की मूल प्रक्रियासिकक्रिस्टल वृद्धि को उच्च तापमान पर कच्चे माल के ऊर्ध्वपातन और अपघटन, तापमान ढाल की क्रिया के तहत गैस चरण पदार्थों के परिवहन और बीज क्रिस्टल पर गैस चरण पदार्थों के पुनःक्रिस्टलीकरण विकास में विभाजित किया गया है। इसके आधार पर, क्रूसिबल के अंदरूनी हिस्से को तीन भागों में विभाजित किया गया है: कच्चा माल क्षेत्र, विकास कक्ष और बीज क्रिस्टल। वास्तविक प्रतिरोधक के आधार पर एक संख्यात्मक सिमुलेशन मॉडल तैयार किया गया थासिकएकल क्रिस्टल विकास उपकरण (चित्र 1 देखें)। गणना में: नीचेक्रूसिबलसाइड हीटर के नीचे से 90 मिमी दूर है, क्रूसिबल का शीर्ष तापमान 2100 ℃ है, कच्चे माल के कण का व्यास 1000 माइक्रोन है, छिद्रण 0.6 है, वृद्धि दबाव 300 पा है, और वृद्धि का समय 100 घंटे है। पीजी की मोटाई 5 मिमी है, व्यास क्रूसिबल के आंतरिक व्यास के बराबर है, और यह कच्चे माल से 30 मिमी ऊपर स्थित है। गणना में कच्चे माल क्षेत्र की उदात्तीकरण, कार्बोनाइजेशन और पुनर्संरचना प्रक्रियाओं पर विचार किया जाता है, और पीजी और गैस चरण पदार्थों के बीच प्रतिक्रिया पर विचार नहीं किया जाता है। गणना से संबंधित भौतिक गुण पैरामीटर तालिका 1 में दिखाए गए हैं।
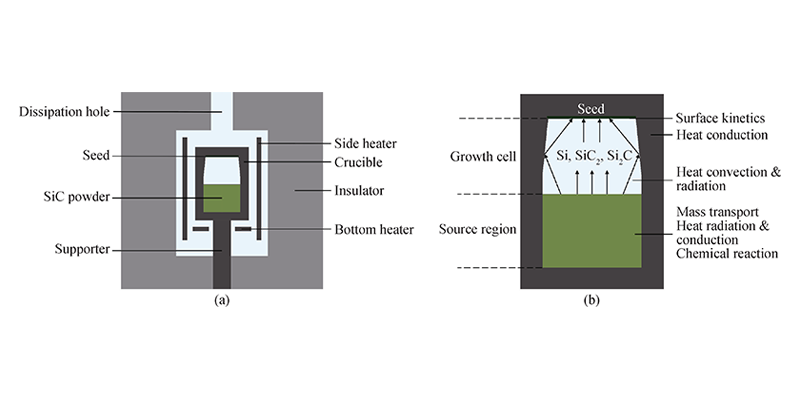
चित्र 1 सिमुलेशन गणना मॉडल। (ए) क्रिस्टल वृद्धि सिमुलेशन के लिए थर्मल क्षेत्र मॉडल; (बी) क्रूसिबल के आंतरिक क्षेत्र का विभाजन और संबंधित भौतिक समस्याएं
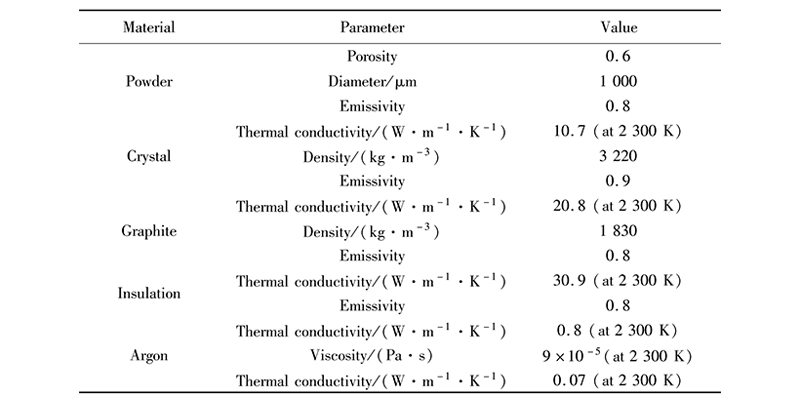
तालिका 1 गणना में प्रयुक्त कुछ भौतिक पैरामीटर
चित्र 2(a) दर्शाता है कि PG युक्त संरचना (संरचना 1 के रूप में चिह्नित) का तापमान PG से नीचे PG मुक्त संरचना (संरचना 0 के रूप में चिह्नित) की तुलना में अधिक है, और PG से ऊपर संरचना 0 की तुलना में कम है। समग्र तापमान प्रवणता बढ़ जाती है, और PG एक ऊष्मा-रोधक एजेंट के रूप में कार्य करता है। चित्र 2(b) और 2(c) के अनुसार, कच्चे माल क्षेत्र में संरचना 1 के अक्षीय और रेडियल तापमान प्रवणता छोटे हैं, तापमान वितरण अधिक समान है, और सामग्री का उर्ध्वपातन अधिक पूर्ण है। कच्चे माल क्षेत्र के विपरीत, चित्र 2(c) दर्शाता है कि संरचना 1 के बीज क्रिस्टल पर रेडियल तापमान प्रवणता बड़ी है, जो विभिन्न ऊष्मा हस्तांतरण मोड के विभिन्न अनुपातों के कारण हो सकती है, जो क्रिस्टल को उत्तल इंटरफेस के साथ बढ़ने में मदद करती है। चित्र 2(डी) में, क्रूसिबल में विभिन्न स्थितियों पर तापमान वृद्धि के साथ बढ़ती प्रवृत्ति दर्शाता है, लेकिन संरचना 0 और संरचना 1 के बीच तापमान का अंतर कच्चे माल क्षेत्र में धीरे-धीरे कम हो जाता है और विकास कक्ष में धीरे-धीरे बढ़ जाता है।
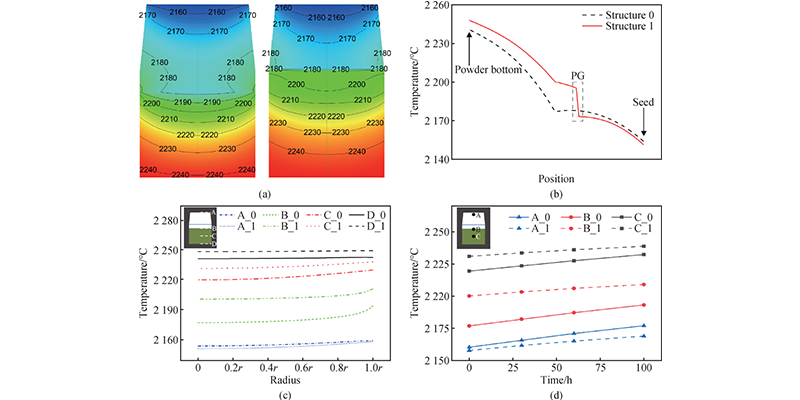 चित्र 2 क्रूसिबल में तापमान वितरण और परिवर्तन। (a) 0 घंटे पर संरचना 0 (बाएं) और संरचना 1 (दाएं) के क्रूसिबल के अंदर तापमान वितरण, इकाई: ℃; (b) 0 घंटे पर कच्चे माल के नीचे से बीज क्रिस्टल तक संरचना 0 और संरचना 1 के क्रूसिबल की केंद्र रेखा पर तापमान वितरण; (c) 0 घंटे पर बीज क्रिस्टल सतह (A) और कच्चे माल की सतह (B), मध्य (C) और नीचे (D) पर केंद्र से क्रूसिबल के किनारे तक तापमान वितरण, क्षैतिज अक्ष r, A के लिए बीज क्रिस्टल त्रिज्या है, और B~D के लिए कच्चे माल क्षेत्र त्रिज्या है; (d) 0, 30, 60, और 100 घंटे पर संरचना 0 और संरचना 1 के विकास कक्ष के ऊपरी भाग (A), कच्चे माल की सतह (B) और मध्य (C) के केंद्र में तापमान परिवर्तन।
चित्र 2 क्रूसिबल में तापमान वितरण और परिवर्तन। (a) 0 घंटे पर संरचना 0 (बाएं) और संरचना 1 (दाएं) के क्रूसिबल के अंदर तापमान वितरण, इकाई: ℃; (b) 0 घंटे पर कच्चे माल के नीचे से बीज क्रिस्टल तक संरचना 0 और संरचना 1 के क्रूसिबल की केंद्र रेखा पर तापमान वितरण; (c) 0 घंटे पर बीज क्रिस्टल सतह (A) और कच्चे माल की सतह (B), मध्य (C) और नीचे (D) पर केंद्र से क्रूसिबल के किनारे तक तापमान वितरण, क्षैतिज अक्ष r, A के लिए बीज क्रिस्टल त्रिज्या है, और B~D के लिए कच्चे माल क्षेत्र त्रिज्या है; (d) 0, 30, 60, और 100 घंटे पर संरचना 0 और संरचना 1 के विकास कक्ष के ऊपरी भाग (A), कच्चे माल की सतह (B) और मध्य (C) के केंद्र में तापमान परिवर्तन।
चित्र 3 संरचना 0 और संरचना 1 के क्रूसिबल में अलग-अलग समय पर सामग्री परिवहन को दर्शाता है। कच्चे माल के क्षेत्र और विकास कक्ष में गैस चरण सामग्री प्रवाह दर स्थिति की वृद्धि के साथ बढ़ जाती है, और विकास की प्रगति के साथ सामग्री परिवहन कमजोर हो जाता है। चित्र 3 यह भी दर्शाता है कि सिमुलेशन स्थितियों में, कच्चा माल पहले क्रूसिबल की साइड की दीवार पर और फिर क्रूसिबल के तल पर ग्रेफाइट करता है। इसके अलावा, कच्चे माल की सतह पर पुनः क्रिस्टलीकरण होता है और विकास की प्रगति के साथ यह धीरे-धीरे गाढ़ा होता जाता है। चित्र 4(a) और 4(b) दिखाते हैं कि विकास की प्रगति के साथ कच्चे माल के अंदर सामग्री प्रवाह दर कम हो जाती है, और 100 h पर सामग्री प्रवाह दर प्रारंभिक क्षण का लगभग 50% है; हालाँकि, कच्चे माल के ग्रेफाइटीकरण के कारण प्रवाह दर किनारे पर अपेक्षाकृत बड़ी है इसके अलावा, संरचना 1 में पीजी का प्रभाव संरचना 1 के कच्चे माल क्षेत्र में सामग्री प्रवाह दर को संरचना 0 की तुलना में कम करता है। चित्रा 4 (सी) में, कच्चे माल क्षेत्र और विकास कक्ष दोनों में सामग्री प्रवाह धीरे-धीरे विकास की प्रगति के साथ कमजोर हो जाता है, और कच्चे माल क्षेत्र में सामग्री प्रवाह कम होना जारी रहता है, जो क्रूसिबल के किनारे पर वायु प्रवाह चैनल के खुलने और शीर्ष पर पुन: क्रिस्टलीकरण के अवरोध के कारण होता है; विकास कक्ष में, संरचना 0 की सामग्री प्रवाह दर शुरुआती 30 घंटे में तेजी से घटकर 16% हो जाती है, और बाद के समय में केवल 3% कम हो जाती है, जबकि संरचना 1 विकास प्रक्रिया के दौरान अपेक्षाकृत स्थिर रहती है। इसलिए, पीजी विकास कक्ष में सामग्री प्रवाह दर को स्थिर करने में मदद करता है प्रारंभिक क्षण और 100 घंटे में, संरचना 0 के विकास क्षेत्र में सामग्री परिवहन संरचना 1 की तुलना में अधिक मजबूत है, लेकिन संरचना 0 के किनारे पर हमेशा एक उच्च प्रवाह दर क्षेत्र होता है, जो किनारे पर अत्यधिक वृद्धि की ओर जाता है। संरचना 1 में पीजी की उपस्थिति इस घटना को प्रभावी ढंग से दबा देती है।
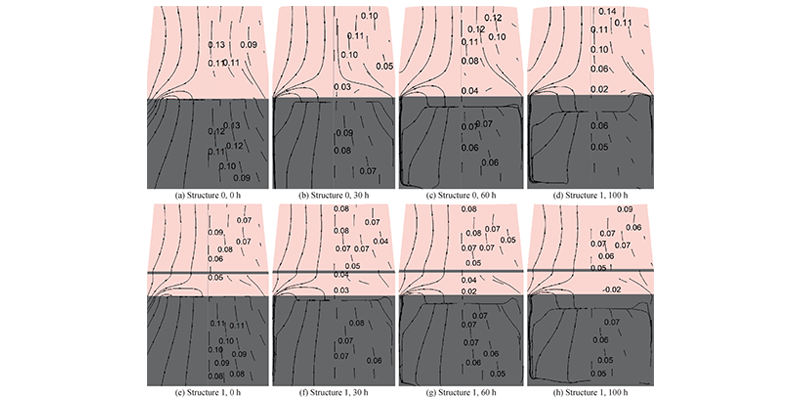
चित्र 3 क्रूसिबल में सामग्री प्रवाह। संरचना 0 और 1 में अलग-अलग समय पर गैस सामग्री परिवहन की धारा रेखाएं (बाएं) और वेग सदिश (दाएं), वेग सदिश इकाई: m/s
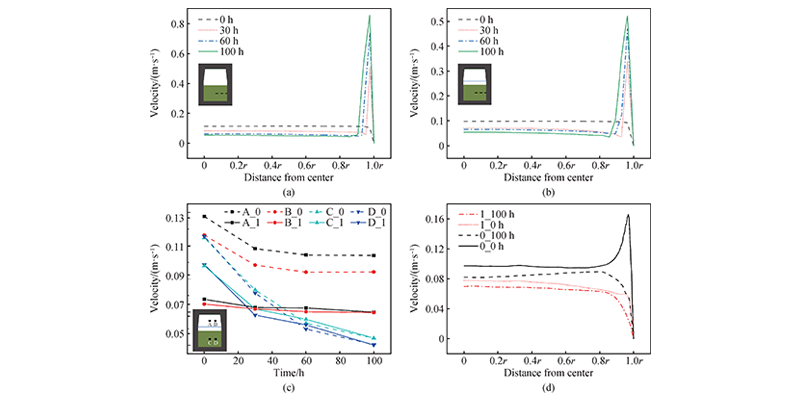
चित्र 4 सामग्री प्रवाह दर में परिवर्तन। (क) 0, 30, 60, और 100 घंटे पर संरचना 0 के कच्चे माल के मध्य में सामग्री प्रवाह दर वितरण में परिवर्तन, r कच्चे माल क्षेत्र की त्रिज्या है; (ख) 0, 30, 60, और 100 घंटे पर संरचना 1 के कच्चे माल के मध्य में सामग्री प्रवाह दर वितरण में परिवर्तन, r कच्चे माल क्षेत्र की त्रिज्या है; (ग) समय के साथ संरचना 0 और 1 के विकास कक्ष (ए, बी) के अंदर और कच्चे माल (सी, डी) के अंदर सामग्री प्रवाह दर में परिवर्तन; (घ) 0 और 100 घंटे पर संरचना 0 और 1 के बीज क्रिस्टल सतह के पास सामग्री प्रवाह दर वितरण, r बीज क्रिस्टल की त्रिज्या है
C/Si, SiC क्रिस्टल वृद्धि की क्रिस्टलीय स्थिरता और दोष घनत्व को प्रभावित करता है। चित्र 5(a) प्रारंभिक क्षण में दो संरचनाओं के C/Si अनुपात वितरण की तुलना करता है। C/Si अनुपात क्रूसिबल के नीचे से ऊपर की ओर धीरे-धीरे कम होता जाता है, और संरचना 1 का C/Si अनुपात हमेशा विभिन्न स्थितियों में संरचना 0 की तुलना में अधिक होता है। चित्र 5(b) और 5(c) दिखाते हैं कि C/Si अनुपात वृद्धि के साथ धीरे-धीरे बढ़ता है, जो वृद्धि के बाद के चरण में आंतरिक तापमान में वृद्धि, कच्चे माल के ग्रेफाइटीकरण की वृद्धि और गैस चरण में Si घटकों की ग्रेफाइट क्रूसिबल के साथ प्रतिक्रिया से संबंधित है। चित्र 5(d) में, संरचना 0 और संरचना 1 के C/Si अनुपात PG (0, 25 मिमी) से नीचे काफी भिन्न हैं, लेकिन PG (50 मिमी) से ऊपर थोड़े भिन्न हैं, और क्रिस्टल के पास पहुँचने पर अंतर धीरे-धीरे बढ़ता है। सामान्यतः, संरचना 1 का C/Si अनुपात अधिक होता है, जो क्रिस्टल रूप को स्थिर करने और चरण संक्रमण की संभावना को कम करने में मदद करता है।
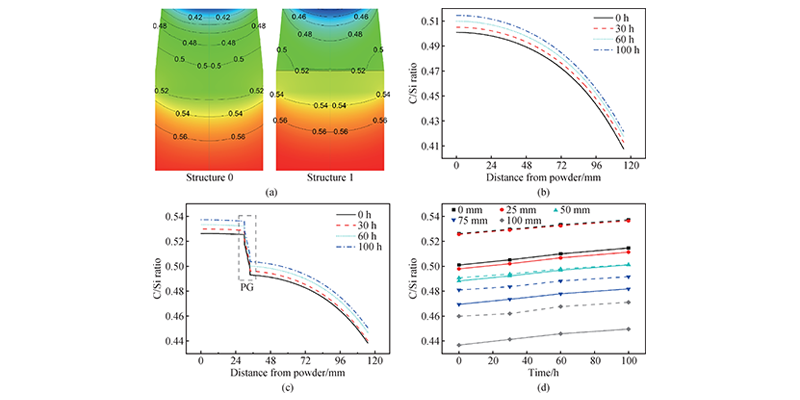
चित्र 5 C/Si अनुपात का वितरण एवं परिवर्तन। (a) 0 घंटे पर संरचना 0 (बाएं) और संरचना 1 (दाएं) के क्रूसिबल में C/Si अनुपात वितरण; (b) विभिन्न समयों पर संरचना 0 के क्रूसिबल की केंद्र रेखा से विभिन्न दूरियों पर C/Si अनुपात (0, 30, 60, 100 घंटे); (c) विभिन्न समयों पर संरचना 1 के क्रूसिबल की केंद्र रेखा से विभिन्न दूरियों पर C/Si अनुपात (0, 30, 60, 100 घंटे); (d) विभिन्न समयों पर संरचना 0 (ठोस रेखा) और संरचना 1 (धराशायी रेखा) के क्रूसिबल की केंद्र रेखा से विभिन्न दूरियों (0, 25, 50, 75, 100 मिमी) पर C/Si अनुपात की तुलना।
चित्र 6 दो संरचनाओं के कच्चे माल क्षेत्रों के कण व्यास और छिद्रण में परिवर्तन को दर्शाता है। चित्र से पता चलता है कि कच्चे माल का व्यास घटता है और क्रूसिबल दीवार के पास छिद्रण बढ़ता है, और किनारे छिद्रण बढ़ता रहता है और विकास की प्रगति के साथ कण व्यास घटता रहता है। अधिकतम किनारे छिद्रण 100 घंटे में लगभग 0.99 है, और न्यूनतम कण व्यास लगभग 300 माइक्रोन है। कण व्यास बढ़ता है और कच्चे माल की ऊपरी सतह पर छिद्रण घटता है, जो पुनर्संरचना के अनुरूप है। विकास की प्रगति के साथ पुनर्संरचना क्षेत्र की मोटाई बढ़ जाती है, और कण आकार और छिद्रण में परिवर्तन जारी रहता है। अधिकतम कण व्यास 1500 माइक्रोन से अधिक तक पहुँच जाता है, और न्यूनतम छिद्रण 0.13 है। इसके अलावा, चूंकि पीजी कच्चे माल क्षेत्र के तापमान को बढ़ाता है और गैस सुपरसैचुरेशन छोटा होता है, संरचना 1 के कच्चे माल के ऊपरी हिस्से की पुनर्संरचना मोटाई छोटी होती है, जो कच्चे माल के उपयोग की दर में सुधार करती है।
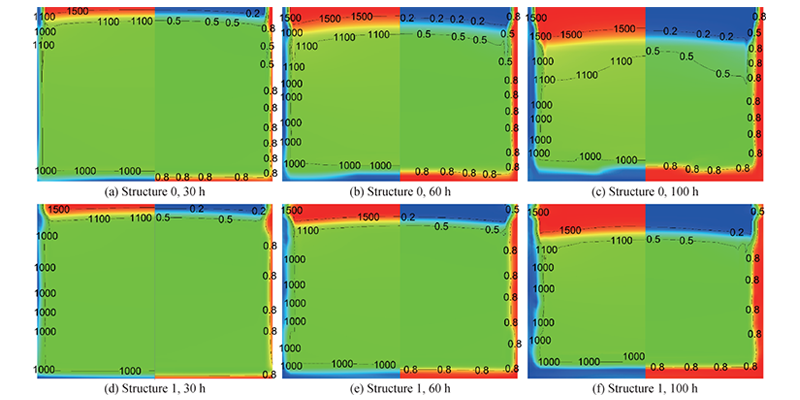 चित्र 6 संरचना 0 और संरचना 1 के कच्चे माल क्षेत्र के कण व्यास (बाएं) और छिद्रता (दाएं) में अलग-अलग समय पर परिवर्तन, कण व्यास इकाई: μm
चित्र 6 संरचना 0 और संरचना 1 के कच्चे माल क्षेत्र के कण व्यास (बाएं) और छिद्रता (दाएं) में अलग-अलग समय पर परिवर्तन, कण व्यास इकाई: μm
चित्र 7 दर्शाता है कि संरचना 0 वृद्धि की शुरुआत में विकृत होती है, जो कच्चे माल के किनारे के ग्राफिटाइजेशन के कारण होने वाली अत्यधिक सामग्री प्रवाह दर से संबंधित हो सकती है। बाद की वृद्धि प्रक्रिया के दौरान विकृत होने की डिग्री कमजोर हो जाती है, जो चित्र 4 (डी) में संरचना 0 के क्रिस्टल विकास के सामने सामग्री प्रवाह दर में परिवर्तन से मेल खाती है। संरचना 1 में, पीजी के प्रभाव के कारण, क्रिस्टल इंटरफ़ेस विकृत नहीं दिखता है। इसके अलावा, पीजी संरचना 1 की वृद्धि दर को संरचना 0 की तुलना में काफी कम कर देता है। 100 घंटे के बाद संरचना 1 के क्रिस्टल की केंद्र मोटाई संरचना 0 की तुलना में केवल 68% है।
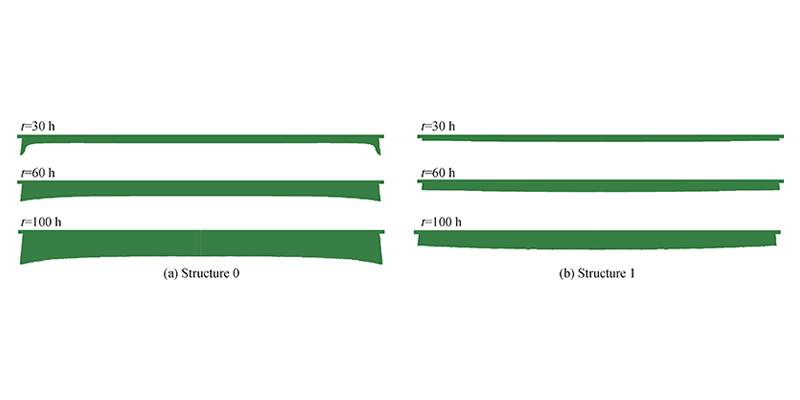
चित्र 7 30, 60, और 100 घंटे पर संरचना 0 और संरचना 1 क्रिस्टल के इंटरफ़ेस परिवर्तन
क्रिस्टल की वृद्धि संख्यात्मक सिमुलेशन की प्रक्रिया स्थितियों के तहत की गई थी। संरचना 0 और संरचना 1 द्वारा विकसित क्रिस्टल क्रमशः चित्र 8 (ए) और चित्र 8 (बी) में दिखाए गए हैं। संरचना 0 का क्रिस्टल एक अवतल इंटरफ़ेस दिखाता है, जिसमें केंद्रीय क्षेत्र में उतार-चढ़ाव और किनारे पर एक चरण संक्रमण होता है। सतह उत्तलता गैस-चरण सामग्री के परिवहन में एक निश्चित डिग्री की असमानता का प्रतिनिधित्व करती है, और चरण संक्रमण की घटना कम सी / एसआई अनुपात से मेल खाती है। संरचना 1 द्वारा विकसित क्रिस्टल का इंटरफ़ेस थोड़ा उत्तल है, कोई चरण संक्रमण नहीं पाया जाता है, और मोटाई पीजी के बिना क्रिस्टल का 65% है। सामान्य तौर पर, क्रिस्टल विकास के परिणाम सिमुलेशन परिणामों के अनुरूप होते हैं, संरचना 1 के क्रिस्टल इंटरफ़ेस पर एक बड़े रेडियल तापमान अंतर के साथ, किनारे पर तेजी से विकास दबा दिया जाता है, और समग्र सामग्री प्रवाह दर धीमी होती है। समग्र प्रवृत्ति संख्यात्मक सिमुलेशन परिणामों के अनुरूप है।
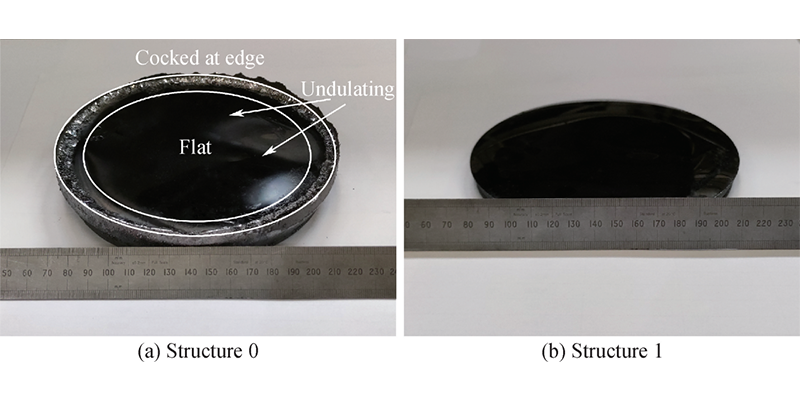
चित्र 8 संरचना 0 और संरचना 1 के अंतर्गत विकसित SiC क्रिस्टल
निष्कर्ष
पीजी कच्चे माल क्षेत्र के समग्र तापमान में सुधार और अक्षीय और रेडियल तापमान एकरूपता में सुधार के लिए अनुकूल है, कच्चे माल के पूर्ण उदात्तीकरण और उपयोग को बढ़ावा देता है; ऊपर और नीचे के तापमान का अंतर बढ़ता है, और बीज क्रिस्टल सतह का रेडियल ढाल बढ़ता है, जो उत्तल इंटरफेस विकास को बनाए रखने में मदद करता है। द्रव्यमान हस्तांतरण के संदर्भ में, पीजी की शुरूआत समग्र द्रव्यमान हस्तांतरण दर को कम करती है, पीजी युक्त विकास कक्ष में सामग्री प्रवाह दर समय के साथ कम बदलती है, और पूरी विकास प्रक्रिया अधिक स्थिर होती है। इसी समय, पीजी अत्यधिक किनारे द्रव्यमान हस्तांतरण की घटना को भी प्रभावी ढंग से रोकता है। इसके अलावा, पीजी विकास पर्यावरण के सी/एसआई अनुपात को भी बढ़ाता है, विशेष रूप से बीज क्रिस्टल इंटरफेस के सामने के किनारे पर, जो विकास प्रक्रिया के दौरान चरण परिवर्तन की घटना को कम करने में मदद करता है। इसी समय, पीजी का थर्मल इन्सुलेशन प्रभाव कच्चे माल के ऊपरी हिस्से में पुनर्संरचना की घटना को कुछ हद तक कम करता है। क्रिस्टल विकास के लिए, पीजी क्रिस्टल विकास दर को धीमा कर देता है, लेकिन विकास इंटरफेस अधिक उत्तल होता है। इसलिए, पीजी SiC क्रिस्टल के विकास वातावरण में सुधार और क्रिस्टल की गुणवत्ता को अनुकूलित करने के लिए एक प्रभावी साधन है।
पोस्ट करने का समय: जून-18-2024