Sérstök grafít er með mikla hreinleika, mikla þéttleika og mikla styrkleika.grafítefni og hefur framúrskarandi tæringarþol, stöðugleika við háan hita og mikla rafleiðni. Það er úr náttúrulegu eða gervigrafíti eftir háhitameðferð og háþrýstingsvinnslu og er almennt notað í iðnaði í umhverfi með miklum hita, miklum þrýstingi og tærandi umhverfi.
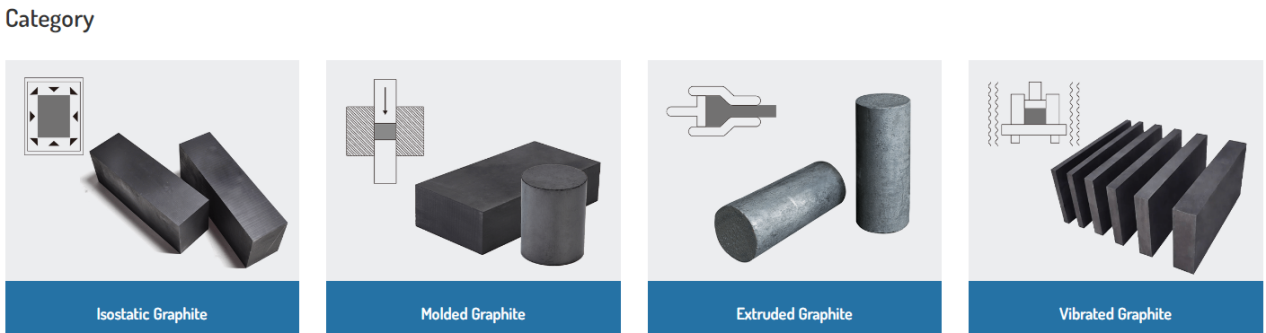
Það má skipta því í ýmsar gerðir, þar á meðal ísóstatísktgrafítblokkir, útpressaðar grafítblokkir, mótaðargrafítblokkirog titraðigrafítblokkir.
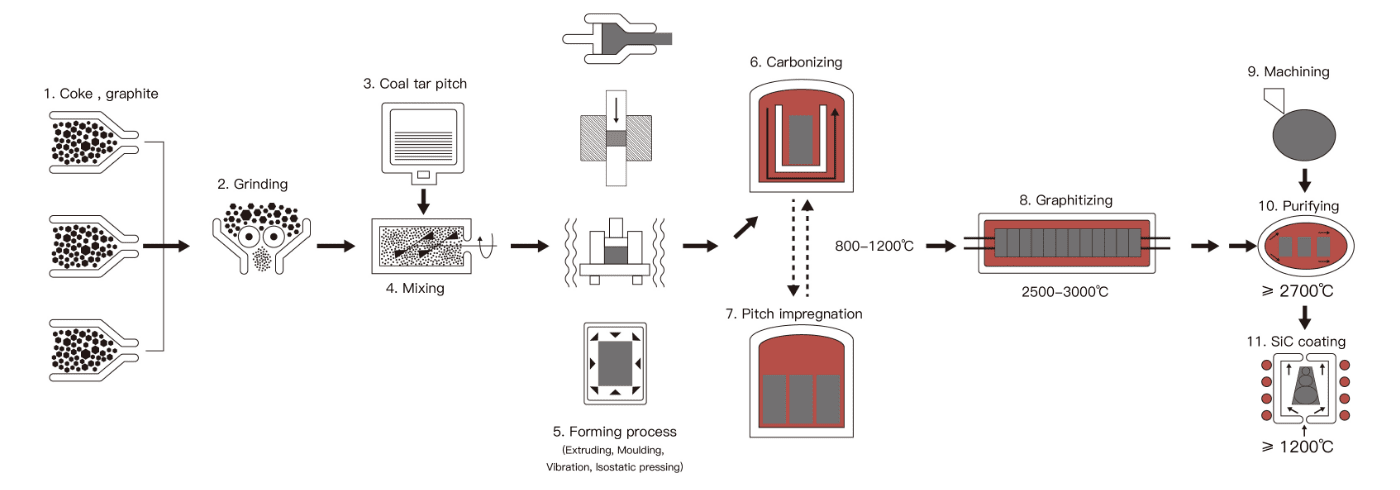
Framleiðslutækni:
Grafíter einstakt ómálmkennt frumefni sem samanstendur af kolefnisatómum sem raðast í sexhyrnda grindarbyggingu. Það er mjúkt og brothætt efni sem er almennt notað í ýmsum iðnaði vegna einstakra eiginleika þess. Grafít getur viðhaldið styrk sínum og stöðugleika jafnvel við hitastig yfir 3600°C. Leyfið mér nú að kynna framleiðsluferli sérstaks grafíts.
Ísóstatískt grafít, sem er framleitt úr hágæða grafíti með pressun, er ómissandi efni sem notað er í framleiðslu á einkristallaofnum, grafítkristallagerðartækjum fyrir samfellda steypu úr málmi og grafítrafskautum fyrir rafknúna neistaúthleðsluvinnslu. Auk þessara helstu nota er það mikið notað í hörðum málmblöndum (lofttæmisofnahiturum, sintrunarplötum o.s.frv.), námuvinnslu (framleiðslu á bormótum), efnaiðnaði (varmaskiptar, tæringarþolnir hlutar), málmvinnslu (deiglur) og vélbúnaði (vélrænum þéttingum).

Mótunartækni
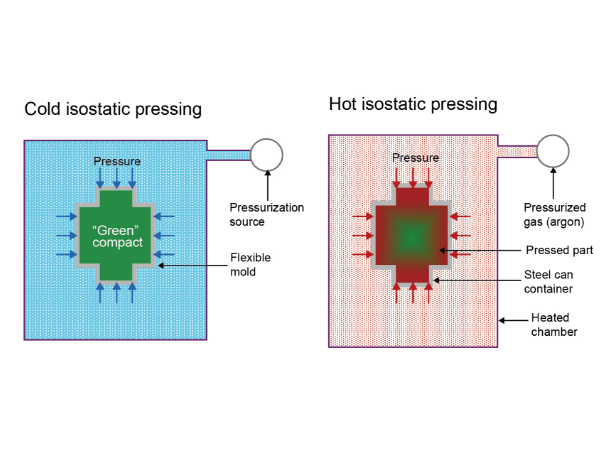
Meginreglan á bak við ísostatíska pressutækni byggir á lögmáli Pascals. Hún breytir einátta (eða tvíátta) þjöppun efnisins í fjölátta (alhliða) þjöppun. Í ferlinu eru kolefnisagnirnar alltaf í óreglulegu ástandi og rúmmálsþéttleikinn er tiltölulega einsleitur með ísótrópískum eiginleikum. Þar að auki er það ekki háð hæð vörunnar, sem gerir það að verkum að ísostatískt grafít hefur engan eða lítinn mun á afköstum.
Samkvæmt hitastigi mótunarinnar og storknunarinnar má skipta ísostatísku pressunartækni í kalda ísostatísku pressun, hlýja ísostatísku pressun og heita ísostatísku pressun. Ísostatísku pressunarvörur hafa mikla eðlisþyngd, yfirleitt 5% til 15% hærri en einátta eða tvíátta mótpressunarvörur. Hlutfallslegur eðlisþyngd ísostatísku pressunarvöru getur náð 99,8% til 99,09%.
Mótað grafít hefur framúrskarandi eiginleika hvað varðar vélrænan styrk, núningþol, þéttleika, hörku og rafleiðni og hægt er að bæta þessa eiginleika enn frekar með því að gegndreypa plastefni eða málm.
Mótað grafít hefur góða rafleiðni, háan hitaþol, tæringarþol, mikla hreinleika, sjálfsmurningu, hitaáfallsþol og auðvelda nákvæma vinnslu og er mikið notað á sviði samfelldrar steypu, hörðrar málmblöndu og rafeindadeyja, rafmagnsneista, vélrænnar innsiglis o.s.frv.

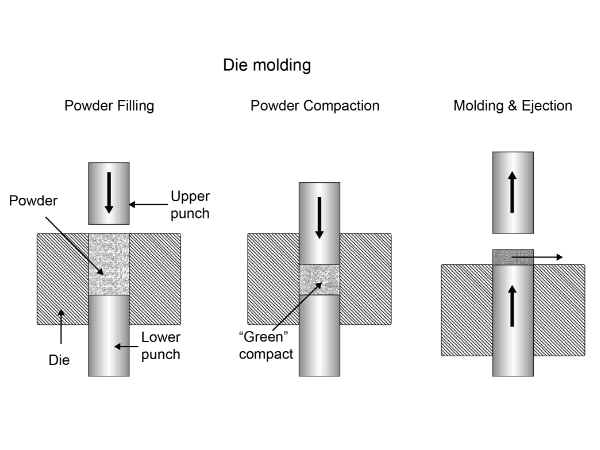
Mótunartækni
Mótunaraðferðin er almennt notuð til að framleiða smærri kaldpressað grafít eða fíngerðar vörur. Meginreglan er að fylla ákveðið magn af mauki í mót af óskaðri lögun og stærð og síðan beita þrýstingi að ofan eða neðan. Stundum er beitt þrýstingi úr báðum áttum til að þjappa maukinu í form í mótinu. Pressaða hálfunna varan er síðan tekin úr mótinu, kæld, skoðuð og staflað.
Það eru til bæði lóðréttar og láréttar mótunarvélar. Mótunaraðferðin getur almennt aðeins pressað eina vöru í einu, þannig að hún hefur tiltölulega litla framleiðsluhagkvæmni. Hins vegar er hægt að framleiða vörur með mikilli nákvæmni sem ekki er hægt að framleiða með annarri tækni. Þar að auki er hægt að bæta framleiðsluhagkvæmni með samtímis pressun margra móta og sjálfvirkum framleiðslulínum.
Útpressað grafít er myndað með því að blanda saman hágæða grafítögnum við bindiefni og síðan útpressa þær í útpressara. Í samanburði við stöðugt grafít hefur útpressað grafít grófari kornastærð og minni styrk, en það hefur meiri varma- og rafleiðni.
Eins og er eru flestar kolefnis- og grafítvörur framleiddar með útpressunaraðferð. Þær eru aðallega notaðar sem hitunarþættir og varmaleiðandi íhlutir í háhitameðferðarferlum. Að auki er einnig hægt að nota grafítblokkir sem rafskaut til að framkvæma straumflutning í rafgreiningarferlum. Þess vegna eru þær mikið notaðar sem vélræn þéttiefni, varmaleiðandi efni og rafskautsefni í öfgafullum aðstæðum eins og háum hita, háum þrýstingi og miklum hraða.
Mótunartækni
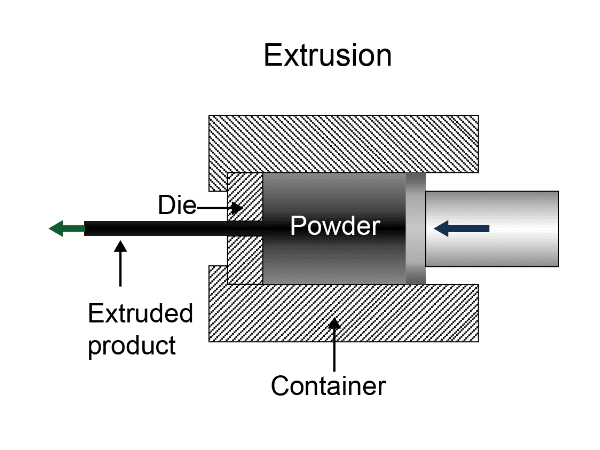
Útpressunaraðferðin felst í því að hlaða maukinu inn í maukhólk pressunnar og pressa það út. Pressan er búin skiptanlegum útpressunarhring (hægt er að skipta um hann til að breyta þversniðslögun og stærð vörunnar) fyrir framan hana og hreyfanlegur skjöldur er fyrir framan útpressunarhringinn. Aðalstimpil pressunnar er staðsettur fyrir aftan maukhólkinn.
Áður en þrýstingur er settur á skal setja skjöldu fyrir framan útpressunarhringinn og þrýsta úr gagnstæðri átt til að þjappa maukinu saman. Þegar skjöldurinn er fjarlægður og þrýstingurinn er haldið áfram er maukið pressað úr útpressunarhringnum. Skerið útpressuðu ræmuna í þá lengd sem óskað er eftir, kælið hana og skoðið hana áður en hún er staflað. Útpressunaraðferðin er hálf-samfellt framleiðsluferli, sem þýðir að eftir að ákveðnu magni af mauki hefur verið bætt við er hægt að pressa nokkrar vörur (grafítblokkir, grafítefni) samfellt út.
Eins og er eru flestar kolefnis- og grafítvörur framleiddar með útdráttaraðferð.
Titrað grafít hefur einsleita uppbyggingu með meðalstórum kornastærðum. Þar að auki er það mjög vinsælt vegna lágs öskuinnihalds, aukins vélræns styrks og góðs rafmagns- og hitastöðugleika og er mikið notað til vinnslu á stórum vinnustykkjum. Það er einnig hægt að styrkja það enn frekar eftir gegndreypingu með plastefni eða oxunarvörn.
Það er mikið notað sem hitunar- og einangrunarefni í framleiðslu á pólýkísil- og einkristallaðri kísilofnum í sólarorkuiðnaðinum. Það er einnig mikið notað í framleiðslu á hitunarhettum, íhlutum fyrir varmaskipti, bræðslu- og steypudeiglum, smíði n-hnúta sem notaðir eru í rafgreiningarferlum og framleiðslu á deiglum til bræðslu og málmblöndunar.
Mótunartækni
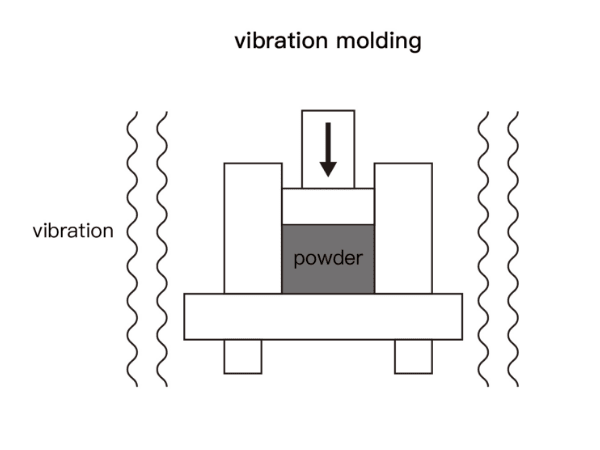
Meginreglan við framleiðslu á titruðu grafíti er að fylla mótið með maukkenndri blöndu og setja síðan þungmálmplötu ofan á það. Í næsta skrefi er efnið þjappað með titringi mótisins. Grafítið sem myndast með titringi hefur hærri ísótrópíu en pressað grafít. Grafítvörur eru framleiddar með útpressunaraðferð.
Birtingartími: 17. júní 2024