி 0.6, வளர்ச்சி அழுத்தம் 300 Pa, மற்றும் வளர்ச்சி நேரம் 100 h. PG தடிமன் 5 மிமீ, விட்டம் சிலுவையின் உள் விட்டத்திற்கு சமம், மேலும் இது மூலப்பொருளுக்கு மேலே 30 மிமீ அமைந்துள்ளது. மூலப்பொருள் மண்டலத்தின் பதங்கமாதல், கார்பனேற்றம் மற்றும் மறுபடிகமாக்கல் செயல்முறைகள் கணக்கீட்டில் கருதப்படுகின்றன, மேலும் PG மற்றும் வாயு கட்டப் பொருட்களுக்கு இடையிலான எதிர்வினை கருதப்படவில்லை. கணக்கீடு தொடர்பான இயற்பியல் பண்பு அளவுருக்கள் அட்டவணை 1 இல் காட்டப்பட்டுள்ளன.
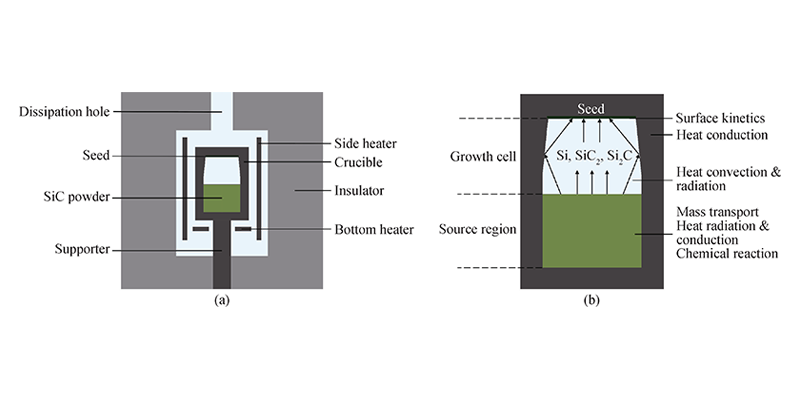
படம் 1 உருவகப்படுத்துதல் கணக்கீட்டு மாதிரி. (அ) படிக வளர்ச்சி உருவகப்படுத்துதலுக்கான வெப்ப புல மாதிரி; (ஆ) சிலுவையின் உள் பகுதியின் பிரிவு மற்றும் தொடர்புடைய உடல் சிக்கல்கள்
அட்டவணை 1 கணக்கீட்டில் பயன்படுத்தப்படும் சில இயற்பியல் அளவுருக்கள்
படம் 2(a), PG-கொண்ட கட்டமைப்பின் வெப்பநிலை (கட்டமைப்பு 1 எனக் குறிக்கப்படுகிறது) PG-க்குக் கீழே உள்ள PG-இலவச கட்டமைப்பை விட அதிகமாகவும், PG-க்கு மேலே உள்ள கட்டமைப்பு 0-ஐ விடக் குறைவாகவும் இருப்பதைக் காட்டுகிறது. ஒட்டுமொத்த வெப்பநிலை சாய்வு அதிகரிக்கிறது, மேலும் PG ஒரு வெப்ப-இன்சுலேடிங் முகவராக செயல்படுகிறது. படங்கள் 2(b) மற்றும் 2(c) படி, மூலப்பொருள் மண்டலத்தில் உள்ள கட்டமைப்பு 1 இன் அச்சு மற்றும் ரேடியல் வெப்பநிலை சாய்வுகள் சிறியவை, வெப்பநிலை விநியோகம் மிகவும் சீரானது, மேலும் பொருளின் பதங்கமாதல் மிகவும் முழுமையானது. மூலப்பொருள் மண்டலத்தைப் போலன்றி, படம் 2(c) கட்டமைப்பு 1 இன் விதை படிகத்தில் உள்ள ரேடியல் வெப்பநிலை சாய்வு பெரியது என்பதைக் காட்டுகிறது, இது வெவ்வேறு வெப்ப பரிமாற்ற முறைகளின் வெவ்வேறு விகிதங்களால் ஏற்படலாம், இது படிகம் குவிந்த இடைமுகத்துடன் வளர உதவுகிறது. படம் 2(d) இல், சிலுவையின் வெவ்வேறு நிலைகளில் வெப்பநிலை வளர்ச்சி முன்னேறும்போது அதிகரிக்கும் போக்கைக் காட்டுகிறது, ஆனால் கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 க்கு இடையிலான வெப்பநிலை வேறுபாடு மூலப்பொருள் மண்டலத்தில் படிப்படியாகக் குறைந்து வளர்ச்சி அறையில் படிப்படியாக அதிகரிக்கிறது.
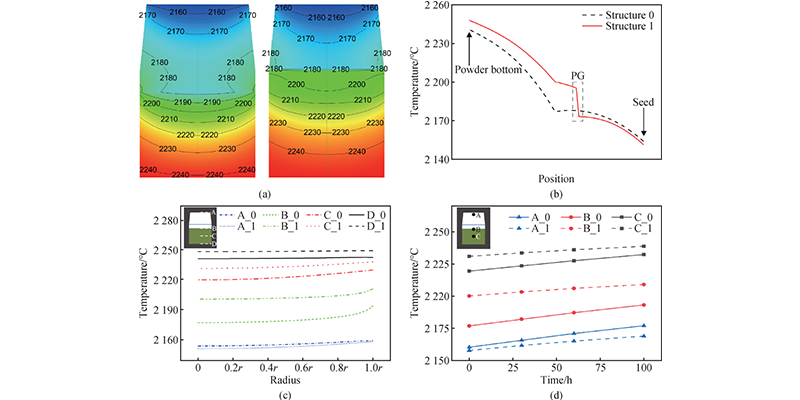 படம் 2 வெப்பநிலை பரவல் மற்றும் சிலுவையின் மாற்றங்கள். (a) கட்டமைப்பு 0 (இடது) மற்றும் கட்டமைப்பு 1 (வலது) ஆகியவற்றின் சிலுவைக்குள் வெப்பநிலை பரவல் 0 மணிநேரத்தில், அலகு: ℃; (b) கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் சிலுவையின் மையக் கோட்டில் மூலப்பொருளின் அடிப்பகுதியில் இருந்து விதை படிகத்திற்கு 0 மணிநேரத்தில் வெப்பநிலை பரவல்; (c) விதை படிக மேற்பரப்பு (A) மற்றும் மூலப்பொருள் மேற்பரப்பு (B), நடுத்தர (C) மற்றும் கீழ் (D) ஆகியவற்றில் மையத்திலிருந்து சிலுவையின் விளிம்பு வரை வெப்பநிலை பரவல் 0 மணிநேரத்தில், கிடைமட்ட அச்சு r என்பது A க்கான விதை படிக ஆரம், மற்றும் B~D க்கான மூலப்பொருள் பரப்பளவு ஆரம்; (d) கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் வளர்ச்சி அறையின் மேல் பகுதி (A), மூலப்பொருள் மேற்பரப்பு (B) மற்றும் நடுத்தர (C) ஆகியவற்றின் மையத்தில் வெப்பநிலை மாற்றங்கள் 0, 30, 60, மற்றும் 100 மணிநேரத்தில்.
படம் 2 வெப்பநிலை பரவல் மற்றும் சிலுவையின் மாற்றங்கள். (a) கட்டமைப்பு 0 (இடது) மற்றும் கட்டமைப்பு 1 (வலது) ஆகியவற்றின் சிலுவைக்குள் வெப்பநிலை பரவல் 0 மணிநேரத்தில், அலகு: ℃; (b) கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் சிலுவையின் மையக் கோட்டில் மூலப்பொருளின் அடிப்பகுதியில் இருந்து விதை படிகத்திற்கு 0 மணிநேரத்தில் வெப்பநிலை பரவல்; (c) விதை படிக மேற்பரப்பு (A) மற்றும் மூலப்பொருள் மேற்பரப்பு (B), நடுத்தர (C) மற்றும் கீழ் (D) ஆகியவற்றில் மையத்திலிருந்து சிலுவையின் விளிம்பு வரை வெப்பநிலை பரவல் 0 மணிநேரத்தில், கிடைமட்ட அச்சு r என்பது A க்கான விதை படிக ஆரம், மற்றும் B~D க்கான மூலப்பொருள் பரப்பளவு ஆரம்; (d) கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் வளர்ச்சி அறையின் மேல் பகுதி (A), மூலப்பொருள் மேற்பரப்பு (B) மற்றும் நடுத்தர (C) ஆகியவற்றின் மையத்தில் வெப்பநிலை மாற்றங்கள் 0, 30, 60, மற்றும் 100 மணிநேரத்தில்.
படம் 3, கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் க்ரூசிபிளில் வெவ்வேறு நேரங்களில் பொருள் போக்குவரத்தைக் காட்டுகிறது. மூலப்பொருள் பகுதி மற்றும் வளர்ச்சி அறையில் வாயு கட்டப் பொருள் ஓட்ட விகிதம் நிலை அதிகரிப்புடன் அதிகரிக்கிறது, மேலும் வளர்ச்சி முன்னேறும்போது பொருள் போக்குவரத்து பலவீனமடைகிறது. உருவகப்படுத்துதல் நிலைமைகளின் கீழ், மூலப்பொருள் முதலில் க்ரூசிபிளின் பக்கவாட்டு சுவரிலும் பின்னர் க்ரூசிபிளின் அடிப்பகுதியிலும் கிராஃபிடைஸ் செய்யப்படுகிறது என்பதையும் படம் 3 காட்டுகிறது. கூடுதலாக, மூலப்பொருளின் மேற்பரப்பில் மறுபடிகமயமாக்கல் உள்ளது, மேலும் வளர்ச்சி முன்னேறும்போது அது படிப்படியாக தடிமனாகிறது. புள்ளிவிவரங்கள் 4(a) மற்றும் 4(b) வளர்ச்சி முன்னேறும்போது மூலப்பொருளுக்குள் இருக்கும் பொருள் ஓட்ட விகிதம் குறைகிறது என்பதைக் காட்டுகிறது, மேலும் 100 h இல் உள்ள பொருள் ஓட்ட விகிதம் ஆரம்ப தருணத்தில் சுமார் 50% ஆகும்; இருப்பினும், மூலப்பொருளின் கிராஃபிடைசேஷன் காரணமாக விளிம்பில் ஓட்ட விகிதம் ஒப்பீட்டளவில் பெரியது, மேலும் விளிம்பில் உள்ள ஓட்ட விகிதம் 100 h இல் நடுத்தர பகுதியில் உள்ள ஓட்ட விகிதத்தை விட 10 மடங்கு அதிகமாகும்; கூடுதலாக, கட்டமைப்பு 1 இல் PG இன் விளைவு கட்டமைப்பு 1 இன் மூலப்பொருள் பகுதியில் உள்ள பொருள் ஓட்ட விகிதத்தை கட்டமைப்பு 0 ஐ விடக் குறைக்கிறது. படம் 4(c) இல், வளர்ச்சி முன்னேறும்போது மூலப்பொருள் பகுதி மற்றும் வளர்ச்சி அறை இரண்டிலும் உள்ள பொருள் ஓட்டம் படிப்படியாக பலவீனமடைகிறது, மேலும் மூலப்பொருள் பகுதியில் உள்ள பொருள் ஓட்டம் தொடர்ந்து குறைந்து வருகிறது, இது சிலுவையின் விளிம்பில் காற்று ஓட்ட சேனலைத் திறப்பதாலும், மேலே மறுபடிகமயமாக்கலைத் தடுப்பதாலும் ஏற்படுகிறது; வளர்ச்சி அறையில், கட்டமைப்பு 0 இன் பொருள் ஓட்ட விகிதம் ஆரம்ப 30 மணிநேரத்தில் 16% ஆக வேகமாகக் குறைகிறது, மேலும் அடுத்தடுத்த நேரத்தில் 3% மட்டுமே குறைகிறது, அதே நேரத்தில் கட்டமைப்பு 1 வளர்ச்சி செயல்முறை முழுவதும் ஒப்பீட்டளவில் நிலையானதாக இருக்கும். எனவே, வளர்ச்சி அறையில் பொருள் ஓட்ட விகிதத்தை உறுதிப்படுத்த PG உதவுகிறது. படம் 4(d) படிக வளர்ச்சி முன்னணியில் உள்ள பொருள் ஓட்ட விகிதத்தை ஒப்பிடுகிறது. ஆரம்ப தருணத்திலும் 100 மணிநேரத்திலும், கட்டமைப்பு 0 இன் வளர்ச்சி மண்டலத்தில் பொருள் போக்குவரத்து கட்டமைப்பு 1 இல் உள்ளதை விட வலுவானது, ஆனால் கட்டமைப்பு 0 இன் விளிம்பில் எப்போதும் அதிக ஓட்ட விகிதப் பகுதி உள்ளது, இது விளிம்பில் அதிகப்படியான வளர்ச்சிக்கு வழிவகுக்கிறது. கட்டமைப்பு 1 இல் PG இருப்பது இந்த நிகழ்வை திறம்பட அடக்குகிறது.
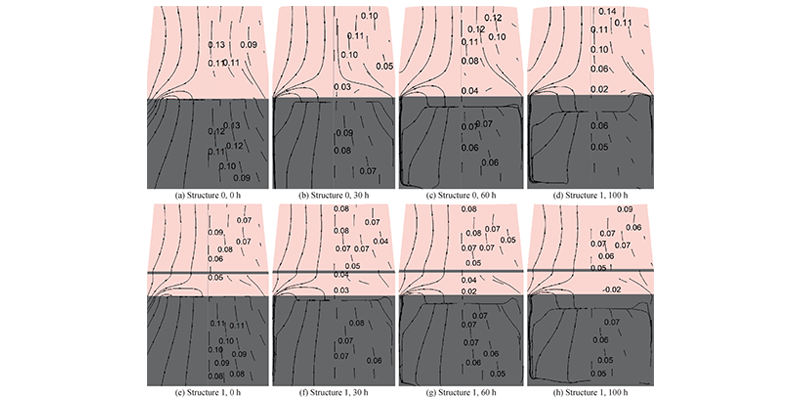
படம் 3 சிலுவைப்பாதையில் பொருள் ஓட்டம். வெவ்வேறு நேரங்களில் கட்டமைப்புகள் 0 மற்றும் 1 இல் வாயு பொருள் போக்குவரத்தின் நெறிப்படுத்தல்கள் (இடது) மற்றும் திசைவேக திசையன்கள் (வலது), திசைவேக திசையன் அலகு: m/s
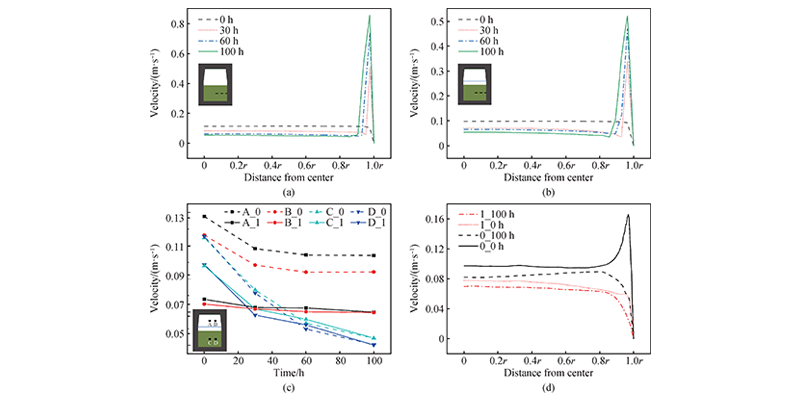
படம் 4 பொருள் ஓட்ட விகிதத்தில் ஏற்படும் மாற்றங்கள். (a) 0, 30, 60, மற்றும் 100 h இல் கட்டமைப்பு 0 இன் மூலப்பொருளின் நடுவில் பொருள் ஓட்ட விகித விநியோகத்தில் ஏற்படும் மாற்றங்கள், r என்பது மூலப்பொருளின் பரப்பளவின் ஆரம்; (b) 0, 30, 60, மற்றும் 100 h இல் கட்டமைப்பு 1 இன் மூலப்பொருளின் நடுவில் பொருள் ஓட்ட விகித விநியோகத்தில் ஏற்படும் மாற்றங்கள், r என்பது மூலப்பொருளின் பரப்பளவின் ஆரம்; (c) காலப்போக்கில் வளர்ச்சி அறை (A, B) உள்ளேயும் 0 மற்றும் 1 கட்டமைப்புகளின் மூலப்பொருளின் (C, D) உள்ளேயும் பொருள் ஓட்ட விகிதத்தில் ஏற்படும் மாற்றங்கள்; (d) 0 மற்றும் 100 h இல் கட்டமைப்புகள் 0 மற்றும் 1 இன் விதை படிக மேற்பரப்புக்கு அருகில் பொருள் ஓட்ட விகித விநியோகம், r என்பது விதை படிகத்தின் ஆரம்.
SiC படிக வளர்ச்சியின் படிக நிலைத்தன்மை மற்றும் குறைபாடு அடர்த்தியை C/Si பாதிக்கிறது. படம் 5(a) ஆரம்ப தருணத்தில் இரண்டு கட்டமைப்புகளின் C/Si விகித பரவலை ஒப்பிடுகிறது. C/Si விகிதம் படிப்படியாக சிலுவையின் கீழிருந்து மேல் வரை குறைகிறது, மேலும் கட்டமைப்பு 1 இன் C/Si விகிதம் எப்போதும் வெவ்வேறு நிலைகளில் கட்டமைப்பு 0 ஐ விட அதிகமாக இருக்கும். படங்கள் 5(b) மற்றும் 5(c) வளர்ச்சியுடன் C/Si விகிதம் படிப்படியாக அதிகரிக்கிறது என்பதைக் காட்டுகிறது, இது வளர்ச்சியின் பிந்தைய கட்டத்தில் உள் வெப்பநிலை அதிகரிப்பு, மூலப்பொருள் கிராஃபிடைசேஷனின் மேம்பாடு மற்றும் கிராஃபைட் சிலுவையுடன் வாயு கட்டத்தில் Si கூறுகளின் எதிர்வினை ஆகியவற்றுடன் தொடர்புடையது. படம் 5(d) இல், கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் C/Si விகிதங்கள் PG (0, 25 மிமீ) க்குக் கீழே மிகவும் வேறுபட்டவை, ஆனால் PG (50 மிமீ) க்கு மேல் சற்று வேறுபட்டவை, மேலும் படிகத்தை நெருங்கும்போது வேறுபாடு படிப்படியாக அதிகரிக்கிறது. பொதுவாக, கட்டமைப்பு 1 இன் C/Si விகிதம் அதிகமாக உள்ளது, இது படிக வடிவத்தை நிலைப்படுத்தவும் கட்ட மாற்றத்தின் நிகழ்தகவைக் குறைக்கவும் உதவுகிறது.
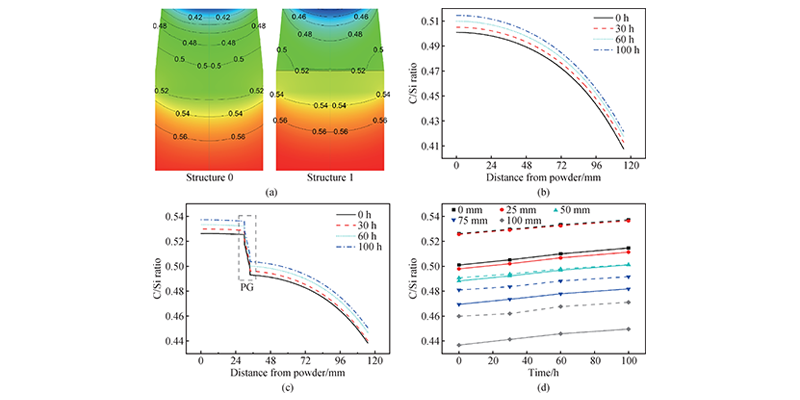
படம் 5 C/Si விகிதத்தின் பரவல் மற்றும் மாற்றங்கள். (a) கட்டமைப்பு 0 (இடது) மற்றும் கட்டமைப்பு 1 (வலது) ஆகியவற்றின் சிலுவைகளில் 0 மணிநேரத்தில் C/Si விகித பரவல்; (b) கட்டமைப்பு 0 இன் சிலுவையின் மையக் கோட்டிலிருந்து வெவ்வேறு தூரங்களில் C/Si விகிதம் வெவ்வேறு நேரங்களில் (0, 30, 60, 100 மணிநேரம்); (c) கட்டமைப்பு 1 இன் சிலுவையின் மையக் கோட்டிலிருந்து வெவ்வேறு தூரங்களில் C/Si விகிதம் வெவ்வேறு நேரங்களில் (0, 30, 60, 100 மணிநேரம்); (d) கட்டமைப்பு 0 (திடக் கோடு) மற்றும் கட்டமைப்பு 1 (கோடு கோடு) ஆகியவற்றின் மையக் கோட்டிலிருந்து வெவ்வேறு தூரங்களில் (0, 25, 50, 75, 100 மிமீ) C/Si விகிதத்தின் ஒப்பீடு வெவ்வேறு நேரங்களில் (0, 30, 60, 100 மணிநேரம்).
படம் 6, இரண்டு கட்டமைப்புகளின் மூலப்பொருள் பகுதிகளின் துகள் விட்டம் மற்றும் போரோசிட்டியில் ஏற்படும் மாற்றங்களைக் காட்டுகிறது. மூலப்பொருள் விட்டம் குறைகிறது மற்றும் சிலுவை சுவருக்கு அருகில் போரோசிட்டி அதிகரிக்கிறது, மேலும் விளிம்பு போரோசிட்டி தொடர்ந்து அதிகரிக்கிறது மற்றும் துகள் விட்டம் வளர்ச்சி முன்னேறும்போது தொடர்ந்து குறைகிறது என்பதை படம் காட்டுகிறது. அதிகபட்ச விளிம்பு போரோசிட்டி 100 மணிநேரத்தில் சுமார் 0.99 ஆகும், மேலும் குறைந்தபட்ச துகள் விட்டம் சுமார் 300 μm ஆகும். துகள் விட்டம் அதிகரிக்கிறது மற்றும் மூலப்பொருளின் மேல் மேற்பரப்பில் போரோசிட்டி குறைகிறது, இது மறுபடிகமயமாக்கலுக்கு ஒத்திருக்கிறது. வளர்ச்சி முன்னேறும்போது மறுபடிகமயமாக்கல் பகுதியின் தடிமன் அதிகரிக்கிறது, மேலும் துகள் அளவு மற்றும் போரோசிட்டி தொடர்ந்து மாறிக்கொண்டே இருக்கும். அதிகபட்ச துகள் விட்டம் 1500 μm க்கும் அதிகமாக அடையும், மேலும் குறைந்தபட்ச போரோசிட்டி 0.13 ஆகும். கூடுதலாக, PG மூலப்பொருள் பரப்பின் வெப்பநிலையை அதிகரிக்கிறது மற்றும் வாயு சூப்பர்சாச்சுரேஷன் சிறியதாக இருப்பதால், கட்டமைப்பு 1 இன் மூலப்பொருளின் மேல் பகுதியின் மறுபடிகமயமாக்கல் தடிமன் சிறியது, இது மூலப்பொருள் பயன்பாட்டு விகிதத்தை மேம்படுத்துகிறது.
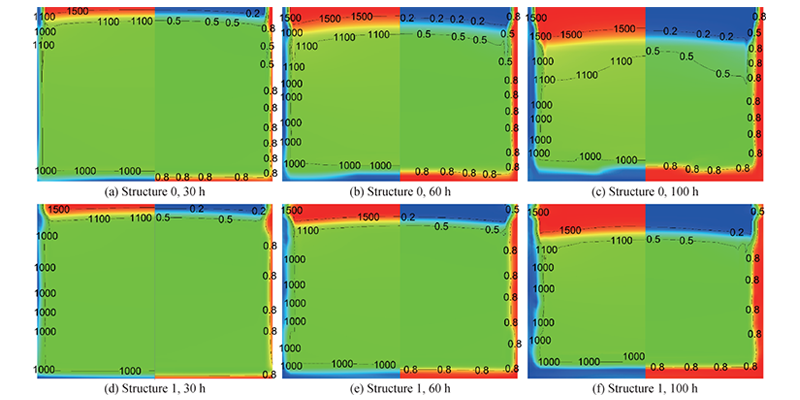 படம் 6 வெவ்வேறு நேரங்களில் கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் மூலப்பொருள் பகுதியின் துகள் விட்டம் (இடது) மற்றும் போரோசிட்டி (வலது) ஆகியவற்றில் ஏற்படும் மாற்றங்கள், துகள் விட்டம் அலகு: μm
படம் 6 வெவ்வேறு நேரங்களில் கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் மூலப்பொருள் பகுதியின் துகள் விட்டம் (இடது) மற்றும் போரோசிட்டி (வலது) ஆகியவற்றில் ஏற்படும் மாற்றங்கள், துகள் விட்டம் அலகு: μm
படம் 7, வளர்ச்சியின் தொடக்கத்தில் கட்டமைப்பு 0 வளைகிறது என்பதைக் காட்டுகிறது, இது மூலப்பொருள் விளிம்பின் கிராஃபிடைசேஷனால் ஏற்படும் அதிகப்படியான பொருள் ஓட்ட விகிதத்துடன் தொடர்புடையதாக இருக்கலாம். அடுத்தடுத்த வளர்ச்சி செயல்முறையின் போது வார்ப்பிங்கின் அளவு பலவீனமடைகிறது, இது படம் 4 (d) இல் உள்ள கட்டமைப்பு 0 இன் படிக வளர்ச்சியின் முன்புறத்தில் பொருள் ஓட்ட விகிதத்தில் ஏற்படும் மாற்றத்திற்கு ஒத்திருக்கிறது. கட்டமைப்பு 1 இல், PG இன் விளைவு காரணமாக, படிக இடைமுகம் வார்ப்பிங்கைக் காட்டாது. கூடுதலாக, PG கட்டமைப்பு 1 இன் வளர்ச்சி விகிதத்தை கட்டமைப்பு 0 ஐ விட கணிசமாகக் குறைக்கிறது. 100 மணிநேரத்திற்குப் பிறகு கட்டமைப்பு 1 இன் படிகத்தின் மைய தடிமன் கட்டமைப்பு 0 இன் 68% மட்டுமே.
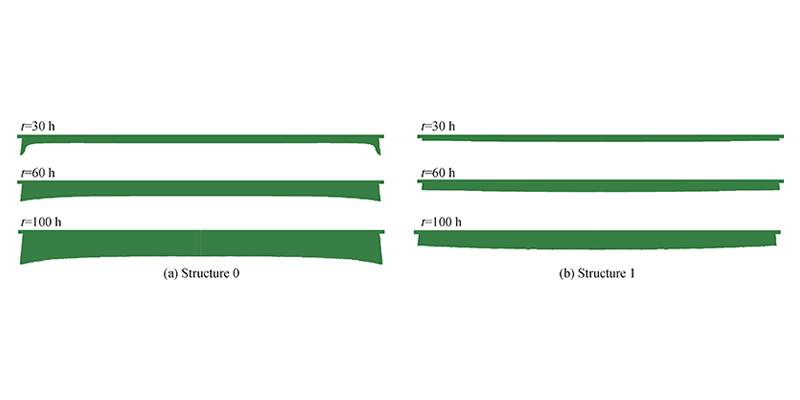
படம் 7 30, 60 மற்றும் 100 மணிநேரங்களில் கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 படிகங்களின் இடைமுக மாற்றங்கள்
படிக வளர்ச்சி எண் உருவகப்படுத்துதலின் செயல்முறை நிலைமைகளின் கீழ் மேற்கொள்ளப்பட்டது. கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 ஆல் வளர்க்கப்படும் படிகங்கள் முறையே படம் 8(a) மற்றும் படம் 8(b) இல் காட்டப்பட்டுள்ளன. கட்டமைப்பு 0 இன் படிகம் ஒரு குழிவான இடைமுகத்தைக் காட்டுகிறது, மையப் பகுதியில் அலைவுகளும் விளிம்பில் ஒரு கட்ட மாற்றமும் உள்ளது. மேற்பரப்பு குவிவு வாயு-கட்டப் பொருட்களின் போக்குவரத்தில் ஒரு குறிப்பிட்ட அளவிலான சீரற்ற தன்மையைக் குறிக்கிறது, மேலும் கட்ட மாற்றத்தின் நிகழ்வு குறைந்த C/Si விகிதத்திற்கு ஒத்திருக்கிறது. கட்டமைப்பு 1 ஆல் வளர்க்கப்படும் படிகத்தின் இடைமுகம் சற்று குவிந்ததாக உள்ளது, எந்த கட்ட மாற்றமும் காணப்படவில்லை, மேலும் தடிமன் PG இல்லாமல் படிகத்தின் 65% ஆகும். பொதுவாக, படிக வளர்ச்சி முடிவுகள் உருவகப்படுத்துதல் முடிவுகளுக்கு ஒத்திருக்கிறது, கட்டமைப்பு 1 இன் படிக இடைமுகத்தில் பெரிய ரேடியல் வெப்பநிலை வேறுபாட்டுடன், விளிம்பில் விரைவான வளர்ச்சி அடக்கப்படுகிறது, மேலும் ஒட்டுமொத்த பொருள் ஓட்ட விகிதம் மெதுவாக உள்ளது. ஒட்டுமொத்த போக்கு எண் உருவகப்படுத்துதல் முடிவுகளுடன் ஒத்துப்போகிறது.
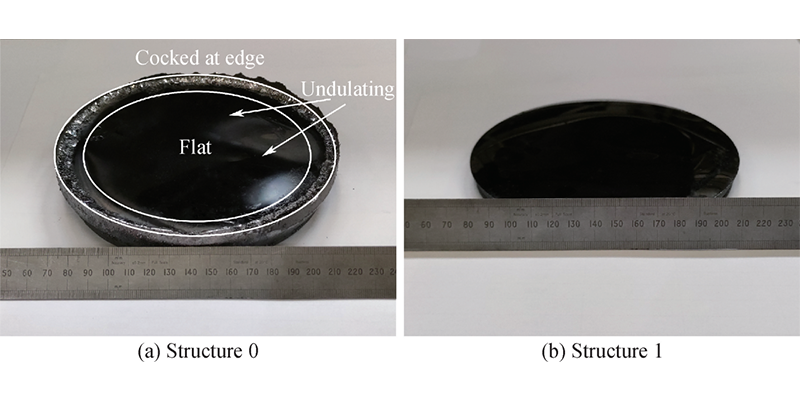
படம் 8 கட்டமைப்பு 0 மற்றும் கட்டமைப்பு 1 இன் கீழ் வளர்க்கப்படும் SiC படிகங்கள்
முடிவுரை
மூலப்பொருள் பரப்பின் ஒட்டுமொத்த வெப்பநிலையை மேம்படுத்துவதற்கும், அச்சு மற்றும் ரேடியல் வெப்பநிலை சீரான தன்மையை மேம்படுத்துவதற்கும் PG உகந்ததாக உள்ளது, இது மூலப்பொருளின் முழு பதங்கமாதல் மற்றும் பயன்பாட்டை ஊக்குவிக்கிறது; மேல் மற்றும் கீழ் வெப்பநிலை வேறுபாடு அதிகரிக்கிறது, மேலும் விதை படிக மேற்பரப்பின் ரேடியல் சாய்வு அதிகரிக்கிறது, இது குவிந்த இடைமுக வளர்ச்சியை பராமரிக்க உதவுகிறது. நிறை பரிமாற்றத்தைப் பொறுத்தவரை, PG இன் அறிமுகம் ஒட்டுமொத்த நிறை பரிமாற்ற வீதத்தைக் குறைக்கிறது, PG கொண்ட வளர்ச்சி அறையில் பொருள் ஓட்ட விகிதம் காலப்போக்கில் குறைவாக மாறுகிறது, மேலும் முழு வளர்ச்சி செயல்முறையும் மிகவும் நிலையானது. அதே நேரத்தில், PG அதிகப்படியான விளிம்பு நிறை பரிமாற்ற நிகழ்வையும் திறம்பட தடுக்கிறது. கூடுதலாக, PG வளர்ச்சி சூழலின் C/Si விகிதத்தையும் அதிகரிக்கிறது, குறிப்பாக விதை படிக இடைமுகத்தின் முன் விளிம்பில், இது வளர்ச்சி செயல்பாட்டின் போது கட்ட மாற்றத்தின் நிகழ்வைக் குறைக்க உதவுகிறது. அதே நேரத்தில், PG இன் வெப்ப காப்பு விளைவு மூலப்பொருளின் மேல் பகுதியில் மறுபடிகமயமாக்கல் நிகழ்வை ஒரு குறிப்பிட்ட அளவிற்கு குறைக்கிறது. படிக வளர்ச்சிக்கு, PG படிக வளர்ச்சி விகிதத்தை குறைக்கிறது, ஆனால் வளர்ச்சி இடைமுகம் அதிக குவிந்ததாக இருக்கும். எனவே, SiC படிகங்களின் வளர்ச்சி சூழலை மேம்படுத்துவதற்கும் படிக தரத்தை மேம்படுத்துவதற்கும் PG ஒரு சிறந்த வழியாகும்.
இடுகை நேரம்: ஜூன்-18-2024