Erikoisgrafiitti on erittäin puhdasta, tiheää ja lujaagrafiittimateriaali ja sillä on erinomainen korroosionkestävyys, korkean lämpötilan stabiilius ja suuri sähkönjohtavuus. Se on valmistettu luonnon- tai keinotekoisesta grafiitista korkean lämpötilan lämpökäsittelyn ja korkeapainekäsittelyn jälkeen, ja sitä käytetään yleisesti teollisissa sovelluksissa korkeassa lämpötilassa, korkeassa paineessa ja syövyttävissä ympäristöissä.
Se voidaan jakaa useisiin tyyppeihin, mukaan lukien isostaattinengrafiittilohkot, puristetut grafiittilohkot, valetutgrafiittilohkotja värähteligrafiittilohkot.
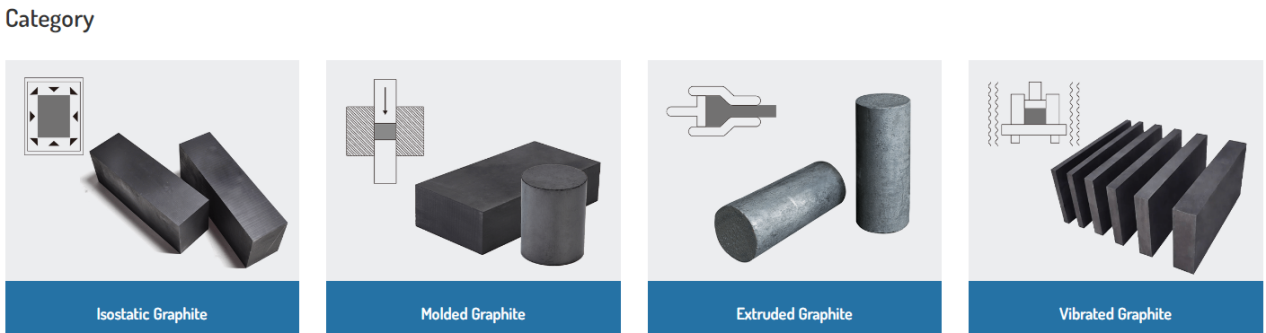
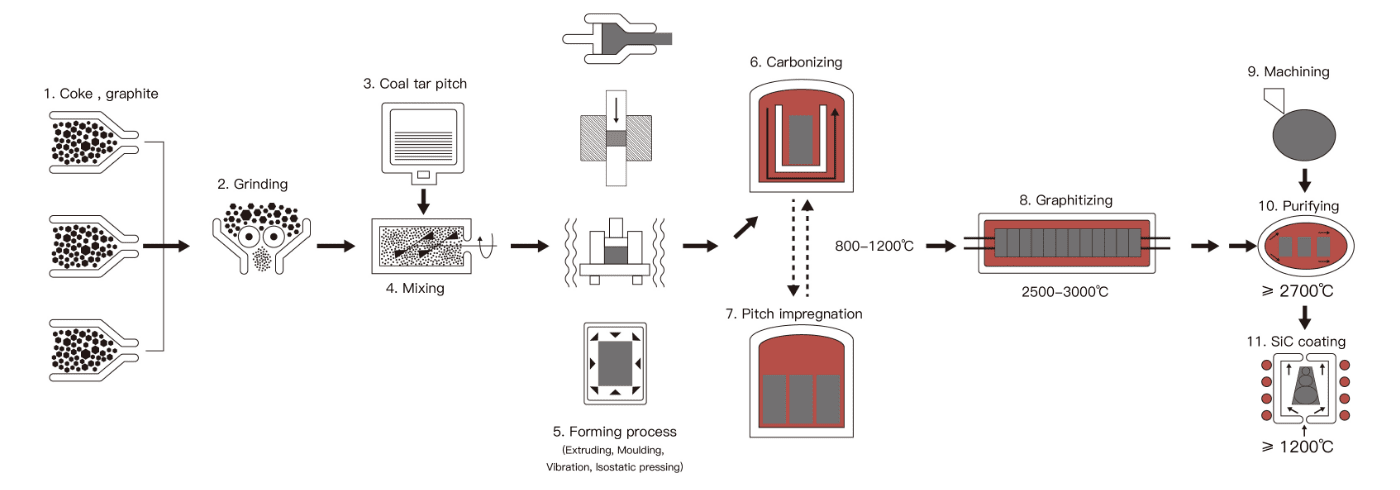
Valmistusteknologiat:
Grafiittion ainutlaatuinen ei-metallinen alkuaine, joka koostuu hiiliatomeista, jotka ovat järjestäytyneet kuusikulmaiseen hilarakenteeseen. Se on pehmeä ja hauras materiaali, jota käytetään yleisesti erilaisissa teollisissa sovelluksissa ainutlaatuisten ominaisuuksiensa ansiosta. Grafiitti säilyttää lujuutensa ja stabiiliutensa jopa yli 3600 °C:n lämpötiloissa. Seuraavaksi esittelen erikoisgrafiitin tuotantoprosessin.
Isostaattinen grafiitti, joka on valmistettu erittäin puhtaasta grafiitista puristamalla, on korvaamaton materiaali, jota käytetään yksikiteisten uunien, metallin jatkuvavalun grafiittikiteyttäjien ja sähkökipinäpurkaustyöstön grafiittielektrodien valmistuksessa. Näiden pääsovellusten lisäksi sitä käytetään laajalti kovien seosten (tyhjiöuunien lämmittimet, sintrauslevyt jne.), kaivosteollisuuden (poranterämuottien valmistus), kemianteollisuuden (lämmönvaihtimet, korroosionkestävät osat), metallurgian (upokkaat) ja koneiden (mekaaniset tiivisteet) aloilla.

Muovaustekniikka
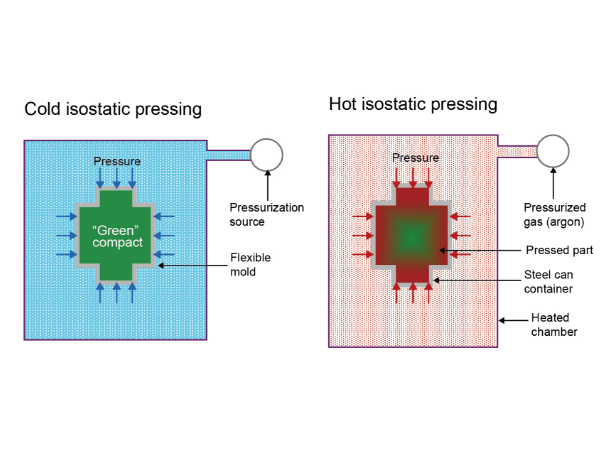
Isostaattisen puristustekniikan periaate perustuu Pascalin lakiin. Se muuttaa materiaalin yksisuuntaisen (tai kaksisuuntaisen) puristuksen monisuuntaiseksi (ympärisuuntaiseksi). Prosessin aikana hiilihiukkaset ovat aina epäjärjestyksessä, ja tilavuustiheys on suhteellisen tasainen isotrooppisilla ominaisuuksilla. Lisäksi se ei ole riippuvainen tuotteen korkeudesta, joten isostaattisen grafiitin suorituskykyerot ovat vähäisiä tai ei lainkaan.
Muovautumisen ja jähmettymisen lämpötilan mukaan isostaattinen puristustekniikka voidaan jakaa kylmäisostaattiseen puristukseen, lämpimään isostaattiseen puristukseen ja kuumaisostaattiseen puristukseen. Isostaattisilla puristustuotteilla on korkea tiheys, tyypillisesti 5–15 % suurempi kuin yksi- tai kaksisuuntaisilla muottipuristustuotteilla. Isostaattisilla puristustuotteilla on suhteellinen tiheys, joka voi olla 99,8–99,09 %.
Valetulla grafiitilla on erinomaiset mekaaniset ominaisuudet, kulutuskestävyys, tiheys, kovuus ja sähkönjohtavuus, ja näitä ominaisuuksia voidaan parantaa edelleen kyllästämällä sitä hartsilla tai metallilla.
Valetulla grafiitilla on hyvä sähkönjohtavuus, korkea lämmönkestävyys, korroosionkestävyys, korkea puhtaus, itsevoitelu, lämmönshokkien kestävyys ja helppo tarkkuuskoneistus, ja sitä käytetään laajalti jatkuvavalussa, kovametalliseoksissa ja elektronisessa sintrauksessa, sähkökipinöissä, mekaanisissa tiivisteissä jne.

Muovaustekniikka
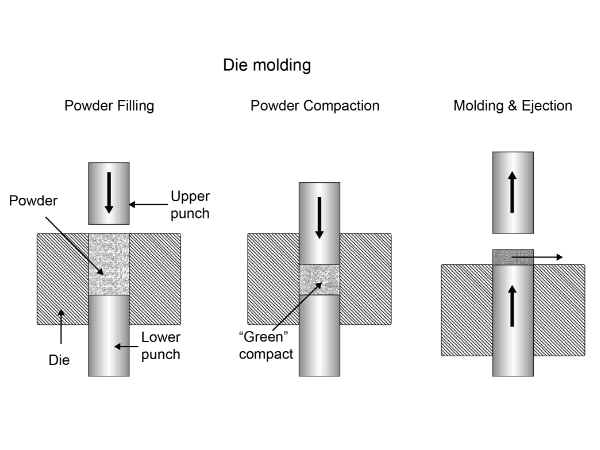
Muovausmenetelmää käytetään yleensä pienten kylmäpuristettujen grafiittituotteiden tai hienorakenteisten tuotteiden valmistukseen. Periaatteena on täyttää tietty määrä tahnaa halutun muotoiseen ja kokoiseen muottiin ja sitten kohdistaa paine ylhäältä tai alhaalta. Joskus painetta käytetään molemmista suunnista tahnan puristamiseksi muotissa oikeaan muotoon. Puristettu puolivalmis tuote puristetaan sitten muotista, jäähdytetään, tarkastetaan ja pinotaan.
On olemassa sekä pystysuuntaisia että vaakasuuntaisia muovauskoneita. Muovausmenetelmä voi yleensä puristaa vain yhtä tuotetta kerrallaan, joten sen tuotantotehokkuus on suhteellisen alhainen. Se voi kuitenkin tuottaa erittäin tarkkoja tuotteita, joita ei voida valmistaa muilla tekniikoilla. Lisäksi tuotantotehokkuutta voidaan parantaa useiden muottien samanaikaisella puristamisella ja automatisoiduilla tuotantolinjoilla.
Puristettu grafiitti muodostetaan sekoittamalla erittäin puhtaita grafiittihiukkasia sideaineen kanssa ja puristamalla ne sitten pursottamalla ekstruuderissa. Isostaattiseen grafiittiin verrattuna puristetulla grafiitilla on karkeampi raekoko ja alhaisempi lujuus, mutta sillä on korkeampi lämmön- ja sähkönjohtavuus.
Tällä hetkellä useimmat hiili- ja grafiittituotteet valmistetaan ekstruusiomenetelmällä. Niitä käytetään pääasiassa lämmityselementteinä ja lämmönjohtavina komponentteina korkean lämpötilan lämpökäsittelyprosesseissa. Lisäksi grafiittilohkoja voidaan käyttää myös elektrodeina virransiirtoon elektrolyysiprosesseissa. Siksi niitä käytetään laajalti mekaanisina tiivisteinä, lämmönjohtavina materiaaleina ja elektrodimateriaaleina äärimmäisissä ympäristöissä, kuten korkeassa lämpötilassa, korkeassa paineessa ja suurella nopeudella.
Muovaustekniikka
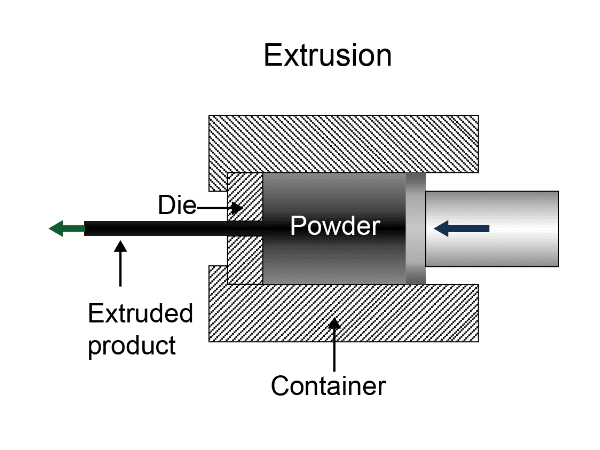
Ekstruusiomenetelmässä tahna ladataan puristimen tahnasylinteriin ja puristetaan se. Puristimen edessä on vaihdettava ekstruusiorengas (jonka voi vaihtaa tuotteen poikkileikkauksen muodon ja koon muuttamiseksi), ja ekstruusiorenkaan edessä on liikuteltava ohjauslevy. Puristimen päämäntä sijaitsee tahnasylinterin takana.
Ennen paineen kohdistamista aseta ohjauslevy puristusrenkaan eteen ja purista tahnaa vastakkaisesta suunnasta. Kun ohjauslevy poistetaan ja painetta jatketaan, tahna puristetaan ulos puristusrenkaasta. Leikkaa pursotettu nauha haluttuun pituuteen, jäähdytä ja tarkista se ennen pinoamista. Puristusmenetelmä on puolijatkuva tuotantoprosessi, mikä tarkoittaa, että tietyn määrän tahnaa lisäämisen jälkeen voidaan jatkuvasti puristaa useita (grafiittilohkoja, grafiittimateriaaleja) tuotteita.
Tällä hetkellä suurin osa hiili- ja grafiittituotteista valmistetaan ekstruusiomenetelmällä.
Tärytetyllä grafiitilla on tasainen rakenne ja keskikokoinen raekoko. Lisäksi se on erittäin suosittu alhaisen tuhkapitoisuuden, parantuneen mekaanisen lujuutensa sekä hyvän sähköisen ja lämpöstabiilisuutensa ansiosta, ja sitä käytetään laajalti suurten työkappaleiden työstämiseen. Sitä voidaan myös lujittaa edelleen hartsikyllästyksen tai hapettumisenestokäsittelyn jälkeen.
Sitä käytetään laajalti lämmitys- ja eristeelementtinä polysilikoni- ja monokiteisten piiuunien tuotannossa aurinkosähköteollisuudessa. Sitä käytetään myös laajalti lämmityskupujen, lämmönvaihtimien komponenttien, sulatus- ja valuupokkaiden valmistuksessa, elektrolyyttisissä prosesseissa käytettävien n-solmujen rakentamisessa sekä sulatus- ja seostamisupokkaiden valmistuksessa.
Muovaustekniikka
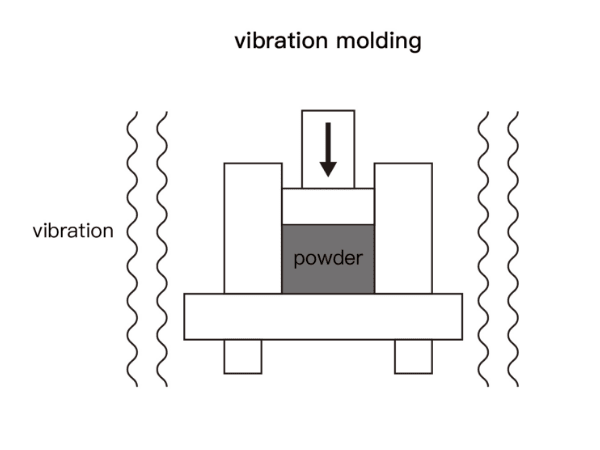
Tärytetyn grafiitin valmistuksen periaatteena on täyttää muotti tahmaisella seoksella ja asettaa sen päälle raskasmetallilevy. Seuraavassa vaiheessa materiaali tiivistetään täryttämällä muottia. Värähtelyllä muodostetulla grafiitilla on suurempi isotropia verrattuna puristettuun grafiittiin. Grafiittituotteet valmistetaan ekstruusiomenetelmällä.
Julkaisun aika: 17. kesäkuuta 2024