Spezialgrafit ass eng héich Rengheet, héich Dicht an héich StäerktGrafitMaterial a weist exzellent Korrosiounsbeständegkeet, Héichtemperaturstabilitéit a grouss elektresch Leetfäegkeet op. Et gëtt aus natierlechem oder künstlechen Graphit no enger Héichtemperatur-Hëtztbehandlung an Héichdrockveraarbechtung hiergestallt a gëtt dacks an industriellen Uwendungen an héijen Temperaturen, Héichdrock- a korrosiven Ëmfeld benotzt.
Et kann a verschidden Typen opgedeelt ginn, dorënner isostateschGrafitblöcke, extrudéiert Graphitblöcke, gegossGrafitblöckea vibréiertGrafitblöcke.
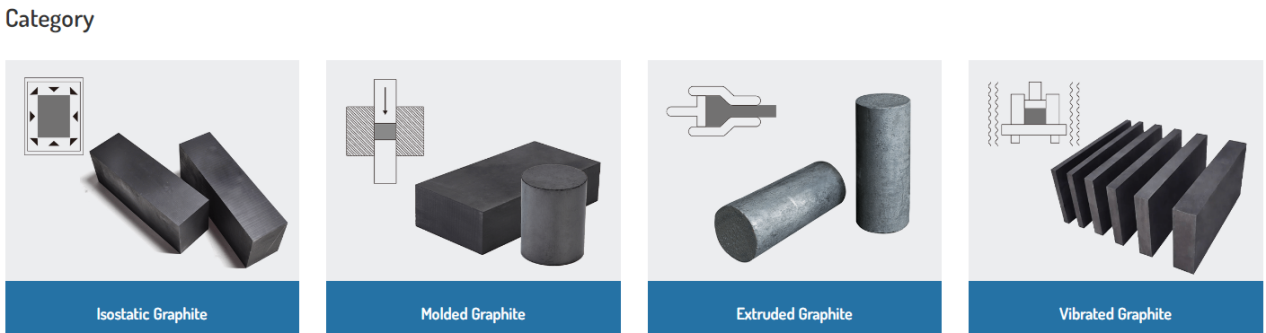
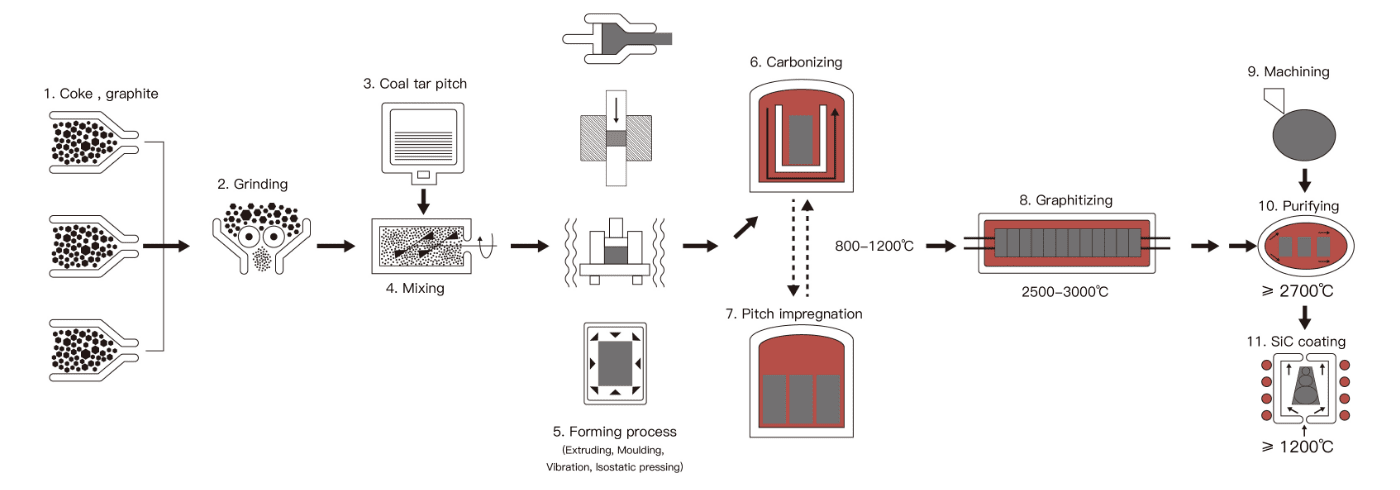
Produktiounstechnologien:
Grafitass en eenzegaartegt net-metallescht Element, dat aus Kuelestoffatome besteet, déi an enger hexagonaler Gitterstruktur arrangéiert sinn. Et ass e mëllt a bréchegt Material, dat wéinst senge eenzegaartegen Eegeschaften dacks a verschiddenen industriellen Uwendungen agesat gëtt. Graphit kann seng Stäerkt a Stabilitéit och bei Temperaturen iwwer 3600 °C behalen. Loosst mech elo de Produktiounsprozess vu spezielle Graphit virstellen.
Isostatesche Grafit, dat duerch Pressen aus héichreinegem Graphit hiergestallt gëtt, ass en onverzichtbaart Material, dat bei der Fabrikatioun vun Eenkristalluewen, Metallkontinuéierleche Grafitkristallisatoren a Graphitelektroden fir d'elektresch Funkentladungsbearbechtung benotzt gëtt. Zousätzlech zu dësen Haaptapplikatiounen gëtt et wäit verbreet an de Beräicher vun Hartlegierungen (Vakuumuewenheizungen, Sinterplacken, asw.), am Biergbau (Fabrikatioun vu Buerformen), der chemescher Industrie (Wärmetauscher, korrosiounsbeständeg Deeler), der Metallurgie (Tichel) a Maschinnen (mechanesch Dichtungen) agesat.

Formtechnologie
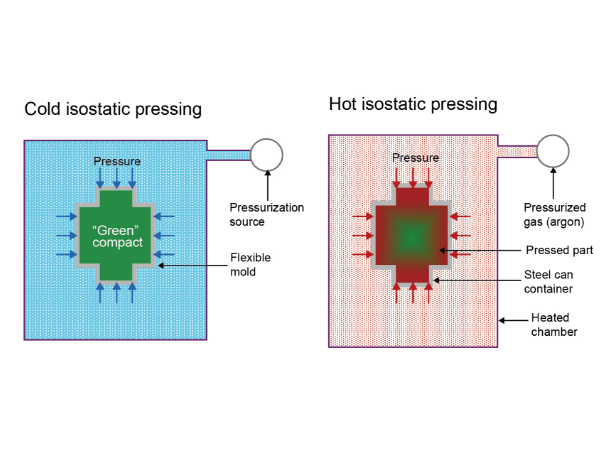
De Prinzip vun der isostatescher Presstechnologie baséiert op dem Gesetz vum Pascal. Et ännert d'unidirektional (oder bidirektional) Kompressioun vum Material an eng multidirektional (omnidirektional) Kompressioun. Wärend dem Prozess sinn d'Kuelestoffpartikelen ëmmer an engem ongeuerdneten Zoustand, an d'Volumendicht ass relativ eenheetlech mat isotropen Eegeschaften. Ausserdeem ass et net vun der Héicht vum Produkt ofhängeg, sou datt den isostatesche Graphit keng oder wéineg Leeschtungsënnerscheeder huet.
Jee no der Temperatur, bei där d'Formung an d'Erstarrung stattfannen, kann d'isostatesch Presstechnologie a kal isostatesch Pressen, waarm isostatesch Pressen a waarm isostatesch Pressen opgedeelt ginn. Isostatesch Pressprodukter hunn eng héich Dicht, typescherweis 5% bis 15% méi héich wéi déi vun unidirektionalen oder bidirektionalen Formpressprodukter. Déi relativ Dicht vun isostatesche Pressprodukter kann 99,8% bis 99,09% erreechen.
Gegoss Graphit huet aussergewéinlech Leeschtungen a punkto mechanescher Stäerkt, Abriebsbeständegkeet, Dicht, Häert an elektrescher Leetfäegkeet, an dës Leeschtunge kënnen duerch Imprägnatioun mat Harz oder Metall weider verbessert ginn.
Gegossene Graphit huet eng gutt elektresch Leetfäegkeet, héich Temperaturbeständegkeet, Korrosiounsbeständegkeet, héich Rengheet, Selbstschmierung, Wärmeschockbeständegkeet a einfach Präzisiounsbearbechtung, a gëtt wäit verbreet an de Beräicher vum Kontinuéiergoss, Hartlegierung an elektroneschem Stanzsinteren, elektresche Funken, mechanescher Dichtung, etc. benotzt.

Formtechnologie
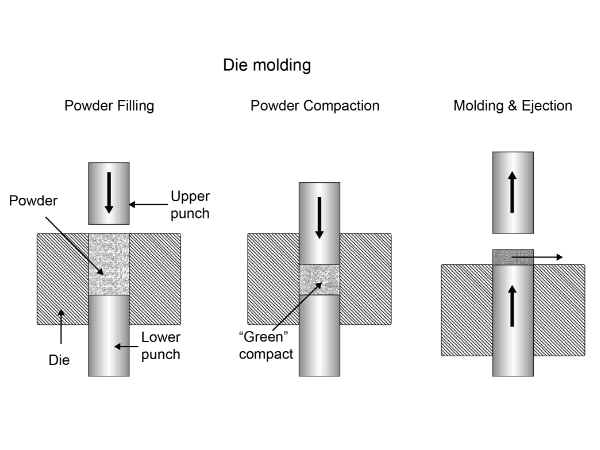
D'Formmethod gëtt allgemeng benotzt fir kleng kalgepresst Graphit oder fein strukturéiert Produkter ze produzéieren. De Prinzip ass eng gewëssen Quantitéit u Paste an eng Form vun der gewënschter Form a Gréisst ze fëllen, an dann Drock vun uewen oder ënnen auszeüben. Heiansdo gëtt Drock aus béide Richtungen ausgeübt fir d'Paste an der Form an d'Form ze kompriméieren. Dat gepresst Hallefprodukt gëtt dann aus der Form erausgeholl, ofgekillt, iwwerpréift a gestapelt.
Et gëtt souwuel vertikal wéi och horizontal Formmaschinnen. D'Formmethod kann am Allgemengen nëmmen ee Produkt gläichzäiteg drécken, dofir huet se eng relativ niddreg Produktiounseffizienz. Wéi och ëmmer, si kann héichpräzis Produkter produzéieren, déi net mat aneren Technologien hiergestallt kënne ginn. Ausserdeem kann d'Produktiounseffizienz duerch gläichzäiteg Pressen vu verschiddene Formen an automatiséiert Produktiounslinne verbessert ginn.
Extrudéiert Graphit gëtt geformt andeems héichreine Graphitpartikelen mat engem Bindemittel gemëscht ginn an duerno an engem Extruder extrudéiert ginn. Am Verglach mat isostatesche Graphit huet den extrudéierte Graphit eng méi grouss Kärgréisst an eng méi niddreg Festigkeit, awer en huet eng méi héich thermesch an elektresch Leetfäegkeet.
Aktuell ginn déi meescht Kuelestoff- a Graphitprodukter duerch Extrusiounsmethod produzéiert. Si gi virun allem als Heizelementer a thermesch leetend Komponenten an Héichtemperatur-Hëtzbehandlungsprozesser benotzt. Zousätzlech kënne Graphitblöcke och als Elektroden benotzt ginn, fir de Stroumtransfer an Elektrolyseprozesser duerchzeféieren. Dofir gi se wäit verbreet als mechanesch Dichtungen, thermesch leetend Materialien an Elektrodenmaterialien an extremen Ëmfeld wéi héijer Temperatur, héijem Drock an héijer Geschwindegkeet benotzt.
Formtechnologie
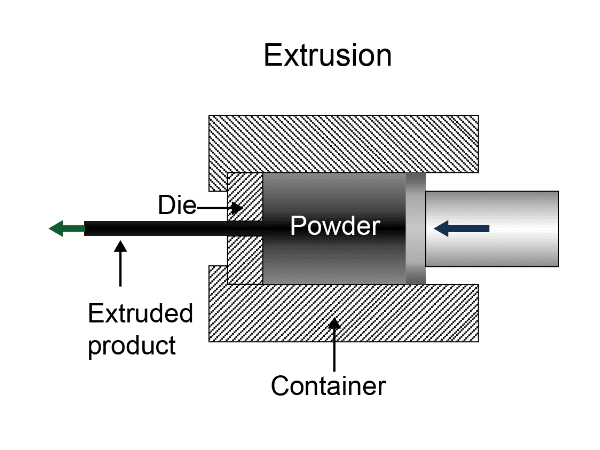
D'Extrusiounsmethod besteet doran, d'Paste an de Pastezylinder vun der Press ze lueden an ze extrudéieren. D'Press ass mat engem austauschbarem Extrusiounsrank (deen ersat ka ginn, fir d'Querschnittsform an d'Gréisst vum Produkt z'änneren) viru sech ausgestatt, an eng beweeglech Schiebe ass virum Extrusiounsrank virgesinn. Den Haaptkolben vun der Press ass hannert dem Pastezylinder placéiert.
Ier Dir Drock ausübt, placéiert eng Schalldämpfer virum Extrusiounsrank a setzt Drock aus der entgéintgesater Richtung aus, fir d'Paste zesummenzedrécken. Wann d'Schalldämpfer ewechgeholl gëtt an den Drock weider ausgeübt gëtt, gëtt d'Paste aus dem Extrusiounsrank extrudéiert. Schneit den extrudéierte Sträifen an déi gewënscht Längt, loosst en ofkille a kontrolléiert en, ier Dir en stapelt. D'Extrusiounsmethod ass e semi-kontinuéierleche Produktiounsprozess, dat heescht, datt nodeems eng gewëssen Quantitéit Paste bäigefüügt gouf, verschidde Produkter (Grafitblöcke, Graphitmaterialien) kontinuéierlech extrudéiert kënne ginn.
Aktuell ginn déi meescht Kuelestoff- a Graphitprodukter duerch d'Extrusiounsmethod produzéiert.
Vibréierte Graphit huet eng eenheetlech Struktur mat enger mëttlerer Käregréisst. Ausserdeem ass et ganz populär wéinst sengem niddregen Äschegehalt, senger verbesserter mechanescher Stäerkt a senger gudder elektrescher an thermescher Stabilitéit, a gëtt wäit verbreet fir d'Veraarbechtung vu groussen Aarbechtsstécker benotzt. Et kann och weider verstäerkt ginn no Harzimprägnatioun oder Antioxidatiounsbehandlung.
Et gëtt wäit verbreet als Heiz- an Isolatiounselement bei der Produktioun vu Polysilizium- a monokristallinem Siliziumuewen an der Photovoltaikindustrie benotzt. Et gëtt och wäit verbreet bei der Fabrikatioun vun Heizkappen, Wärmetauscherkomponenten, Schmelz- a Goss-Dichelen, dem Bau vun N-Knoten, déi an elektrolytesche Prozesser benotzt ginn, an der Fabrikatioun vun Dichelen fir d'Schmelzen an d'Legierung.
Formtechnologie
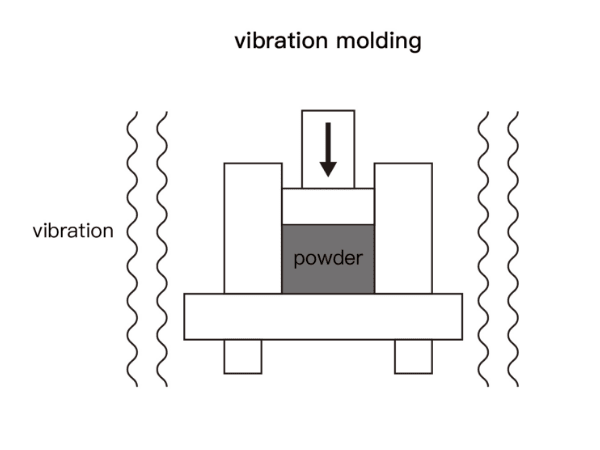
De Prinzip vun der Herstellung vu vibréiertem Graphit besteet doran, d'Form mat enger pasteähnlecher Mëschung ze fëllen an dann eng schwéier Metallplack drop ze leeën. Am nächste Schrëtt gëtt d'Material duerch Vibratioun vun der Form kompaktéiert. Am Verglach mat extrudéiertem Graphit huet de Graphit, deen duerch Vibratioun entsteet, eng méi héich Isotropie. Graphitprodukter ginn duerch d'Extrusiounsmethod produzéiert.
Zäitpunkt vun der Verëffentlechung: 17. Juni 2024